一种锥体局部成型装置的制作方法
本技术涉及变径锥领域,特别是涉及一种锥体局部成型装置。
背景技术:
1、变径锥即变径套,是内外锥面具有不同锥度号的锥套,外锥体与机床锥孔连接,内外锥面具有不同锥度号的锥套,外锥体与机床锥孔连接,内锥孔与刀具或其他附件连接的机床附件。
2、在化工设备塔器结构中常常会有大小口均有r角翻边的变径锥。变径锥的大口翻边可以通过冲压或者旋压成型,易于加工;变径锥的小口翻边因其特殊结构,不易加工;比较常见的是通过在变径锥小口端局部加热后冲压成型的方式制作。
3、变径锥小口放采用局部加热后冲压成型时,成型尺寸不易控制,常常超过要求范围;无法确认局部加热冲压的热处理工艺,严格意义上该成型工艺不符合标准要求;当变径锥高度超过设备行程或者变径锥的小口尺寸大于常用冲压模具时,锥体小口端局部加热冲压成型的方式便无法实施;因此提出一种锥体局部成型装置来解决上述问题。
技术实现思路
1、为了克服现有技术的不足,本实用新型提供一种锥体局部成型装置来解决上述问题。
2、为解决上述技术问题,本实用新型提供如下技术方案:一种锥体局部成型装置,包括变径锥主体,所述变径锥主体一端设置为大口径边缘,另一端设置为小口径边缘,所述大口径边缘末端插接有固定工装,所述小口径边缘底部放置有下模,以及小口径边缘顶部设置有上模,并且所述上模顶部连接有压机。
3、作为本实用新型的一种优选技术方案,所述下模底部固定在加工台面上,以及所述下模的顶部加工成小口径边缘内侧的弯曲结构。
4、作为本实用新型的一种优选技术方案,所述上模的底部加工成小口径边缘外侧的弯曲结构,以及所述上模底部和下模顶部的结构相配合。
5、作为本实用新型的一种优选技术方案,所述固定工装的侧面开设有固定卡槽,并且所述大口径边缘插接在固定卡槽内。
6、作为本实用新型的一种优选技术方案,所述固定工装的底部固定在加工台面上,固定工装侧面的固定卡槽底面将大口径边缘的底部托起,并且固定卡槽顶面将大口径边缘的顶部压紧。
7、与现有技术相比,本实用新型能达到的有益效果是:
8、1、本实用新型通过根据需要加工的变径锥制作与变径锥的小口径边缘结构相匹配的上模与下模,将锥体料放置于下模上,上模连接在压机上,通过固定工装将变径锥主体的大口径边缘处固定,通过固定工装将锥体的大口径边缘一端进行托起并且固定,防止锥体的大口径边缘往下掉以及往上翘,通过压机带动下模将锥体的小口径边缘进行局部翻边成型,使用该锥体局部成型装置对变径锥小口翻边是一种冷成型方式,符合标准要求,使用该局部成型装置对变径锥小口翻边后组队可调节小口整体尺寸,更易获得尺寸满足要求的零部件;
9、2、本实用新型通过在变径锥所有瓣片的小口径边缘均进行局部翻边成型后按照需要的尺寸进行组队焊接及去除余量,通过旋压或者冲压的方式将变径锥主体的大口径边缘制作成大口翻边,该局部成型装置耗材用量少,制作成本低,极大的降低了变径锥的成本,该局部成型装置不受变径锥结构、尺寸、板厚的限制,能够适用于各种类型的变径锥小口翻边制作。
技术特征:
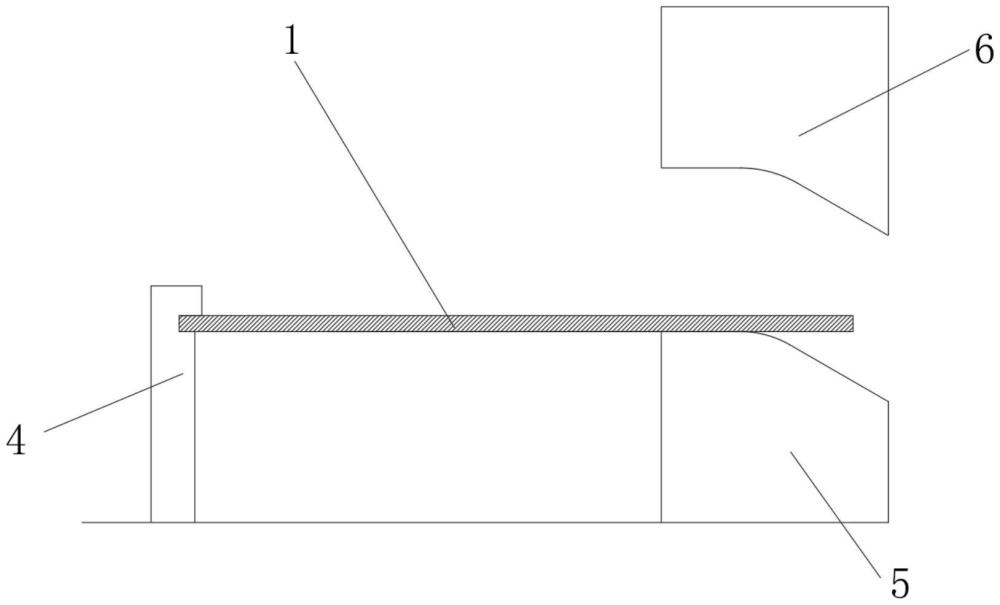
1.一种锥体局部成型装置,包括变径锥主体(1),其特征在于:所述变径锥主体(1)一端设置为大口径边缘(2),另一端设置为小口径边缘(3),所述大口径边缘(2)末端插接有固定工装(4),所述小口径边缘(3)底部放置有下模(5),以及小口径边缘(3)顶部设置有上模(6),并且所述上模(6)顶部连接有压机。
2.根据权利要求1所述的一种锥体局部成型装置,其特征在于:所述下模(5)底部固定在加工台面上,以及所述下模(5)的顶部加工成小口径边缘(3)内侧的弯曲结构。
3.根据权利要求1所述的一种锥体局部成型装置,其特征在于:所述上模(6)的底部加工成小口径边缘(3)外侧的弯曲结构,以及所述上模(6)底部和下模(5)顶部的结构相配合。
4.根据权利要求1所述的一种锥体局部成型装置,其特征在于:所述固定工装(4)的侧面开设有固定卡槽,并且所述大口径边缘(2)插接在固定卡槽内。
5.根据权利要求1所述的一种锥体局部成型装置,其特征在于:所述固定工装(4)的底部固定在加工台面上,固定工装(4)侧面的固定卡槽底面将大口径边缘(2)的底部托起,并且固定卡槽顶面将大口径边缘(2)的顶部压紧。
技术总结
本技术公开了一种锥体局部成型装置,包括变径锥主体,变径锥主体一端设置为大口径边缘,另一端设置为小口径边缘,固定工装,下模,以及上模,并且上模顶部连接有压机,需要加工的变径锥制作与变径锥的小口径边缘结构相匹配的上模与下模,通过固定工装将变径锥主体的大口径边缘处固定,通过固定工装将锥体的大口径边缘一端进行托起并且固定,防止锥体的大口径边缘往下掉以及往上翘,通过压机带动下模将锥体的小口径边缘进行局部翻边成型,使用该锥体局部成型装置对变径锥小口翻边是一种冷成型方式,符合标准要求,使用该局部成型装置对变径锥小口翻边后组队可调节小口整体尺寸,更易获得尺寸满足要求的零部件。
技术研发人员:吴晓涛,蒋琍松,唐曙涛
受保护的技术使用者:大明重工有限公司
技术研发日:20230911
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!