一种H型梁组焊工装的制作方法
本技术属于焊接工装,具体涉及一种h型梁组焊工装。
背景技术:
1、焊接是一种以加热、高温或者高压的方式接合金属或其他材料的制造技术,现今多种材料组合式常需要进行焊接,在焊接前常需要利用焊接工装将待焊件固定住,目前更多的是杆(梁)之间的焊接,使得焊接工装固定横杆(梁)即可。
2、现有h型梁(产品)是由上下翼板和腹板组成,在进行焊接时,利用传统的焊接工装难以满足固定需要,且无法进行批量焊接生产,基于此,在此提出一种h型梁组焊工装,以专门针对h型梁进行便携式固定以及批量加工。
技术实现思路
1、本实用新型的目的在于提供一种h型梁组焊工装,以解决上述背景技术中提出的现有h型梁(产品)是由上下翼板和腹板组成,在进行焊接时,利用传统的焊接工装难以满足固定需要,且无法进行批量焊接生产的问题。
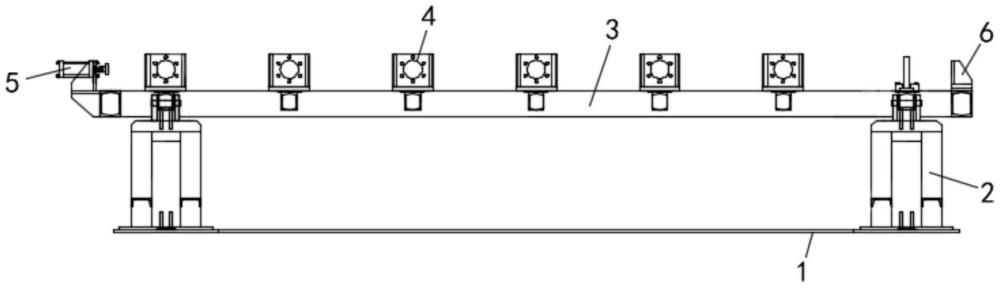
2、为实现上述目的,本实用新型提供如下技术方案:一种h型梁组焊工装,包括安装底板,所述安装底板的上端面两端均安装有固定台架,所述固定台架的顶端通过转轴可翻转地安装有翻转台架,所述翻转台架的上端面且沿其长度方向等距安装有多个抵压组件,所述抵压组件包括相对设置的固定抵压部分和活动抵压部分,所述活动抵压部分通过驱动件可相靠近或远离固定抵压部分。
3、优选地,所述固定抵压部分包括侧定位块和腹板定位块,所述腹板定位块安装于翻转台架的上端面一侧,所述侧定位块安装于腹板定位块的上端面。
4、优选地,所述活动抵压部分为活动夹块,所述驱动件为侧压油缸,所述侧压油缸安装于翻转台架的上端面另一侧,所述活动夹块安装于侧压油缸的自由端部。
5、优选地,所述安装底板上固定有铰接座,所述铰接座上铰接有翻转油缸,所述翻转油缸的另一端铰接于翻转台架。
6、优选地,所述翻转台架的上端面一端安装有抵压油缸,且所述翻转台架的上端面另一端安装有端部定位块。
7、优选地,还包括上压丝杠,所述上压丝杠安装于翻转台架上端面,且上压丝杠正对侧定位块和活动夹块之间。
8、与现有技术相比,本实用新型的有益效果是:
9、(1)本实用新型靠着侧定位块和腹板定位块可装入翼板和腹板,然后利用侧压油缸输出端驱动活动夹块移动来压紧翼板,利用上压丝杠压紧腹板,即可保证产品尺寸固定,而后即可实施h型梁上部焊接,焊接完毕后,翻转油缸伸出,翻转台架实现90度翻转,即可实施h型梁下部焊接,针对h型梁的固定与焊接方便快捷。
10、(2)本实用新型的抵压组件设有多个,可同时抵压多个待焊接的h型梁,从而实现批量焊接生产,提高加工效率。
11、(3)本实用新型在焊接较长的h型梁时,可使h型梁的一端抵靠在端部定位块上,然后利用抵压油缸输出端抵压h型梁的另一端,再配合抵压组件,可从多面固定,保证了后续焊接的稳定。
技术特征:
1.一种h型梁组焊工装,其特征在于:包括安装底板(1),所述安装底板(1)的上端面两端均安装有固定台架(2),所述固定台架(2)的顶端通过转轴可翻转地安装有翻转台架(3),所述翻转台架(3)的上端面且沿其长度方向等距安装有多个抵压组件,所述抵压组件包括相对设置的固定抵压部分和活动抵压部分,所述活动抵压部分通过驱动件可相靠近或远离固定抵压部分。
2.根据权利要求1所述的一种h型梁组焊工装,其特征在于:所述固定抵压部分包括侧定位块(8)和腹板定位块(10),所述腹板定位块(10)安装于翻转台架(3)的上端面一侧,所述侧定位块(8)安装于腹板定位块(10)的上端面。
3.根据权利要求2所述的一种h型梁组焊工装,其特征在于:所述活动抵压部分为活动夹块(9),所述驱动件为侧压油缸(4),所述侧压油缸(4)安装于翻转台架(3)的上端面另一侧,所述活动夹块(9)安装于侧压油缸(4)的自由端部。
4.根据权利要求1所述的一种h型梁组焊工装,其特征在于:所述安装底板(1)上固定有铰接座(12),所述铰接座(12)上铰接有翻转油缸(11),所述翻转油缸(11)的另一端铰接于翻转台架(3)。
5.根据权利要求1所述的一种h型梁组焊工装,其特征在于:所述翻转台架(3)的上端面一端安装有抵压油缸(5),且所述翻转台架(3)的上端面另一端安装有端部定位块(6)。
6.根据权利要求3所述的一种h型梁组焊工装,其特征在于:还
技术总结
本技术属于焊接工装技术领域,且公开了一种H型梁组焊工装,包括安装底板,所述安装底板的上端面两端均安装有固定台架,所述固定台架的顶端通过转轴可翻转地安装有翻转台架,所述翻转台架的上端面且沿其长度方向等距安装有多个抵压组件,所述抵压组件包括相对设置的固定抵压部分和活动抵压部分,所述活动抵压部分通过驱动件可相靠近或远离固定抵压部分。本技术靠着侧定位块和腹板定位块可装入翼板和腹板,然后利用侧压油缸输出端驱动活动夹块移动来压紧翼板,利用上压丝杠压紧腹板,即可保证产品尺寸固定,而后即可实施H型梁上部焊接,焊接完毕后,翻转油缸伸出,翻转台架实现90度翻转,针对H型梁的固定与焊接方便快捷。
技术研发人员:唐道海
受保护的技术使用者:海容装备(扬州)有限公司
技术研发日:20230901
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!