一种轮毂加工防偏摆固定结构的制作方法
:本技术涉及机加工设备,更具体地说涉及一种轮毂加工防偏摆固定结构。
背景技术
0、
背景技术:
1、目前,轮毂毛坯件在加工过程中,其传统的加工定位方式为:采用定位盘定位毛坯的工艺圈,如图1所示,其轮毂的轮辋的底部处成型有向下延伸的环形工艺圈部a,在加工时,通过固定架上的连接夹持机构将环形工艺圈部a夹持固定,进行加工,然而,此环形工艺圈部a比较薄,在夹持加工过程中,其容易产生变形,一旦变形,其夹持定位的中心就会偏移,即轮毂的中心轴线就会偏摆,从而就影响其加工精度。
技术实现思路
0、
技术实现要素:
1、本实用新型的目的是克服现有技术的不足,提供一种轮毂加工防偏摆固定结构,它将轮毂本体的轮辋的底部边部进行夹持,使得其夹持牢固,而且轮毂本体的轮辋的底部边部厚度后,不容易变形,保证后续加工精度。
2、本实用新型解决所述技术问题的方案是:
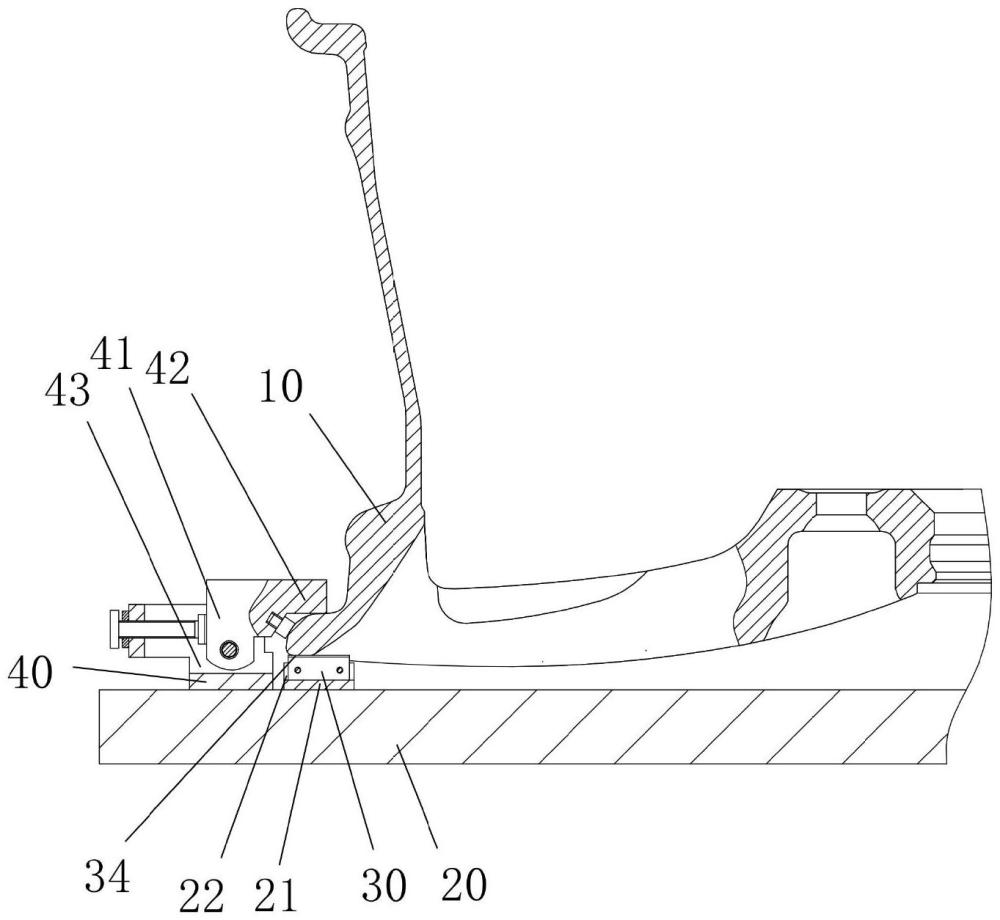
3、一种轮毂加工防偏摆固定结构,包括轮毂本体和固定底板,固定底板处于轮毂本体的辐条的正下方,所述固定底板在轮毂本体的轮辋的底部边部的正下方处固定有多个支撑块,轮毂本体的轮辋的底部边部的底面压靠在对应的支撑块的顶面上;
4、所述支撑块的外侧处的固定底板的顶面上固定有外支撑座,外支撑座上活动连接有上压块,上压块的上部内侧壁上成型有延伸部,延伸部的底面压靠在轮毂本体的轮辋的底部边部的顶面上。
5、所述外支撑座的顶面中部成型有向下延伸的中部通槽,上压块的下部插套在中部通槽中并通过铰接轴活动连接在外支撑座上,中部通槽的前后两个侧板的外侧成型有向外延伸的连接延伸部,外端板固定在两个连接延伸部的外端面中,外端板的中部成型有横向螺接通孔,调节螺栓的螺杆部螺接在横向螺接通孔中,调节螺栓的螺杆部的内端伸出横向螺接通孔的内端并固定有压紧板,压紧板压靠在上压块的外侧壁上。
6、所述支撑块的顶面固定有水平弹性防滑片,水平弹性防滑片的顶面压靠在轮毂本体的轮辋的底部边部的底面上。
7、所述轮毂本体的轮辋的底部边部的底面无环形工艺圈部。
8、本实用新型的突出效果是:
9、它将轮毂本体的轮辋的底部边部进行夹持,使得其夹持牢固,而且轮毂本体的轮辋的底部边部厚度后,不容易变形,保证后续加工精度。
技术特征:
1.一种轮毂加工防偏摆固定结构,包括轮毂本体(10)和固定底板(20),固定底板(20)处于轮毂本体(10)的辐条的正下方,其特征在于:所述固定底板(20)在轮毂本体(10)的轮辋的底部边部的正下方处固定有多个支撑块(30),轮毂本体(10)的轮辋的底部边部的底面压靠在对应的支撑块(30)的顶面上;
2.根据权利要求1所述的一种轮毂加工防偏摆固定结构,其特征在于:所述外支撑座(40)的顶面中部成型有向下延伸的中部通槽(43),上压块(41)的下部插套在中部通槽(43)中并通过铰接轴活动连接在外支撑座(40)上,中部通槽(43)的前后两个侧板的外侧成型有向外延伸的连接延伸部(44),外端板(45)固定在两个连接延伸部(44)的外端面中,外端板(45)的中部成型有横向螺接通孔(451),调节螺栓(46)的螺杆部螺接在横向螺接通孔(451)中,调节螺栓(46)的螺杆部的内端伸出横向螺接通孔(451)的内端并固定有压紧板(47),压紧板(47)压靠在上压块(41)的外侧壁上。
3.根据权利要求2所述的一种轮毂加工防偏摆固定结构,其特征在于:所述调节螺栓(46)的螺杆部上螺接有锁紧螺母(1),锁紧螺母(1)压靠在外端板(45)的对应的壁面上。
4.根据权利要求1所述的一种轮毂加工防偏摆固定结构,其特征在于:所述上压块(41)的内侧壁中部成型有调节螺孔,弹性压紧块(50)的螺接部螺接在调节螺孔中,弹性压紧块(50)的端面压靠在轮毂本体(10)的轮辋的底部边部的外侧壁上。
5.根据权利要求1所述的一种轮毂加工防偏摆固定结构,其特征在于:所述轮毂本体(10)的轮辋的底部边部的正下方处的固定底板(20)的顶面上固定有安装座(21),安装座(21)的顶面中部成型有向下延伸的下通槽(22),支撑块(30)插套在下通槽(22)中,支撑块(30)的底面压靠在下通槽(22)的底面上,支撑块(30)通过多个连接螺栓固定连接在安装座(21)上。
6.根据权利要求1所述的一种轮毂加工防偏摆固定结构,其特征在于:所述支撑块(30)的顶面固定有水平弹性防滑片(34),水平弹性防滑片(34)的顶面压靠在轮毂本体(10)的轮辋的底部边部的底面上。
7.根据权利要求1所述的一种轮毂加工防偏摆固定结构,其特征在于:所述轮毂本体(10)的轮辋的底部边部的底面无环形工艺圈部。
技术总结
本技术公开了一种轮毂加工防偏摆固定结构,包括轮毂本体和固定底板,固定底板处于轮毂本体的辐条的正下方,所述固定底板在轮毂本体的轮辋的底部边部的正下方处固定有多个支撑块,轮毂本体的轮辋的底部边部的底面压靠在对应的支撑块的顶面上;它将轮毂本体的轮辋的底部边部进行夹持,使得其夹持牢固,而且轮毂本体的轮辋的底部边部厚度后,不容易变形,保证后续加工精度。
技术研发人员:薛海东,周利锋
受保护的技术使用者:宁波奥威尔轮毂有限公司
技术研发日:20230922
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!