汽车焊接用三轴自由度焊接支撑装置、系统及控制方法与流程
本发明涉及汽车焊机工业领域,具体的说是汽车焊接用三轴自由度焊接支撑装置、系统及控制方法。
背景技术:
1、现有技术中的汽车焊装生产线自动焊接主要是通过多关节机械臂/机器人形式,虽然单独使用这类焊接装置焊接产线柔性好,但存在焊接机构复杂笨重,行走范围小的问题,导致大面积车身钣金焊接时不适用,焊接过程没有固定支撑稳定性差等问题。尤其在一些整体性大范围的三维曲线、曲面的焊接过程中,往往需要4-8台焊接机器人联动实现,进一步增加了占地面积。
技术实现思路
1、本发明旨在提供一种汽车焊接用三轴自由度焊接支撑装置、系统及控制方法,在节约占地面积,保障焊接稳定性的前提下实现大面积车身钣金焊接或复杂机械结构焊接。
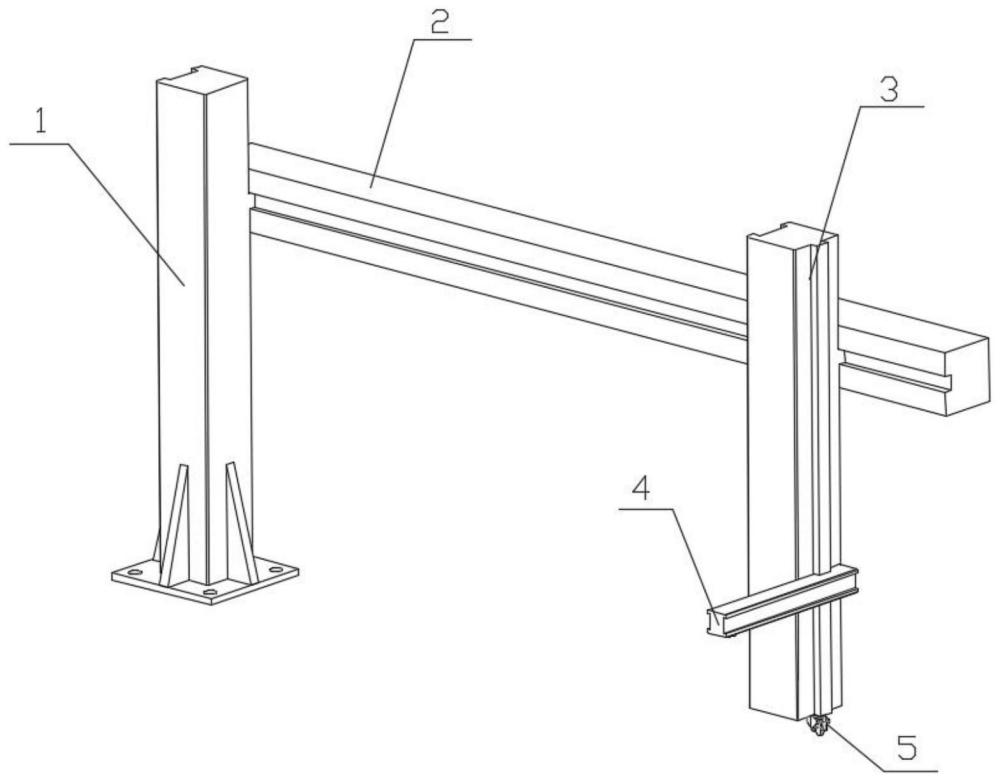
2、为了解决以上技术问题,本发明采用的具体方案为:一种汽车焊接用三轴自由度焊接支撑装置,包括第一立柱、第二立柱、第一珩柱以及第二珩柱;第一立柱和第二立柱平行间隔分布,第一立柱的下端用于固定于底面,第二立柱的下端设有与地面滑动配合的滑轮;第一珩柱沿水平方向分别与第一立柱和第二立柱滑动配合;第二珩柱沿竖向与第二立柱滑动配合,且第二珩柱垂直于第二立柱和第一珩柱分布,在第二珩柱上设有设有用于加载焊接机器人工装的工装座;
3、所述第一珩柱和第一立柱之间、第一珩柱和第二立柱之间以及第二珩柱和第二立柱之间分别设有直线移动副。
4、优选的,所述直线移动副包括滑道、导轨、伺服电机、齿轮以及齿条。
5、优选的,第一立柱的下端设有与地面连接的转动副。
6、优选的,转动副包括回转支承和用于驱动第一立柱转动的伺服电机、主动齿轮以及从动齿轮。
7、一种汽车焊接用三轴自由度焊接支撑系统,包括运动轨迹步调拟合器、控制面板、位置传感器以及上述的汽车焊接用三轴自由度焊接支撑装置。
8、上述的一种汽车焊接用三轴自由度焊接支撑系统的控制方法,通过位置传感器向运动轨迹步调拟合器输入各直线移动副的实时位置,通过控制面板输入焊接处的x、y、z轴坐标范围,由运动轨迹步调拟合器计算出x、y、z轴向运动时间tx、ty、tz,再选取其中最大时间值t,进行x、y、z轴向运动速度归一化处理,进而获得x、y、z轴向的同步运动轨迹拟合数据;将同步运动轨迹拟合数据下发至直线移动副,驱动对应的直线移动副沿各轴向同步运动,从而实现三维焊接轨迹的执行。
9、有益效果
10、与传统的焊接机器人相比,本发明的汽车焊接用三轴自由度焊接支撑装置为龙门吊式焊机,加载焊接机器人的工装座可以在x轴、y轴、z轴正负向移动,长宽高三方向上进行了外部轴扩展,大大增加了机器人的焊接可达范围,焊接轨迹覆盖的空间范围较大,从而具有更大的焊接跨度和作业半径,更适合车辆类的大尺度三维焊接。
11、本发明的焊接轨迹可以构成空间三维曲线、曲面,这些若是用传统机器人焊接需要4-8台机器人组来实现,故本发明相对多机器人组的焊接占地面积更小,空间利用率更高。
12、本发明在z轴方向有两根柱子支撑工装座,相对机器人单臂式焊接具有更好的稳定性。
13、本发明还提出了一种汽车焊接用三轴自由度焊接支撑系统及控制方法,能够有效提升汽车大尺度复杂结构焊接的工作效能,显著降低大型车辆车身焊接过程中能耗,提升汽车焊接生产线焊接质量和效率。
技术特征:
1.一种汽车焊接用三轴自由度焊接支撑装置,其特征在于:包括第一立柱(1)、第二立柱(3)、第一珩柱(2)以及第二珩柱(4);第一立柱(1)和第二立柱(3)平行间隔分布,第一立柱(1)的下端用于固定于底面,第二立柱(3)的下端设有与地面滑动配合的滑轮(5);第一珩柱(2)沿水平方向分别与第一立柱(1)和第二立柱(3)滑动配合;第二珩柱(4)沿竖向与第二立柱(3)滑动配合,且第二珩柱(4)垂直于第二立柱(3)和第一珩柱(2)分布,在第二珩柱(4)上设有设有用于加载焊接机器人工装的工装座;
2.如权利要求1所述的一种汽车焊接用三轴自由度焊接支撑装置,其特征在于:所述直线移动副包括滑道、导轨、伺服电机、齿轮以及齿条。
3.如权利要求1所述的一种汽车焊接用三轴自由度焊接支撑装置,其特征在于:第一立柱(1)的下端设有与地面连接的转动副。
4.如权利要求3所述的一种汽车焊接用三轴自由度焊接支撑装置,其特征在于:转动副包括回转支承和用于驱动第一立柱(1)转动的伺服电机、主动齿轮以及从动齿轮。
5.一种汽车焊接用三轴自由度焊接支撑系统,其特征在于:包括运动轨迹步调拟合器、控制面板、位置传感器以及如权利要求1-4所述的任一种汽车焊接用三轴自由度焊接支撑装置。
6.如权利要求5所述的一种汽车焊接用三轴自由度焊接支撑系统的控制方法,其特征在于:通过位置传感器向运动轨迹步调拟合器输入各直线移动副的实时位置,通过控制面板输入焊接处的x、y、z轴坐标范围,由运动轨迹步调拟合器计算出x、y、z轴向运动时间tx、ty、tz,再选取其中最大时间值t,进行x、y、z轴向运动速度归一化处理,进而获得x、y、z轴向的同步运动轨迹拟合数据;将同步运动轨迹拟合数据下发至直线移动副,驱动对应的直线移动副沿各轴向同步运动,从而实现三维焊接轨迹的执行。
技术总结
汽车焊接用三轴自由度焊接支撑装置、系统及控制方法,汽车焊接用三轴自由度焊接支撑装置,包括第一立柱、第二立柱、第一珩柱以及第二珩柱;第一立柱和第二立柱平行间隔分布,第一立柱的下端用于固定于底面,第二立柱的下端设有与地面滑动配合的滑轮;第一珩柱沿水平方向分别与第一立柱和第二立柱滑动配合;第二珩柱沿竖向与第二立柱滑动配合,且第二珩柱垂直于第二立柱和第一珩柱分布,在第二珩柱上设有设有用于加载焊接机器人工装的工装座;所述第一珩柱和第一立柱之间、第一珩柱和第二立柱之间以及第二珩柱和第二立柱之间分别设有直线移动副。本发明用于在节约占地面积,保障焊接稳定性的前提下实现大面积车身钣金焊接或复杂机械结构焊接。
技术研发人员:米路,刘高阁,邬梦飞,杨楠楠,孙朋
受保护的技术使用者:郑州多元智能装备股份有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!