一种全自动激光填丝焊设备及焊接方法与流程
本发明涉及焊接设备,尤其涉及一种全自动激光填丝焊设备及焊接方法。
背景技术:
1、冲压门环件生产过程中,需要将多个部件进行焊接,可能是两拼或者三拼或者四拼或者五拼或者六拼,现有的门环件焊接设备,只有一组焊枪,一次只能进行一个产品的焊接;其次,现有设备的焊接驱动机构,为丝杆或者直线电机驱动,丝杆因为长度较长,焊接过程中容易抖动,影响焊接精度;直线电机成本高,在焊接过程中容易有灰尘,导致直线电机的故障率较高,维修困难;此外,现有的传输导轨与机台之间的直线度调节不方便,直接影响设备的使用及焊接精度效率。
技术实现思路
1、本发明所解决的技术问题在于提供一种全自动激光填丝焊设备及焊接方法。
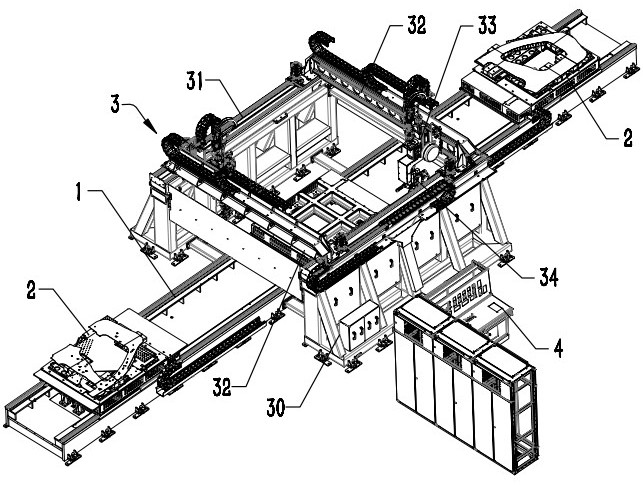
2、为解决上述技术问题,本发明提供一种全自动激光填丝焊设备,包括传输机构、设置于所述传输机构两端的两组定位送料机构、设置于所述传输机构中部的焊接机构以及设置于所述传输机构外侧的液货控制台;
3、所述传输机构包括沿x轴方向设置的传输机架、设置于所述传输机架两侧的两个传输滑轨、均布设置于所述传输机架和所述传输滑轨之间的若干传输部楔形块、与其中一个所述传输滑轨相连的滑块、与所述滑块相连的载板组、与所述滑块相连的传输斜齿条、驱动所述传输斜齿条沿所述传输滑轨滑动的传输齿轮组、驱动所述传输齿轮组转动的传输电机以及设置于所述焊接机构下方的定位传感器;所述载板组的两侧分别与两个所述传输滑轨滑动配合,所述定位送料机构安装于所述载板组上,所述传输电机安装于所述载板组的下方;
4、所述焊接机构包括龙门架、设置于所述龙门架上的两组x轴模组、分别与两组所述x轴模组滑动配合的两组y轴模组、分别与所述y轴模组滑动配合的两组z轴模组、分别设置于所述z轴模组输出端的焊接单元以及设置于所述焊接单元一侧的推丝单元;所述焊接单元包括与所述z轴模组输出端相连的焊接安装座、与所述焊接安装座相连的l型旋转安装座、设置于所述l型旋转安装座上的旋转安装座、设置于所述旋转安装座中的焊接旋转轴、设置于所述焊接旋转轴顶部的第一斜齿轮、与所述第一斜齿轮啮合的第二斜齿轮、驱动所述第二斜齿轮旋转的旋转电机、设置于所述焊接旋转轴底部的激光枪头以及设置于所述激光枪头外侧的焊缝检测相机;所述推丝单元包括推丝安装板、设置于所述推丝安装板上的丝盘、设置于所述丝盘上方的后推丝机、设置于所述l型旋转安装座内侧的前推丝机、设置于所述z轴模组上的导丝架、设置于所述激光枪头下部的水平安装支架、设置于所述水平安装支架一端的焊缝追踪装置以及设置于所述水平安装支架上的两组丝嘴进料器,两组所述丝嘴进料器分别位于所述激光枪头的两侧,所述焊缝追踪装置和两组所述丝嘴进料器分别可沿所述水平安装支架可滑动。
5、进一步的是,所述y轴模组包括y轴安装架、设置于所述y轴安装架上的上y轴导轨和下y轴导轨、与所述上y轴导轨和下y轴导轨滑动配合的z轴底板、设置于所述上y轴导轨内侧的y轴斜齿条、设置于所述z轴底板上的y轴驱动电机、设置于所述y轴驱动电机输出端与所述y轴斜齿条啮合的y轴斜齿轮组;所述z轴底板的一侧设置有z轴连接板,所述z轴连接板上设置有多个朝向所述y轴斜齿轮组喷油的y轴油嘴组,所述上y轴导轨及所述下y轴导轨分别和所述y轴安装架之间均布设置有若干可拆卸的y轴楔形块。
6、进一步的是,所述z轴模组包括设置于所述z轴底板上的z轴连接板、设置于所述z轴连接板上的两个z轴导向槽、分别设置于所述z轴导向槽中的z轴滑轨、与所述z轴滑轨相连的z轴滑动板、设置于所述z轴滑动板内侧的丝杆组、设置于所述z轴连接板顶部的z轴顶板以及设置于所述z轴顶板上驱动所述丝杆组转动的z轴电机,所述焊接安装座与所述z轴滑动板相连。
7、进一步的是,所述x轴模组包括x轴安装架、设置于所述x轴安装架上的内x轴导轨和外x轴导轨、与所述内x轴导轨和外x轴导轨滑动配合的y轴底板、设置于所述内x轴导轨或外x轴导轨内侧的x轴斜齿条、设置于所述y轴底板上的x轴驱动电机、设置于所述x轴驱动电机输出端与所述x轴斜齿条啮合的x轴斜齿轮组。
8、进一步的是,所述内x轴导轨和所述外x轴导轨分别和所述x轴安装架之间均布设置有若干可拆卸的x轴楔形块,若干所述x轴楔形块和所述x轴斜齿条分别位于所述内x轴导轨/外x轴导轨的两侧;所述y轴底板的一侧设置有y轴连接板,所述y轴连接板上设置有多个朝向所述x轴斜齿轮组喷油的x轴油嘴组。
9、进一步的是,所述传输机架的外侧设置有挡边,所述传输滑轨位于所述挡边的内侧,若干所述传输部楔形块分别可拆卸的安装于所述挡边和所述传输滑轨之间;所述传输滑轨包括依次相连的多个,每个所述传输滑轨上均布设置有若干安装孔,所述传输滑轨通过出穿过所述安装孔的螺栓与所述传输机架相连。
10、进一步的是,所述定位送料机构包括送料底板、中心对称设置于所述送料底板上的两个第一定位滑台组和第二定位滑组、设置于其中一个所述第一定位滑台组内侧的定位销组、可拆卸的设置于所述送料底板上的多个柔性支撑座、设置于所述第一定位滑台组和第二定位滑组上的定位电磁铁以及留缝工装,所述留缝工装包括方块状的隔板主体、设置于所述隔板主体上的夹持座以及设置于所述隔板主体一侧的硅钢隔片,所述隔板主体的底部设置有铜底板。
11、进一步的是,所述载板组包括下载板、上载板以及连接所述上载板和所述下载板的多个支撑板,所述下载板上设置有若干通孔,所述支撑板上设置有格栅结构。
12、进一步的是,所述激光枪头的一侧设置有保护气体装置,所述保护气体装置朝向焊接位吹气,吹气角度与焊接方向呈45度,流量为15-25l/min。
13、本发明还提供一种全自动激光填丝焊接方法,包括如上任意一项所述的全自动激光填丝焊设备,所述方法包括:
14、s1、一个/两个定位送料机构将待拼焊的门环件上料;
15、s2、传输机构将一个/两个定位送料机构传输至焊接工位;
16、s3、推丝单元将焊丝送料,焊接单元对焊接工位的门环件进行焊接;
17、其中,步骤s3中,推丝单元的送丝速度为80-160mm/s,焊接单元的焊接速度为80-160mm/s,推丝单元的送丝速度与所述焊接单元的焊接速度相同;
18、同时,保护气体装置朝向焊接位吹气,吹保护气角度与焊接方向呈45度,流量为15-25l/min。
19、本发明的全自动激光填丝焊设备,所述定位送料机构将待焊接的产品,即门环件定位,所述传输机构将所述定位送料机构向前传输,然后所述焊接机构对产品进行焊接,可焊接两拼门环件、三拼门环件、四拼门环件、五拼门环件、六拼门环件,可以是两个所述定位送料机构的产品同时焊接,也可以是两个所述定位送料机构的产品轮流焊接,提高了焊接效率;所述送料机构的传输机构、x轴模组、y轴模组、焊接单元均采用斜齿轮传动,具有传动平稳、啮合性能好、重合度大、噪声小,同时也减小了制造误差对传动的影响,使用寿命长,故障率低、便于检查维修等优点;所述送料机构的传输机构、x轴模组、y轴模组、焊接均设置有楔形块结构,方便调节对应传输滑轨的直线度,调节方便。
- 还没有人留言评论。精彩留言会获得点赞!