一种可连续上料的冷压锻造模具的制作方法
本技术涉及冷压锻造,具体为一种可连续上料的冷压锻造模具。
背景技术:
1、冷压锻造是在低于金属再结晶温度下进行的锻压,通常所说的冷锻压多专指在常温下的锻压,而将在高于常温、但又不超过再结晶温度下的锻压称为温锻压。温锻压的精度较高,表面较光洁而变形抗力不大,在冷压锻造中,需要使用锻造模具进行锻造。
2、经过检索,发现现有技术中的锻造模具如公开号为cn219112607u公开的一种镁合金冷压成型模具,通过设置的缓冲机构,当需要对镁合金进行冷压成型时,此时启动液压油缸,液压油缸启动即可通过液压杆的移动带动上压模进行移动,上压模和下模具内壁相互挤压,对镁合金进行冷压,当上压模进行挤压时,此时上压模上受到的应力即可带动液压杆在滑动孔内进行滑动,此时挤压盘同步进行移动,挤压盘移动即可带动其上的转动杆进行转动,转动杆转动连接于限位动块上,且限位动块滑动连接于限位滑槽内壁,从而转动杆转动即可带动限位动块在限位滑槽内进行滑动,即可对内部的复位弹簧进行挤压,复位弹簧通过收缩对应力进行缓冲,即可对上压模上受到的应力进行缓冲,避免上压模上受到的应力过大而导致其损坏,影响上压模的使用寿命。
3、现有的冷压锻造模具在冲压时,需要人工投入锻造原料,并通过人工取出锻件,人工操作的效率较低,不便提高冷压锻造效率,为此,我们提出一种可连续上料的冷压锻造模具。
技术实现思路
1、本实用新型的目的在于提供一种可连续上料的冷压锻造模具,具备对冷压模具进行自动上下料,以解决冷压锻造模具在冲压时,需要人工投入锻造原料,并通过人工取出锻件,人工操作的效率较低,不便提高冷压锻造效率的问题。
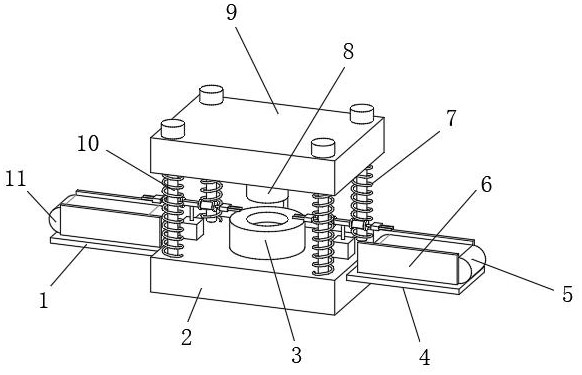
2、为实现上述目的,本实用新型提供如下技术方案:一种可连续上料的冷压锻造模具,包括模具座a和模具座b,其中所述模具座a顶部安装有滑柱,所述滑柱外表面套接有模具座b,所述模具座a顶部两侧均安装有翻转电机,两侧所述翻转电机输出轴安装有连接架,所述连接架两侧均安装有电动伸缩器,两侧所述电动伸缩器输出轴安装有装夹头。
3、优选的,所述模具座a一侧中间安装有支撑台a,所述支撑台a顶部安装有上料器。
4、优选的,所述模具座a背离支撑台a一侧安装有支撑台b,所述支撑台b顶部安装有排料器,所述支撑台a与支撑台b顶部位于上料器与排料器前后表面均安装有挡板。
5、优选的,所述滑柱共设有四个,且四个所述滑柱分设于模具座a顶部四个角位置处,四个所述滑柱外表面安装有弹簧。
6、优选的,所述模具座a顶部中间安装有下模,所述模具座b底部中间安装有上模。
7、优选的,所述模具座a底部设有控制槽,所述模具座a内部位于控制槽顶部安装有顶出柱。
8、优选的,所述控制槽内部一侧通过活动轴安装有挤压板,所述挤压板顶部与控制槽通过拉簧连接,所述模具座b底部安装有压杆,所述压杆贯穿于模具座a内部。
9、与现有技术相比,本实用新型的有益效果如下:
10、1、本实用新型通过设置翻转电机、装夹头和电动伸缩器,可以对冷压锻造加工进行自动上下料,以解决现有的冷压锻造模具在冲压时,需要人工投入锻造原料,并通过人工取出锻件,人工操作的效率较低,不便提高冷压锻造效率的问题,提高了冷压锻造的上下料效率,从而提高了锻件的冷压锻造效率。
11、2、本实用新型通过设置压杆、挤压板、拉簧和顶出杆,达到对锻件自动进行顶出的效果,以解决锻件锻造后与模具的契合度较高,不便于将锻件快速取出的问题,便于将冷压锻件的下模脱离,从而提高了锻件的锻压效率。
技术特征:
1.一种可连续上料的冷压锻造模具,包括模具座a(2)和模具座b(9),其特征在于:所述模具座a(2)顶部安装有滑柱(10),所述滑柱(10)外表面套接有模具座b(9),所述模具座a(2)顶部两侧均安装有翻转电机(12),两侧所述翻转电机(12)输出轴安装有连接架(14),所述连接架(14)两侧均安装有电动伸缩器(15),两侧所述电动伸缩器(15)输出轴安装有装夹头(13)。
2.根据权利要求1所述的一种可连续上料的冷压锻造模具,其特征在于:所述模具座a(2)一侧中间安装有支撑台a(1),所述支撑台a(1)顶部安装有上料器(11)。
3.根据权利要求1所述的一种可连续上料的冷压锻造模具,其特征在于:所述模具座a(2)背离支撑台a(1)一侧安装有支撑台b(4),所述支撑台b(4)顶部安装有排料器(5),所述支撑台a(1)与支撑台b(4)顶部位于上料器(11)与排料器(5)前后表面均安装有挡板(6)。
4.根据权利要求1所述的一种可连续上料的冷压锻造模具,其特征在于:所述滑柱(10)共设有四个,且四个所述滑柱(10)分设于模具座a(2)顶部四个角位置处,四个所述滑柱(10)外表面安装有弹簧(7)。
5.根据权利要求1所述的一种可连续上料的冷压锻造模具,其特征在于:所述模具座a(2)顶部中间安装有下模(3),所述模具座b(9)底部中间安装有上模(8)。
6.根据权利要求1所述的一种可连续上料的冷压锻造模具,其特征在于:所述模具座a(2)底部设有控制槽(20),所述模具座a(2)内部位于控制槽(20)顶部安装有顶出柱(17)。
7.根据权利要求6所述的一种可连续上料的冷压锻造模具,其特征在于:所述控制槽(20)内部一侧通过活动轴(21)安装有挤压板(19),所述挤压板(19)顶部与控制槽(20)通过拉簧(18)连接,所述模具座b(9)底部安装有压杆(16),所述压杆(16)贯穿于模具座a(2)内部。
技术总结
本技术公开了一种可连续上料的冷压锻造模具,其技术方案包括:模具座A和模具座B,所述模具座A顶部安装有滑柱,所述滑柱外表面套接有模具座B,所述模具座A顶部两侧均安装有翻转电机,两侧所述翻转电机输出轴安装有连接架,所述连接架两侧均安装有电动伸缩器,两侧所述电动伸缩器输出轴安装有装夹头,所述模具座A一侧中间安装有支撑台A,所述支撑台A顶部安装有上料器。一种可连续上料的冷压锻造模具解决了现有的冷压锻造模具在冲压时,需要人工投入锻造原料,并通过人工取出锻件,人工操作的效率较低,不便提高冷压锻造效率的问题,提高了冷压锻造的上下料效率,从而提高了锻件的冷压锻造效率。
技术研发人员:程世博,程世勇,王小碟
受保护的技术使用者:宁波市奉化掌金五金有限公司
技术研发日:20231011
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!