一种上中下三面夹紧式焊接工装的制作方法
本技术涉及自动化夹具领域,具体涉及一种上中下三面夹紧式焊接工装。
背景技术:
1、金属零部件的焊接有时需要用到专用的焊接工装治具,先将各个零部件在工装治具上摆布完毕,接着工装治具能对各个金属零件进行夹紧限位,最后再来焊接,这就能保证各零部件在焊接时的相互位置关系。
2、常见的仿形工装有特定的凹槽,会限制住待焊接件的底面,有时也会与待焊接件的侧立面接触。这种限位效果不完全,有时焊接时一头会翘起,最终就造成焊接的成品尺寸精度不高。
技术实现思路
1、本实用新型要解决的问题在于提供一种上中下三面夹紧式焊接工装,对待焊接件进行顶面、底面、侧面的限位,三面包围式的夹紧与定位形式能保证零部件空间位置稳定,保证焊接后的尺寸准确性。
2、为解决上述问题,本实用新型提供一种上中下三面夹紧式焊接工装,为达到上述目的,本实用新型解决其技术问题所采用的技术方案是:
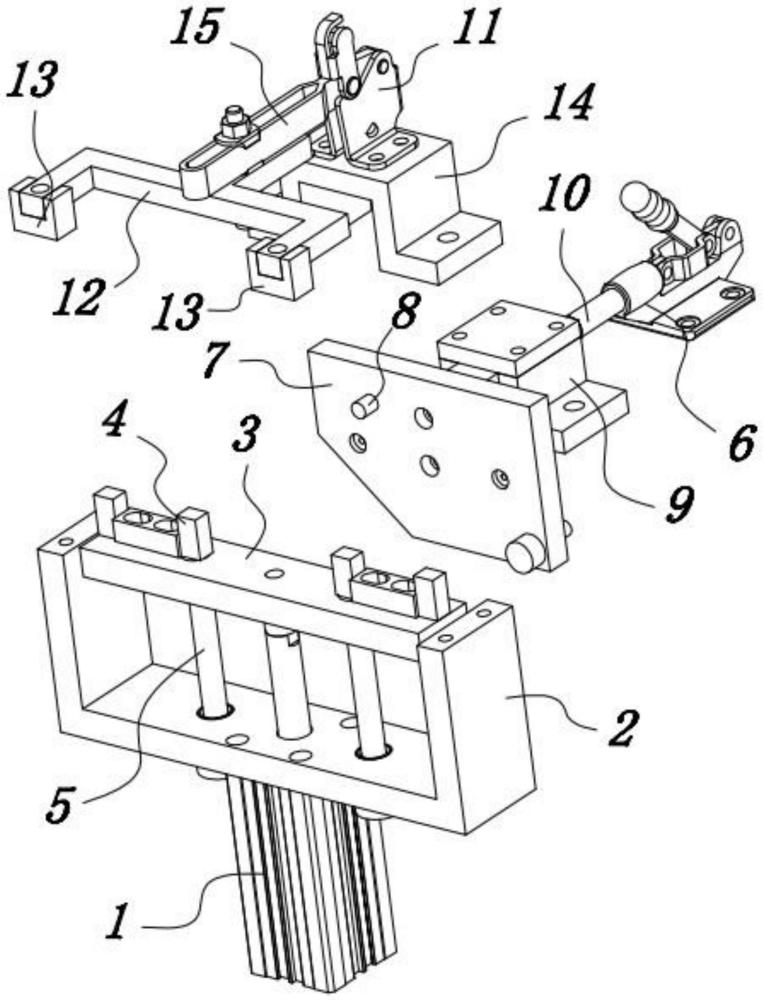
3、一种上中下三面夹紧式焊接工装,包括:下夹紧机构,包括由竖向气缸驱动的第一压块,第一压块具备在竖向气缸上方的竖向升降自由度;上夹紧机构,包括由上部快速夹钳驱动的摆杆,摆杆的末端设有第二压块;中夹紧机构,包括由中部快速夹钳驱动的伸缩杆,伸缩杆具备沿自身长度方向的水平往复平移自由度,伸缩杆的一端设有凸销;摆杆的摆动路径与伸缩杆自身轴线重合于同一空间铅垂面内;当摆杆水平时,第一压块与第二压块呈相向延伸。
4、采用上述技术方案的有益效果是:本技术方案的焊接工装可以对待焊接件进行顶面、底面、侧面的限位,三面包围式的夹紧形式能保证零部件空间位置稳定,保证后续焊接的尺寸稳定性。
5、第一压块与第二压块相互咬合,能提供强大的夹紧力。
6、凸销是利用另一种销孔固定形式,来保证此零部件在指定的位置被限位,特别适合对带孔的方管进行限位。
7、第二压块是摆动下压,第一压块是竖向上抬,摆动下压的第二压块便于让出拿放待焊接件的空间路径。
8、作为本实用新型的进一步改进,下夹紧机构包括倒龙门架,倒龙门架的根部固定有底板,底板上设有供第一压块竖向穿过的镂空洞。
9、采用上述技术方案的有益效果是:倒龙门架就是传统的龙门架转了180°,为竖向气缸提供了固定位置,同时底板也方便布局很多夹钳。
10、作为本实用新型的更进一步改进,若干个第一压块通过水平的升降板条与竖向气缸的输出杆固定,升降板条同时固定有导杆,导杆穿过倒龙门架,导杆与竖向气缸的输出杆平行。
11、采用上述技术方案的有益效果是:导杆提供导向作用,保证第一压块竖向升降的稳定性。
12、作为本实用新型的又进一步改进,伸缩杆垂直固定有推板,凸销固定于推板上,推板穿过镂空洞。
13、采用上述技术方案的有益效果是:推板面积相对大。
14、作为本实用新型的又进一步改进,推板上具备若干个供凸销装配的盲孔。
15、采用上述技术方案的有益效果是:凸销有很多可选择的位置,所以本工装也不是只能使用一种待焊接件,根据不同待焊接件调节凸销位置即可。
16、作为本实用新型的又进一步改进,凸销的高度位于第二压块最低极限位置与第一压块最高极限位置之间。
17、采用上述技术方案的有益效果是:凸销是仅与待焊接件一侧的侧立面接触。凸销主要是位置定位作用,所以无需太大的挤压力。
18、作为本实用新型的又进一步改进,中部快速夹钳、上部快速夹钳与底板的上表面固定,中部快速夹钳、上部快速夹钳位于镂空洞的同一侧。
19、采用上述技术方案的有益效果是:中部快速夹钳、上部快速夹钳都固定在同一侧,所以镂空洞另一侧是开阔的,便于待焊接件的进出。
20、作为本实用新型的又进一步改进,中部快速夹钳、上部快速夹钳分别通过第一拱形座、第二拱形座与底板上表面实现螺栓固定,伸缩杆均穿过第一拱形座、第二拱形座,第二拱形座的顶部高于第一拱形座的顶部。
21、采用上述技术方案的有益效果是:第二拱形座提供了固定方式,同时避免重叠布置的中部快速夹钳、上部快速夹钳相互干涉。
22、作为本实用新型的又进一步改进,摆杆上固定有y形杆,两个第二压块在y形杆上呈镜像对称固定。
23、采用上述技术方案的有益效果是:因为摆杆一般是现有的通用件形状,而y形杆是特制的,向横向扩大了尺寸,便于第二压块布置。
24、作为本实用新型的又进一步改进,第一压块与第二压块凹凸吻合。
25、采用上述技术方案的有益效果是:针对较薄且能接受适当形变的板件,第一压块可以继续上升,最终与第二压块相互咬合,对薄板件的限位效果很好。
技术特征:
1.一种上中下三面夹紧式焊接工装,其特征在于,包括:
2.根据权利要求1所述的上中下三面夹紧式焊接工装,其特征在于:所述下夹紧机构包括倒龙门架,所述倒龙门架的根部固定有底板,所述底板上设有供第一压块竖向穿过的镂空洞。
3.根据权利要求2所述的上中下三面夹紧式焊接工装,其特征在于:若干个第一压块通过水平的升降板条与竖向气缸的输出杆固定,所述升降板条同时固定有导杆,所述导杆穿过倒龙门架,所述导杆与竖向气缸的输出杆平行。
4.根据权利要求2所述的上中下三面夹紧式焊接工装,其特征在于:所述伸缩杆垂直固定有推板,所述凸销固定于推板上,所述推板穿过镂空洞。
5.根据权利要求4所述的上中下三面夹紧式焊接工装,其特征在于:所述推板上具备若干个供凸销装配的盲孔。
6.根据权利要求5所述的上中下三面夹紧式焊接工装,其特征在于:所述凸销的高度位于第二压块最低极限位置与第一压块最高极限位置之间。
7.根据权利要求2所述的上中下三面夹紧式焊接工装,其特征在于:所述中部快速夹钳、上部快速夹钳与底板的上表面固定,所述中部快速夹钳、上部快速夹钳位于镂空洞的同一侧。
8.根据权利要求7所述的上中下三面夹紧式焊接工装,其特征在于:所述中部快速夹钳、上部快速夹钳分别通过第一拱形座、第二拱形座与底板上表面实现螺栓固定,所述伸缩杆均穿过第一拱形座、第二拱形座,所述第二拱形座的顶部高于第一拱形座的顶部。
9.根据权利要求1所述的上中下三面夹紧式焊接工装,其特征在于:所述摆杆上固定有y形杆,两个第二压块在y形杆上呈镜像对称固定。
10.根据权利要求1所述的上中下三面夹紧式焊接工装,其特征在于:所述第一压块与第二压块凹凸吻合。
技术总结
本技术公开了一种上中下三面夹紧式焊接工装,包括下夹紧机构,包括由竖向气缸驱动的第一压块,第一压块具备在竖向气缸上方的竖向升降自由度;上夹紧机构,包括由上部快速夹钳驱动的摆杆,摆杆的末端设有第二压块;中夹紧机构,包括由中部快速夹钳驱动的伸缩杆,伸缩杆具备沿自身长度方向的水平往复平移自由度,伸缩杆的一端设有凸销;摆杆的摆动路径与伸缩杆自身轴线重合于同一空间铅垂面内;当摆杆水平时,第一压块与第二压块呈相向延伸。采用此技术对待焊接件进行顶面、底面、侧面的限位,三面包围式的夹紧与定位形式能保证零部件空间位置稳定,保证焊接后的尺寸准确性。
技术研发人员:王春莲
受保护的技术使用者:昆山市心睿自动化科技有限公司
技术研发日:20230831
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!