自动剪切对焊机钢带对正的装置的制作方法
本技术涉及剪切对焊机对正,尤其涉及自动剪切对焊机钢带对正的装置。
背景技术:
1、剪切对焊机是将卷材压成所需要的形状并进行对接,因此剪切环节是不可或缺的关键步骤,工作原理是通过切割装置将金属材料切割成与所需模具尺寸相同的长度,由此节省材料并达到理想的尺寸精度,切割机构多采用上刀下模或上模下刀的结构,适宜于平面、异形、角度不规则等各种形式的切割,剪切后的金属材料需要进行对焊加工,工作原理是在材料的两端打上电极,在高频电场作用下,通过材料自身电阻加热达到热塑性状态,然后施加一定的压力将其压焊在一起。
2、剪切对焊机能够对钢带进行加工焊接时,需要对钢带进行对正然后进行焊接,因此,需要自动剪切对焊机钢带对正的装置。
3、针对上述中的相关技术,发明人认为存在以下缺陷:现有的剪切对焊机在使用时具有一定的弊端,现有的剪切对焊机在对钢带进行对正时通常都是需要工作人员在旁边进行辅助对正,增加了工作人员的劳动强度,且降低了装置的使用效率,无法满足人们的需求。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本实用新型提供了自动剪切对焊机钢带对正的装置,具有能够快速将钢带的两端进行对正焊接,不需要工作人员进行辅助对正,减轻工作人员的劳动强度。
3、(二)技术方案
4、本实用新型采用以下技术方案实现:自动剪切对焊机钢带对正的装置,包括对焊机主体和设置在对焊机主体上的对正机构;其中,所述对焊机主体上端设置有焊接箱,所述焊接箱的内部设置有焊接组件,所述焊接组件能够对钢带进行焊接;所述对正机构包括转动设置在对焊机主体上端的转动杆和固定在转动杆顶端的支撑座,所述支撑座的上端对称设置有两组对正组件,两组所述对正组件分别对钢带的两端进行夹持移动并对正。
5、优先的,所述对正组件包括固定在支撑座上端的第一对正座、活动设置在第一对正座一侧的第二对正座和若干组开设在支撑座上端的第一凹槽,所述第一电动滑轨通过第一滑块控制第二对正座在支撑座上进行水平移动,从而调整第一对正座与第二对正座之间的间距,所述第一凹槽中设置有控制第二对正座向第一对正座进行移动的第一电动滑轨,所述第一电动滑轨上设置有与第二对正座固定的第一滑块。
6、优先的,所述第一对正座的内侧壁活动设置有第一夹持座,所述第二对正座的内侧壁活动设置有与第一夹持座连接的第二夹持座,所述第一夹持座和第二夹持座上均活动设置有夹持块,所述第一夹持座和第二夹持座分别与两组夹持块配合,能够对钢带进行夹持固定,从而控制钢带进行移动。
7、优先的,所述第一对正座的前端面与第二对正座的前端面均安装有第一电机,所述第一对正座的内部和第二对正座的内部均设置有与第一电机连接的丝杆传动装置,第一电机和丝杆传动装置配合控制加强块进行移动,使得第一夹持座在第一对正座上进行移动,第二夹持座在第二对正座上进行移动,所述丝杆传动装置上设置有加强块,所述第一对正座的内侧壁与第二对正座的内侧壁均开设有与加强块相对应的通槽,两组所述加强块的一侧面分别与第一夹持座和第二夹持座固定连接。
8、优先的,所述第一夹持座的竖截面“l”字型结构,所述第二夹持座的内壁固定有夹持板,所述第二夹持座通过第一电动滑轨可向第一夹持座的方向移动,所述第一夹持座上开设有与夹持板相对应的第二凹槽,所述夹持板在第一夹持座的内侧移动,能够调整第一夹持座与第二夹持座之间的间距。
9、优先的,所述夹持板的外表面两侧均设置有限位导向件,所述第一夹持座上开设有与限位导向件相对应的限位槽,所述限位槽与第二凹槽连通,所述限位导向件在限位槽中滑动,能够提高第一夹持座与第二夹持座之间连接的稳定性。
10、优先的,所述第一夹持座的内壁和第二夹持座的内壁从上至下均设置有第三凹槽,所述第三凹槽中安装有第二电动滑轨,所述第二电动滑轨上设置有与夹持块固定的第二滑块,所述第二电动滑轨和第二滑块控制夹持块进行上下移动,从而对钢带进行夹持固定或松弛分离。
11、优先的,所述对焊机主体的内部设置有控制转动杆进行转动的第二电机,所述第二电机和转动杆配合能够控制支撑座的转动位置,所述焊接箱的两侧分别设置有若干组传送带装置,所述传送带装置能够对钢带进行输送,所述焊接箱的内壁对称安装有对钢带进行夹持转运的机械臂装置,所述机械臂装置能够将钢带夹持到支撑座上或将支撑座上的钢带夹持到传送带装置上,所述焊接箱的内侧顶面可拆卸安装有对钢带进行焊接的焊接设备。
12、(三)有益效果
13、与现有技术相比,本实用新型提供了自动剪切对焊机钢带对正的装置,具备以下有益效果:
14、该自动剪切对焊机钢带对正的装置,通过设置的对正机构和焊接组件,第一对正座和第二对正座通过第一电动滑轨能够调整间距,从而对尺寸多样化的钢带进行对正,限位导向件能够使得夹持板移动时不会出现偏移的情况,通过设置的第一夹持座、第二夹持座和夹持块,能够对钢带的两端进行夹持固定,从而便于进行对正,从而不需要工作人员进行辅助对正,减轻工作人员的劳动强度,提高了装置的使用效果。
技术特征:
1.自动剪切对焊机钢带对正的装置,其特征在于,包括对焊机主体(1)和设置在对焊机主体(1)上的对正机构;
2.如权利要求1所述的自动剪切对焊机钢带对正的装置,其特征在于,所述对正组件包括固定在支撑座(4)上端的第一对正座(5)、活动设置在第一对正座(5)一侧的第二对正座(6)和若干组开设在支撑座(4)上端的第一凹槽,所述第一凹槽中设置有控制第二对正座(6)向第一对正座(5)进行移动的第一电动滑轨(7),所述第一电动滑轨(7)上设置有与第二对正座(6)固定的第一滑块(8)。
3.如权利要求2所述的自动剪切对焊机钢带对正的装置,其特征在于,所述第一对正座(5)的内侧壁活动设置有第一夹持座(9),所述第二对正座(6)的内侧壁活动设置有与第一夹持座(9)连接的第二夹持座(10),所述第一夹持座(9)和第二夹持座(10)上均活动设置有夹持块(11)。
4.如权利要求3所述的自动剪切对焊机钢带对正的装置,其特征在于,所述第一对正座(5)的前端面与第二对正座(6)的前端面均安装有第一电机(12),所述第一对正座(5)的内部和第二对正座(6)的内部均设置有与第一电机(12)连接的丝杆传动装置(13),所述丝杆传动装置(13)上设置有加强块(14),所述第一对正座(5)的内侧壁与第二对正座(6)的内侧壁均开设有与加强块(14)相对应的通槽,两组所述加强块(14)的一侧面分别与第一夹持座(9)和第二夹持座(10)固定连接。
5.如权利要求4所述的自动剪切对焊机钢带对正的装置,其特征在于,所述第一夹持座(9)的竖截面“l”字型结构,所述第二夹持座(10)的内壁固定有夹持板(15),所述第二夹持座(10)通过第一电动滑轨(7)可向第一夹持座(9)的方向移动,所述第一夹持座(9)上开设有与夹持板(15)相对应的第二凹槽。
6.如权利要求5所述的自动剪切对焊机钢带对正的装置,其特征在于,所述夹持板(15)的外表面两侧均设置有限位导向件(16),所述第一夹持座(9)上开设有与限位导向件(16)相对应的限位槽,所述限位槽与第二凹槽连通。
7.如权利要求6所述的自动剪切对焊机钢带对正的装置,其特征在于,所述第一夹持座(9)的内壁和第二夹持座(10)的内壁从上至下均设置有第三凹槽,所述第三凹槽中安装有第二电动滑轨(17),所述第二电动滑轨(17)上设置有与夹持块(11)固定的第二滑块(18)。
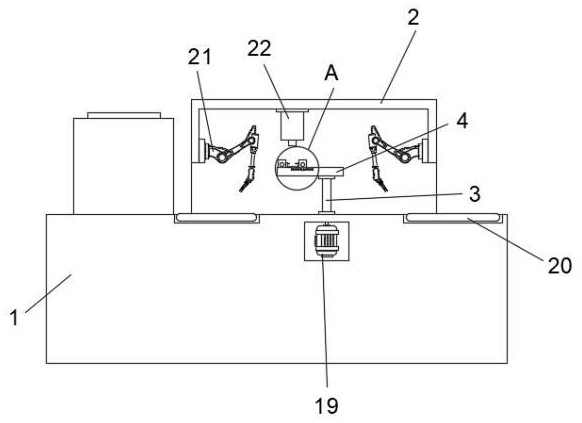
8.如权利要求7所述的自动剪切对焊机钢带对正的装置,其特征在于,所述对焊机主体(1)的内部设置有控制转动杆(3)进行转动的第二电机(19),所述焊接箱(2)的两侧分别设置有若干组传送带装置(20),所述焊接箱(2)的内壁对称安装有对钢带进行夹持转运的机械臂装置(21),所述焊接箱(2)的内侧顶面可拆卸安装有对钢带进行焊接的焊接设备(22)。
技术总结
本技术涉及对焊机对正技术领域,公开了自动剪切对焊机钢带对正的装置,包括对焊机主体和对正机构;对正机构包括转动设置在对焊机主体上端的转动杆和固定在转动杆顶端的支撑座,支撑座的上端对称设置有两组对正组件,两组对正组件分别对钢带的两端进行夹持移动并对正,通过设置的对正机构和焊接组件,第一对正座和第二对正座通过第一电动滑轨能够调整间距,从而对尺寸多样化的钢带进行对正,限位导向件能够使得夹持板移动时不会出现偏移的情况,通过设置的第一夹持座、第二夹持座和夹持块,能够对钢带的两端进行夹持固定,便于进行对正,不需要工作人员进行辅助对正,减轻工作人员的劳动强度,提高了装置的使用效果。
技术研发人员:董东波,赵伟,胡允诚,刘家琪,许海龙
受保护的技术使用者:青岛恒源机械有限公司
技术研发日:20231102
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!