一种自动拔塞切棒拉伸一体机的制作方法
本技术涉及电热管加工的领域,具体涉及一种自动拔塞切棒拉伸一体机。
背景技术:
1、目前电热管生产中通常采用平头工艺,在加工过程中会产生大量粉尘,并且造成原材料的浪费。此外,电热管加工中的拔塞、切棒及拉伸等多道工序依赖多台设备进行,自动化程度低,并且需要大量人工参与,造成生产效率低下,制造成本高昂。
技术实现思路
1、本实用新型的目的在于克服现有技术存在的不足,而提供一种自动拔塞切棒拉伸一体机,打破传统的平头工艺,节省材料,降低加工过程产生的粉尘对环境的污染,有效地提高了生产效率,降低生产成本。
2、本实用新型的目的是通过如下技术方案来完成的:这种自动拔塞切棒拉伸一体机,包括:
3、机架,其上设置设备平台;
4、上料机构,对称安装在设备平台两侧,用于存储待加工电热管,该上料机构的出料口正对拔塞机构,用于将所述待加工电热管分离并单根上料至拔塞机构;
5、拔塞机构,对称安装在设备平台两侧,用于拔除所述待加工电热管两端的塑料胶塞;
6、切棒机构,对称安装在设备平台两侧,并位于拔塞机构后方,用于对所述待加工电热管两头的引棒进行定长切棒;
7、拉伸机构,对称安装在设备平台两侧,并位于切棒机构后方,用于对所述待加工电热管进行定长拉伸;
8、送料机构,对称安装在设备平台两侧,并位于拔塞机构、切棒机构和拉伸机构三者之间,用于带动所述待加工电热管在上述三者之间输送流转;以及
9、卸料机构,对称安装在设备平台两侧,并位于拉伸机构后方,用于接收拉伸后的所述待加工电热管,将其下料至设备平台上的接料斗内。
10、作为进一步的技术方案,所述上料机构包括立板,立板上设置导滑板用于引导所述待加工电热管,导滑板末端设置挡条,挡条与导滑板配合形成仅供单根所述待加工电热管通过的上料通道,所述出料口位于上料通道尽头;上料通道的一侧设置用于带动分料块的分料气缸,上料通道的另一侧设置用于带动挡料轴的挡料气缸,分料块和挡料轴之间设置与单根所述待加工电热管直径相匹配的间隙,实现分离并单根上料;立板上贯穿设置搅拌轴,搅拌轴位于上料通道上方。
11、作为进一步的技术方案,所述拔塞机构包括拔塞气缸、拔塞定位气缸、夹爪驱动气缸、夹爪组件、除胶塞头和拔塞活动板,设置有夹爪组件的拔塞活动板滑动安装在拔塞导轨上,夹爪驱动气缸与拔塞活动板固定连接,夹爪驱动气缸用于驱动夹爪组件夹紧所述待加工电热管端部的塑料胶塞,通过拔塞定位气缸驱动拔塞活动板沿拔塞导轨滑动,使夹爪组件与所述塑料胶塞定位,拔塞气缸用于带动拔塞活动板沿远离所述待加工电热管的方向运动;除胶塞头由除胶塞气缸通过除胶塞气缸板带动,用于除去所述塑料胶塞。
12、作为进一步的技术方案,所述切棒机构包括滑动设置在切棒滑轨上的切棒驱动板,切棒驱动板由切棒前进气缸驱动,切棒驱动板上安装杠杆机构,在杠杆机构的一侧连接切棒气缸,杠杆机构的另一侧连接切棒刀座及刀片。
13、作为进一步的技术方案,所述拉伸机构包括拉伸滑轨、滑动设置在拉伸滑轨上的拉伸活动板以及固定在拉伸活动板上的固定夹模,拉伸活动板上固定安装拉伸夹紧油缸,用于带动活动夹模相对固定夹模运动,从而夹紧所述待加工电热管,由拉伸定位气缸带动的拉伸定位块用于将所述待加工电热管定位在固定夹模与活动夹模之间,拉伸活动板在拉伸油缸驱动下沿拉伸滑轨滑动,从而拉伸所述待加工电热管。
14、作为进一步的技术方案,所述送料机构包括送料活动板,送料活动板由送料气缸带动并滑动设置在送料滑轨上,送料活动板上通过送料升降气缸升降连接有送料托板,送料托板上开设与所述待加工电热管相匹配的送料凹槽,用于托起所述待加工电热管,使其在拔塞机构、切棒机构和拉伸机构三者之间流转;送料活动板背离送料滑轨的一侧设置送料限位座。
15、作为进一步的技术方案,所述卸料机构包括卸料挡板,卸料挡板上与拉伸机构相对应位置处开设卸料口,靠近卸料口的卸料挡板上设置传感器,用于感应所述待加工电热管,并通过信号控制卸料气缸,从而驱动卸料推块,卸料推块用于带动所述待加工电热管上升,并沿卸料挡板顶部的引导斜面卸料至接料斗内,一部分接料斗固定在卸料挡板上,另一部分接料斗固定在设备平台上。
16、作为进一步的技术方案,还包括夹紧机构,设置在拔塞机构、切棒机构旁,用于辅助夹紧所述待加工电热管;夹紧机构包括夹紧固定座、开设在夹紧固定座上的夹紧凹槽、铰接在夹紧固定座上的夹紧摆臂,夹紧摆臂由夹紧气缸驱动,用于夹紧置入夹紧凹槽内的所述待加工电热管;夹紧凹槽口部设置接近传感器,用于感应所述待加工电热管,并通过信号控制夹紧气缸。
17、本实用新型的有益效果为:
18、1、整合上料、拔塞、切棒、拉伸、送料等多道生产工序为一体,全自动生产,可一人看管多机,节省人工,提高产品生产质量,采用人机界面操作,简单方便;
19、2、打破传统的平头工艺,节省材料,降低加工过程产生的粉尘对环境的污染,有效地提高了生产效率,降低生产成本;
20、3、上料机构利用上料通道将电热管分离并单根上料至拔塞机构,无需人工上料;
21、4、下料时通过卸料机构自动将电热管卸料至接料斗内,无需人工下料,方便快捷。
技术特征:
1.一种自动拔塞切棒拉伸一体机,其特征在于,包括:
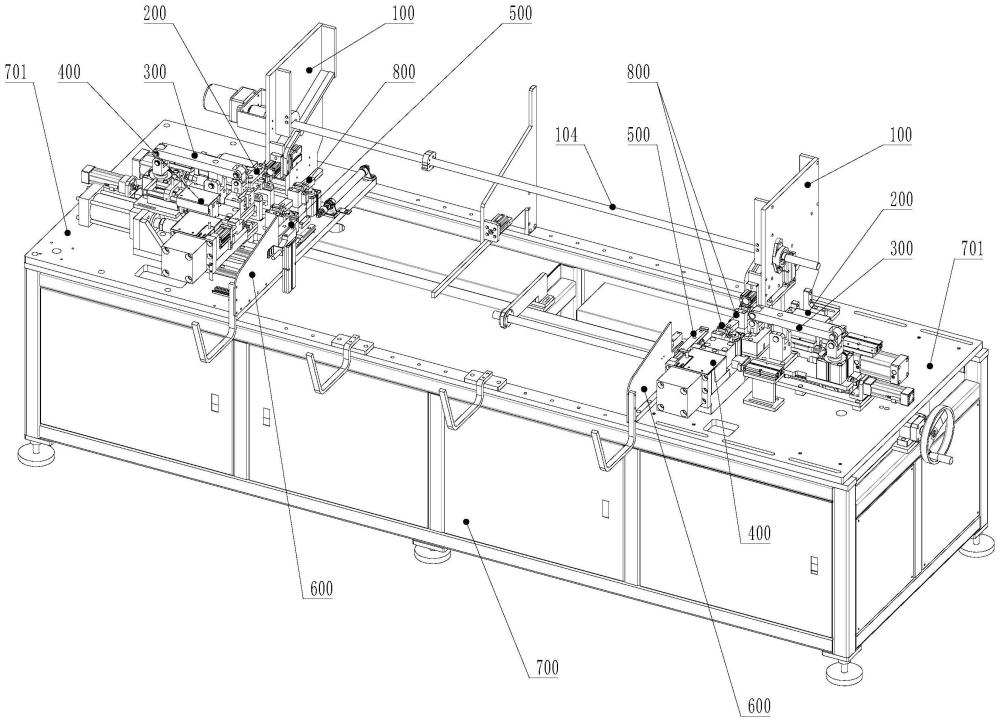
2.根据权利要求1所述的自动拔塞切棒拉伸一体机,其特征在于:所述上料机构(100)包括立板(102),立板(102)上设置导滑板(103)用于引导所述待加工电热管,导滑板(103)末端设置挡条(109),挡条(109)与导滑板(103)配合形成仅供单根所述待加工电热管通过的上料通道(110),所述出料口(101)位于上料通道(110)尽头;上料通道(110)的一侧设置用于带动分料块(107)的分料气缸(108),上料通道(110)的另一侧设置用于带动挡料轴(105)的挡料气缸(106),分料块(107)和挡料轴(105)之间设置与单根所述待加工电热管直径相匹配的间隙,实现分离并单根上料;立板(102)上贯穿设置搅拌轴(104),搅拌轴(104)位于上料通道(110)上方。
3.根据权利要求1所述的自动拔塞切棒拉伸一体机,其特征在于:所述拔塞机构(200)包括拔塞气缸(201)、拔塞定位气缸(202)、夹爪驱动气缸(203)、夹爪组件(204)、除胶塞头(207)和拔塞活动板(208),设置有夹爪组件(204)的拔塞活动板(208)滑动安装在拔塞导轨(209)上,夹爪驱动气缸(203)与拔塞活动板(208)固定连接,夹爪驱动气缸(203)用于驱动夹爪组件(204)夹紧所述待加工电热管端部的塑料胶塞,通过拔塞定位气缸(202)驱动拔塞活动板(208)沿拔塞导轨(209)滑动,使夹爪组件(204)与所述塑料胶塞定位,拔塞气缸(201)用于带动拔塞活动板(208)沿远离所述待加工电热管的方向运动;除胶塞头(207)由除胶塞气缸(205)通过除胶塞气缸板(206)带动,用于除去所述塑料胶塞。
4.根据权利要求1所述的自动拔塞切棒拉伸一体机,其特征在于:所述切棒机构(300)包括滑动设置在切棒滑轨(305)上的切棒驱动板(306),切棒驱动板(306)由切棒前进气缸(301)驱动,切棒驱动板(306)上安装杠杆机构(303),在杠杆机构(303)的一侧连接切棒气缸(302),杠杆机构(303)的另一侧连接切棒刀座及刀片(304)。
5.根据权利要求1所述的自动拔塞切棒拉伸一体机,其特征在于:所述拉伸机构(400)包括拉伸滑轨(406)、滑动设置在拉伸滑轨(406)上的拉伸活动板(405)以及固定在拉伸活动板(405)上的固定夹模(404),拉伸活动板(405)上固定安装拉伸夹紧油缸(403),用于带动活动夹模(407)相对固定夹模(404)运动,从而夹紧所述待加工电热管,由拉伸定位气缸(402)带动的拉伸定位块(408)用于将所述待加工电热管定位在固定夹模(404)与活动夹模(407)之间,拉伸活动板(405)在拉伸油缸(401)驱动下沿拉伸滑轨(406)滑动,从而拉伸所述待加工电热管。
6.根据权利要求1所述的自动拔塞切棒拉伸一体机,其特征在于:所述送料机构(500)包括送料活动板(501),送料活动板(501)由送料气缸(502)带动并滑动设置在送料滑轨(503)上,送料活动板(501)上通过送料升降气缸(504)升降连接有送料托板(505),送料托板(505)上开设与所述待加工电热管相匹配的送料凹槽(506),用于托起所述待加工电热管,使其在拔塞机构(200)、切棒机构(300)和拉伸机构(400)三者之间流转;送料活动板(501)背离送料滑轨(503)的一侧设置送料限位座(507)。
7.根据权利要求1所述的自动拔塞切棒拉伸一体机,其特征在于:所述卸料机构(600)包括卸料挡板(601),卸料挡板(601)上与拉伸机构(400)相对应位置处开设卸料口(602),靠近卸料口(602)的卸料挡板(601)上设置传感器(605),用于感应所述待加工电热管,并通过信号控制卸料气缸(604),从而驱动卸料推块(603),卸料推块(603)用于带动所述待加工电热管上升,并沿卸料挡板(601)顶部的引导斜面(606)卸料至接料斗(702)内,一部分接料斗(702)固定在卸料挡板(601)上,另一部分接料斗(702)固定在设备平台(701)上。
8.根据权利要求1所述的自动拔塞切棒拉伸一体机,其特征在于:还包括夹紧机构(800),设置在拔塞机构(200)、切棒机构(300)旁,用于辅助夹紧所述待加工电热管;夹紧机构(800)包括夹紧固定座(801)、开设在夹紧固定座(801)上的夹紧凹槽(802)、铰接在夹紧固定座(801)上的夹紧摆臂(803),夹紧摆臂(803)由夹紧气缸(804)驱动,用于夹紧置入夹紧凹槽(802)内的所述待加工电热管;夹紧凹槽(802)口部设置接近传感器(805),用于感应所述待加工电热管,并通过信号控制夹紧气缸(804)。
技术总结
本技术公开了一种自动拔塞切棒拉伸一体机,涉及电热管加工领域,包括机架,其上设置设备平台;上料机构,其出料口正对拔塞机构,用于将待加工电热管分离并单根上料至拔塞机构;拔塞机构,用于拔除待加工电热管两端的塑料胶塞;切棒机构,位于拔塞机构后方,用于对待加工电热管两头的引棒进行定长切棒;拉伸机构,位于切棒机构后方,用于定长拉伸待加工电热管;送料机构,位于拔塞机构、切棒机构和拉伸机构三者之间,用于带动待加工电热管在上述三者之间输送流转;以及卸料机构,位于拉伸机构后方,用于接收拉伸后的待加工电热管,并将其下料至接料斗内。本技术打破传统的平头工艺,节省材料,降低加工过程产生的粉尘对环境的污染。
技术研发人员:胡光明,姜明镜,吴柳飞
受保护的技术使用者:杭州耐思自动化设备有限公司
技术研发日:20231023
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!