橡胶弹簧钢丝预弯装置的制作方法
本技术涉及橡胶弹簧钢丝预弯装置,属于橡胶弹簧生产设备。
背景技术:
1、汽车橡胶弹簧在压延过程中将钢丝压入橡胶中形成细钢丝的钢带层,为了方便钢丝的弯曲需要预先将钢丝的应力消除,因此,需要用到预弯装置。
2、现有的预弯装置存在以下缺点:
3、1.对钢丝弯曲的弧度是固定的,不能针对不同型号的产品进行相应的调节;
4、2.对钢丝只预弯一次,钢丝的应力消除的效果不佳。
技术实现思路
1、本实用新型要解决的技术问题是:提供橡胶弹簧钢丝预弯装置,以解决上述现有技术中存在的技术问题。
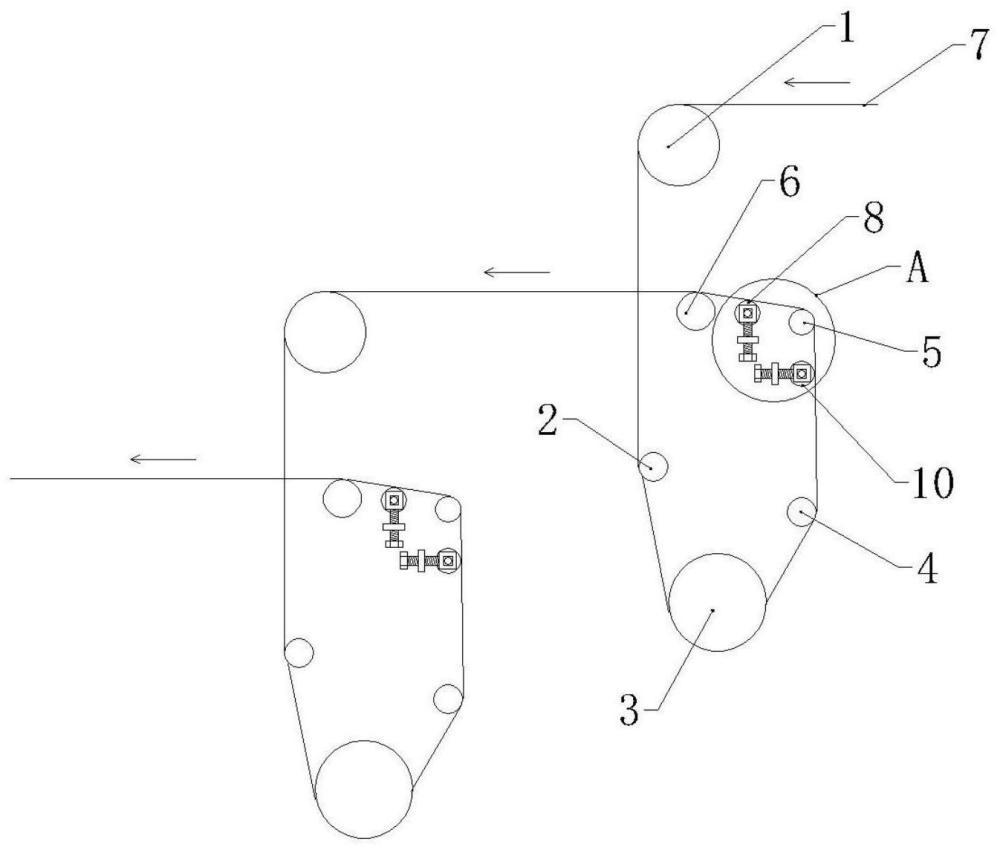
2、本实用新型采取的技术方案为:橡胶弹簧钢丝预弯装置,包括第一预弯辊、反向辊以及第二预弯辊,所述第一预弯辊、所述反向辊以及所述第二预弯辊均固定在机架上,所述反向辊位于所述第一预弯辊的下方,所述第二预弯辊位于所述第一预弯辊与所述反向辊之间,所述第一预弯辊与所述反向辊之间固定有第一张紧辊,所述反向辊与所述第二预弯辊之间固定有第二张紧辊,所述第二预弯辊的一侧的上方固定有第三张紧辊,涂胶后的钢丝在牵引装置的牵引下依次绕过所述第一预弯辊、所述第一张紧辊、所述反向辊、所述第二张紧辊、所述第二预弯辊以及所述第三张紧辊,还包括第三预弯辊以及第四预弯辊,所述第三预弯辊位于所述第二预弯辊与所述第三张紧辊之间,所述第三预弯辊在调节机构的驱动下能沿竖直方向移动,所述第四预弯辊位于所述第二预弯辊与所述第二张紧辊之间,所述第四预弯辊在另外一个调节机构的驱动下能沿水平方向移动。
3、优选的,所述调节机构包括固定在第三预弯辊的两端的安装轴,所述安装轴上固定套设有卡环,所述卡环的下端转动连接有轴线沿竖直方向布置的螺杆,所述螺杆的外周螺纹连接有螺母,所述螺母固定在机架上。
4、优选的,所述螺杆的下端固定有手柄。
5、优选的,另外一个所述调节机构的螺杆的轴线沿水平方向布置。
6、优选的,一个所述第一预弯辊、一个所述第一张紧辊、一个所述反向辊、一个所述第二张紧辊、一个所述第二预弯辊、一个所述第三张紧辊、一个所述第三预弯辊、一个所述第四预弯辊构成一个预弯单元,所述预弯单元的数量设置为2个以上并且依次串联。
7、优选的,首个预弯单元的弯曲幅度等于所需要的钢丝的弯曲幅度,后面的预弯单元的弯曲幅度依次增大。
8、本实用新型的有益效果:与现有技术相比,本实用新型加工的钢丝的弯曲幅度能在一定范围内调节,更好地满足生产需求,此外,本实施例中的弯曲单元设置有两个,两个串联使用,右侧的橡胶弹簧钢丝预弯装置的预弯的幅度等于所需要的幅度,左侧的橡胶弹簧钢丝预弯装置的预弯的幅度略微大于所需要的幅度,从而更好地消除钢丝的应力。
技术特征:
1.橡胶弹簧钢丝预弯装置,包括第一预弯辊、反向辊以及第二预弯辊,所述第一预弯辊、所述反向辊以及所述第二预弯辊均固定在机架上,所述反向辊位于所述第一预弯辊的下方,所述第二预弯辊位于所述第一预弯辊与所述反向辊之间,所述第一预弯辊与所述反向辊之间固定有第一张紧辊,所述反向辊与所述第二预弯辊之间固定有第二张紧辊,所述第二预弯辊的一侧的上方固定有第三张紧辊,涂胶后的钢丝在牵引装置的牵引下依次绕过所述第一预弯辊、所述第一张紧辊、所述反向辊、所述第二张紧辊、所述第二预弯辊以及所述第三张紧辊,其特征在于:还包括第三预弯辊以及第四预弯辊,所述第三预弯辊位于所述第二预弯辊与所述第三张紧辊之间,所述第三预弯辊在调节机构的驱动下能沿竖直方向移动,所述第四预弯辊位于所述第二预弯辊与所述第二张紧辊之间,所述第四预弯辊在另外一个调节机构的驱动下能沿水平方向移动。
2.根据权利要求1所述的橡胶弹簧钢丝预弯装置,其特征在于:所述调节机构包括固定在第三预弯辊的两端的安装轴,所述安装轴上固定套设有卡环,所述卡环的下端转动连接有轴线沿竖直方向布置的螺杆,所述螺杆的外周螺纹连接有螺母,所述螺母固定在机架上。
3.根据权利要求2所述的橡胶弹簧钢丝预弯装置,其特征在于:所述螺杆的下端固定有手柄。
4.根据权利要求3所述的橡胶弹簧钢丝预弯装置,其特征在于:另外一个所述调节机构的螺杆的轴线沿水平方向布置。
5.根据权利要求1所述的橡胶弹簧钢丝预弯装置,其特征在于:一个所述第一预弯辊、一个所述第一张紧辊、一个所述反向辊、一个所述第二张紧辊、一个所述第二预弯辊、一个所述第三张紧辊、一个所述第三预弯辊、一个所述第四预弯辊构成一个预弯单元,所述预弯单元的数量设置为2个以上并且依次串联。
6.根据权利要求5所述的橡胶弹簧钢丝预弯装置,其特征在于:首个预弯单元的弯曲幅度等于所需要的钢丝的弯曲幅度,后面的预弯单元的弯曲幅度依次增大。
技术总结
本技术公开了橡胶弹簧钢丝预弯装置,包括第一预弯辊1、第一张紧辊、反向辊、第二张紧辊、第二预弯辊、第三张紧辊、第三预弯辊以及第四预弯辊,涂胶后的钢丝在牵引装置的牵引下依次绕过第一预弯辊、第一张紧辊、反向辊、第二张紧辊、第四预弯辊、第二预弯辊、第三预弯辊以及第三张紧辊。本技术加工的钢丝的弯曲幅度能在一定范围内调节,更好地满足生产需求,此外,本实施例中的弯曲单元设置有两个,两个串联使用,右侧的橡胶弹簧钢丝预弯装置的预弯的幅度等于所需要的幅度,左侧的橡胶弹簧钢丝预弯装置的预弯的幅度略微大于所需要的幅度,从而更好地消除钢丝的应力。
技术研发人员:杨茂达,杨洪江
受保护的技术使用者:贵州宏洋橡胶制品有限公司
技术研发日:20231102
技术公布日:2024/5/12
- 还没有人留言评论。精彩留言会获得点赞!