轴承座加工快速装夹夹具
本技术涉及轴承座加工设备,尤其涉及轴承座加工快速装夹夹具。
背景技术:
1、轴承座主要是用来支撑轴承,通过固定轴承的外圈,使内圈进行转动,而外圈始终保持不动,被广泛应用于各种机械结构中,其中轴承座上一般有多种规格的孔,孔的尺寸精度和位置精度要求较高。
2、在加工中心上对轴承座钻孔时,一般采用三爪卡盘来装夹固定轴承座。然而,采用三爪卡盘装夹容易损伤轴承座的定位外圆,同时装夹时采用铜皮进行保护,装夹效率低;另外,由于轴承座的定位外圆处有圆角,用三爪卡盘装夹,轴承座容易出现倾斜的情况,从而导致钻出的孔的精度达不到质量要求。
技术实现思路
1、本实用新型的一个优势在于提供一种轴承座加工快速装夹夹具,其中通过支撑机构和压紧机构的配合可以通过夹紧轴承座的轮盘而紧固轴承座,便于加工轴承座的孔,同时不易损伤轴承座的定位外圆,且在夹紧而加工轴承座的过程中,轴承座不易出现歪斜的情况,进而能够确保轴承座的孔的加工精度;
2、此外,由于底座的顶部设置有多个同心分布的圆形限位台,且支撑机构和压紧机构相应的支撑高度和压紧高度、以及两者的位置是能够相应地进行调整的,使得该快速装夹夹具可以被用来加工多种不同内径规格的轴承座,通用性强。
3、本实用新型的一个优势在于提供一种轴承座加工快速装夹夹具,其中支撑机构通过旋转螺杆上的支撑柱来调整支撑高度,并在调整到位后通过六角螺母进行固定,其中压紧机构通过旋松紧固螺母,在弹簧的反弹作用下实现对l型压紧板压紧高度的调整,使得该快速装夹夹具具有非常好的调整灵活性,操作方便。
4、为达到本实用新型以上至少一个优势,本实用新型提供一种轴承座加工快速装夹夹具,包括:
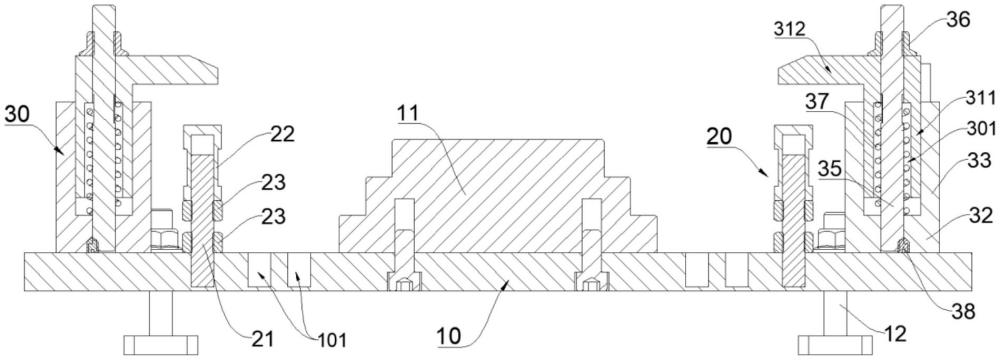
5、底座,其中所述底座的顶部设置有多个同心分布的圆形限位台,其中所述圆形限位台的直径由上至下依次减小,用于限位不同内径的轴承座;
6、支撑机构,其中所述支撑机构以能够调节支撑高度和支撑位置的方式相对地设置在所述圆形限位台的两侧,其中在所述轴承座套设在不同的所述圆形限位台时,所述支撑机构将所述轴承座支撑起预定高度,使得所述轴承座保持在悬空状态,即所述轴承座的定位外圆下端面不受支撑,所述支撑位置沿相对靠近或远离所述圆形限位台的方式进行变化,以支撑不同内径的所述轴承座的轮盘的底部;
7、压紧机构,其中所述压紧机构与所述支撑机构相配合,包括l型压紧板,其中所述l型压紧板以能够调节压紧高度和压紧位置的方式设置在所述支撑机构相对所述圆形限位台的外侧,用于压紧被支撑在所述支撑机构上的所述轴承座。
8、根据本实用新型一实施例,所述圆形限位台被实施为三个。
9、根据本实用新型一实施例,所述圆形限位台为实心台或空心台。
10、根据本实用新型一实施例,所述底座的顶部于所述圆形限位台的两侧对称设置有三个第一安装孔;
11、所述支撑机构包括与所述第一安装孔相配合的螺杆,所述螺杆的下部以螺纹配合的方式插入所述第一安装孔内,所述螺杆的上部以螺纹配合的方式套设有支撑柱,所述螺杆上套设有两个六角螺母,其中靠近下方的所述六角螺母用于固定所述螺杆,靠近上方的所述六角螺母用于在所述支撑柱旋拧到位后固定所述支撑柱。
12、根据本实用新型一实施例,所述底座的顶部于所述圆形限位台的两侧对称设置有三组第二安装孔;
13、所述压紧机构包括移动座和限位套筒,其中所述移动座通过螺栓与所述第二安装孔相配合实现可拆卸连接,所述限位套筒沿竖直方向延伸,并固定设置在所述移动座的顶部,所述l型压紧板的竖直部以能够定向上下移动的方式设置在所述限位套筒内。
14、根据本实用新型一实施例,所述压紧机构还包括双头螺柱,其中所述双头螺柱竖直设置在所述限位套筒内,且所述双头螺柱的底端以螺纹配合的方式固定连接所述移动座,所述双头螺柱的顶端凸出至所述限位套筒的上方,并在顶部螺接有紧固螺母;
15、所述l型压紧板的水平部用于压紧所述轴承座,所述l型压紧板的竖直部套设在所述双头螺柱上,且所述竖直部的下部设置有容纳腔,所述容纳腔内设置有弹簧,所述弹簧以受压的方式套设在所述双头螺柱上,所述紧固螺母抵接在所述水平部的顶部。
16、根据本实用新型一实施例,所述移动座和所述限位套筒一体制造成型,且所述限位套筒的筒腔贯穿所述移动座。
17、根据本实用新型一实施例,所述移动座的底部于靠近所述双头螺柱处垂直插设有开槽紧固螺钉,所述开槽紧固螺钉与所述双头螺柱和所述移动座同时螺纹连接。
18、根据本实用新型一实施例,所述限位套筒的顶部间隔设置有两个沿竖直方向延伸的限位销,其中一个所述限位销在所述水平部正对所述轴承座时抵接在所述水平部的一侧,另一个所述限位销在所述水平部脱离所述轴承座时抵接在所述水平部的另一侧。
19、根据本实用新型一实施例,所述底座呈长方形,且所述底座于周向四个角落处分别设置有开口槽,所述开口槽内安装有t型槽螺栓和与所述t型槽螺栓螺纹配合的带肩六角螺母,用于将所述底座紧固在机床的工作台上。
20、本实用新型的这些和其它目的、特点和优势,通过下述的详细说明,得以充分体现。
技术特征:
1.轴承座加工快速装夹夹具,其特征在于,包括:
2.如权利要求1所述轴承座加工快速装夹夹具,其特征在于,所述圆形限位台被实施为三个。
3.如权利要求2所述轴承座加工快速装夹夹具,其特征在于,所述圆形限位台为实心台或空心台。
4.如权利要求2所述轴承座加工快速装夹夹具,其特征在于,所述底座的顶部于所述圆形限位台的两侧对称设置有三个第一安装孔;
5.如权利要求4所述轴承座加工快速装夹夹具,其特征在于,所述底座的顶部于所述圆形限位台的两侧对称设置有三组第二安装孔;
6.如权利要求5所述轴承座加工快速装夹夹具,其特征在于,所述压紧机构还包括双头螺柱,其中所述双头螺柱竖直设置在所述限位套筒内,且所述双头螺柱的底端以螺纹配合的方式固定连接所述移动座,所述双头螺柱的顶端凸出至所述限位套筒的上方,并在顶部螺接有紧固螺母;
7.如权利要求6所述轴承座加工快速装夹夹具,其特征在于,所述移动座和所述限位套筒一体制造成型,且所述限位套筒的筒腔贯穿所述移动座。
8.如权利要求7所述轴承座加工快速装夹夹具,其特征在于,所述移动座的底部于靠近所述双头螺柱处垂直插设有开槽紧固螺钉,所述开槽紧固螺钉与所述双头螺柱和所述移动座同时螺纹连接。
9.如权利要求7所述轴承座加工快速装夹夹具,其特征在于,所述限位套筒的顶部间隔设置有两个沿竖直方向延伸的限位销,其中一个所述限位销在所述水平部正对所述轴承座时抵接在所述水平部的一侧,另一个所述限位销在所述水平部脱离所述轴承座时抵接在所述水平部的另一侧。
10.如权利要求1所述轴承座加工快速装夹夹具,其特征在于,所述底座呈长方形,且所述底座于周向四个角落处分别设置有开口槽,所述开口槽内安装有t型槽螺栓和与所述t型槽螺栓螺纹配合的带肩六角螺母,用于将所述底座紧固在机床的工作台上。
技术总结
本申请公开轴承座加工快速装夹夹具,包括底座、支撑机构和压紧机构,底座设置有多个同心分布的圆形限位台,圆形限位台的直径由上至下依次减小,用于限位不同内径的轴承座;支撑机构以能够调节支撑高度和支撑位置的方式相对地设置在圆形限位台的两侧,在轴承座套设在不同的圆形限位台时,支撑机构将轴承座支撑起预定高度,使得轴承座保持在悬空状态,支撑位置沿相对靠近或远离圆形限位台的方式进行变化,以支撑不同内径的轴承座的轮盘的底部;压紧机构与所述支撑机构相配合,包括L型压紧板,以能够调节压紧高度和压紧位置的方式设置在支撑机构的外侧,用于压紧被支撑在支撑机构上的轴承座。该装夹夹具可以装夹多种规格的轴承座,装夹质量高。
技术研发人员:刘志,张朝彪,朱宁美,侯雪乐,宋浩,杲晨龙,甄峰,郭浩林
受保护的技术使用者:济宁职业技术学院
技术研发日:20230905
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!