一种焊接用反变形机构的制作方法
本技术涉及一种焊接用反变形机构。
背景技术:
1、现有工装在焊接细长型管件焊接法兰支架的产品过程中,由于主梁在焊接后会发生热变形,热变形使原本合格的零件变弯,导致生产出不合格的总成,为此,往往需要对总成进行二次加工,但是二次加工后容易对总成造成诸多不良,导致成品率降低,同时延长了加工工序,增加了生产成本。
技术实现思路
1、本实用新型主要解决的技术问题是提供一种焊接用反变形机构,结构稳定,操作动作简洁方便,工装的整体强度大,有很好的稳定性和锁止状态保持性,提高了总成主梁反变形焊接后的产品合格率。
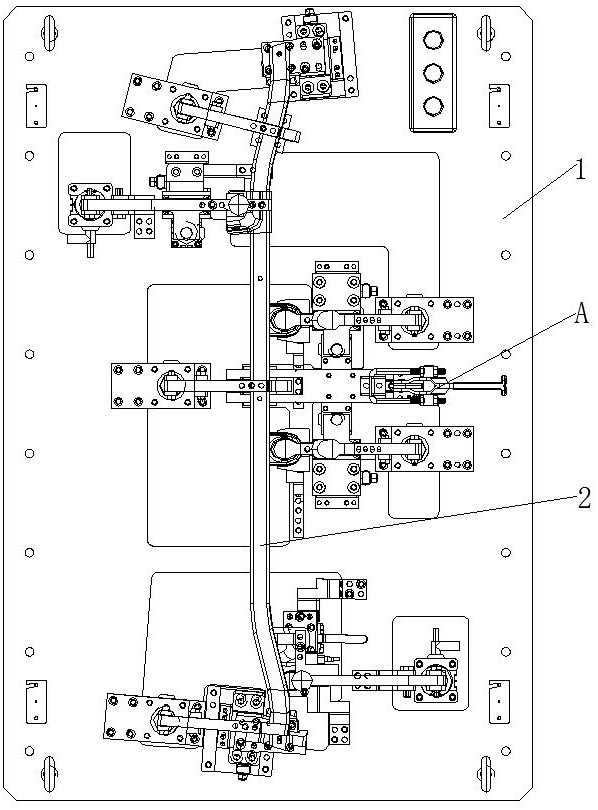
2、为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种焊接用反变形机构,固定于焊接工装的底板上并与焊接工装上的总成主梁中部对应,包括门闩式快速夹具、驱动座、滑动机构、压紧块和定位块,所述门闩式快速夹具底部通过夹具固定块固定在底板上,所述驱动座水平设置于门闩式快速夹具前侧并通过门闩式快速夹具的拉环对应驱动,所述驱动座底部通过滑动机构固定在底板上,所述驱动座的前端设置有纵向贯穿的活动槽,所述压紧块固定在驱动座上表面并位于活动槽的前侧,所述定位块设置于活动槽内。
3、在本实用新型一个较佳实施例中,所述驱动座的后端上表面设置有开口向前的c型座与门闩式快速夹具的拉环对应设置。
4、在本实用新型一个较佳实施例中,所述滑动机构包括导轨、导轨固定板和滑块。
5、在本实用新型一个较佳实施例中,所述导轨底板通过导轨固定板固定在底板上,所述滑块滑动连接在导轨上部,且所述滑块顶部固定在驱动座底部。
6、在本实用新型一个较佳实施例中,所述定位块包括第一定位块和第二定位块。
7、在本实用新型一个较佳实施例中,所述第一定位块底部通过定位支座固定在底板上,且第一定位块的上表面高于驱动座的上表面。
8、在本实用新型一个较佳实施例中,所述第二定位块和压紧块相对设置并位于第一定位块两侧,所述第二定位块的下部固定在定位支座上。
9、本实用新型的有益效果是:本实用新型指出的一种焊接用反变形机构,结构稳定,操作动作简洁方便,工装的整体强度大,有很好的稳定性和锁止状态保持性,提高了总成主梁反变形焊接后的产品合格率。
技术特征:
1.一种焊接用反变形机构,固定于焊接工装的底板上并与焊接工装上的总成主梁中部对应,其特征在于,包括门闩式快速夹具、驱动座、滑动机构、压紧块和定位块,所述门闩式快速夹具底部通过夹具固定块固定在底板上,所述驱动座水平设置于门闩式快速夹具前侧并通过门闩式快速夹具的拉环对应驱动,所述驱动座底部通过滑动机构固定在底板上,所述驱动座的前端设置有纵向贯穿的活动槽,所述压紧块固定在驱动座上表面并位于活动槽的前侧,所述定位块设置于活动槽内。
2.根据权利要求1所述的焊接用反变形机构,其特征在于,所述驱动座的后端上表面设置有开口向前的c型座与门闩式快速夹具的拉环对应设置。
3.根据权利要求1所述的焊接用反变形机构,其特征在于,所述滑动机构包括导轨、导轨固定板和滑块。
4.根据权利要求3所述的焊接用反变形机构,其特征在于,所述导轨底板通过导轨固定板固定在底板上,所述滑块滑动连接在导轨上部,且所述滑块顶部固定在驱动座底部。
5.根据权利要求1所述的焊接用反变形机构,其特征在于,所述定位块包括第一定位块和第二定位块。
6.根据权利要求5所述的焊接用反变形机构,其特征在于,所述第一定位块底部通过定位支座固定在底板上,且第一定位块的上表面高于驱动座的上表面。
7.根据权利要求6所述的焊接用反变形机构,其特征在于,所述第二定位块和压紧块相对设置并位于第一定位块两侧,所述第二定位块的下部固定在定位支座上。
技术总结
本技术公开了一种焊接用反变形机构,固定于焊接工装的底板上并与焊接工装上的总成主梁中部对应,包括门闩式快速夹具、驱动座、滑动机构、压紧块和定位块,所述门闩式快速夹具底部通过夹具固定块固定在底板上,所述驱动座水平设置于门闩式快速夹具前侧并通过门闩式快速夹具的拉环对应驱动,所述驱动座底部通过滑动机构固定在底板上,所述驱动座的前端设置有纵向贯穿的活动槽,所述压紧块固定在驱动座上表面并位于活动槽的前侧,所述定位块设置于活动槽内。本技术结构稳定,操作动作简洁方便,工装的整体强度大,有很好的稳定性和锁止状态保持性,提高了总成主梁反变形焊接后的产品合格率。
技术研发人员:王万忠,施利彪,张新华,袁新华
受保护的技术使用者:苏州晟域汽车零部件有限公司
技术研发日:20230926
技术公布日:2024/4/24
- 还没有人留言评论。精彩留言会获得点赞!