一种扩散连接的成型方法与流程
本发明属于材料工程,尤其涉及一种扩散连接的成型方法。
背景技术:
1、目前,航天航空等高端领域板体混合复杂结构件的需求日益增多,针对圆筒和凸块混合的板体混合结构零件的制备,圆筒段和凸块结合通常采用焊接方式成型,需要大量成形模具、检验模具、焊接夹具、装配型架、焊接后热处理工装等模具,在最终装配过程中会造成零件误差的累积,使最终产品的精度较低,整个工艺过程周期长,严重制约产品交付。
2、迫切需要开发一种高效率、高精度的针对板体混合结构件的整体成型方法以满足高端领域装备制造业的需求。
技术实现思路
1、鉴于上述的分析,本发明实施例旨在提供一种扩散连接的成型方法,用以解决现有板体混合结构成型方法周期长、精度不高等问题。
2、本发明的目的主要是通过以下技术方案实现的:
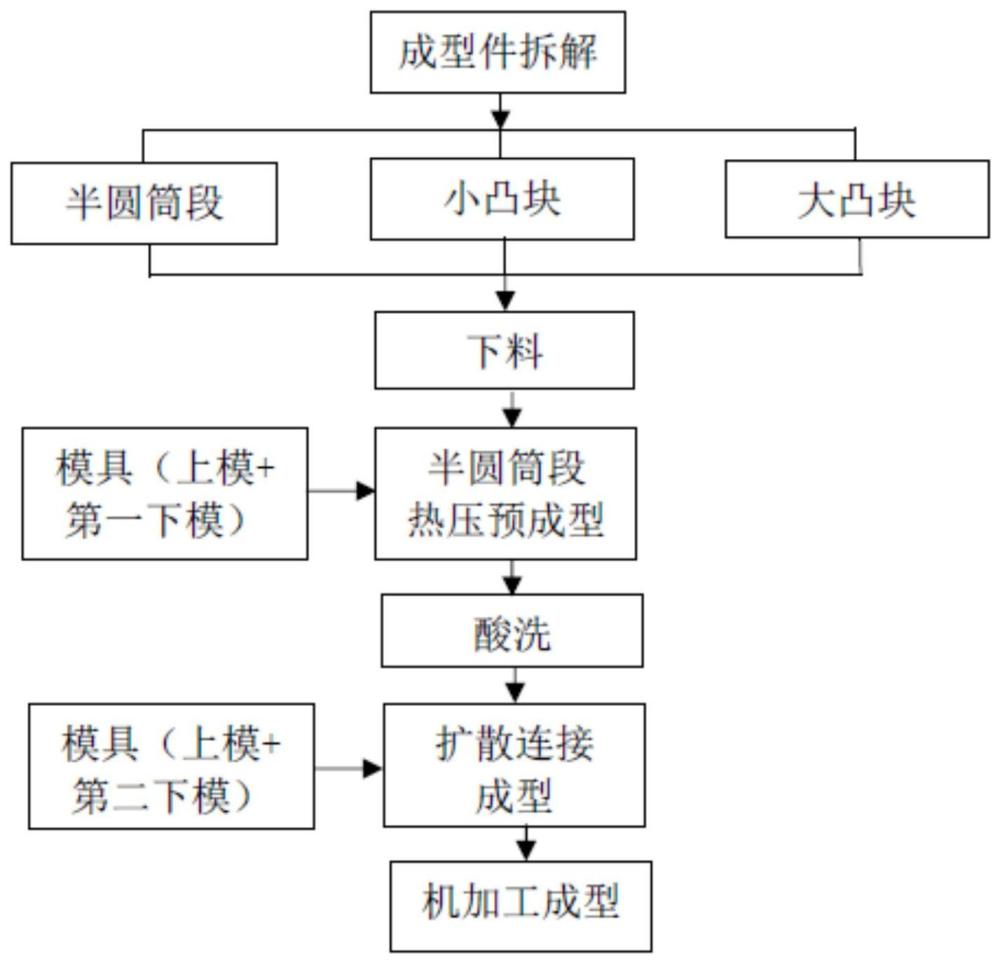
3、一种扩散连接的成型方法,包括以下步骤:
4、步骤s1:将成型件的板体混合结构进行拆解,得到半圆筒段和周边凸台;
5、步骤s2:半圆筒段下料,得到长方形钢板;周边凸台下料,得到块体下料件;
6、步骤s3:将长方形钢板热压预成型,得到半圆筒段;
7、步骤s4:半圆筒段和凸台整体进行扩散连接,得到混合结构扩散连接件;
8、步骤s5:将两个半圆筒段焊接为一个整体,完成最终成型。
9、进一步地,所述步骤s2中半圆筒段下料得到长方形钢板,包括:
10、将半圆筒段的两侧增加50mm后展开,得到长方形下料尺寸。
11、进一步地,所述步骤s3中将长方形钢板热压预成型,使用上模和第一下模成型。
12、进一步地,所述步骤s3中将长方形钢板热压预成型,所使用的成形条件为:
13、成型温度为750℃,成型压力为30t,保压时间为15min。
14、进一步地,所述步骤s4中半圆筒段和凸台整体进行扩散连接,使用上模和第二下模成型。
15、进一步地,所述步骤s4中半圆筒段和凸台整体进行扩散连接,具体包括:
16、步骤s4.1:检查、清理和保温模具;
17、步骤s4.2:装模和入炉;
18、步骤s4.3:扩散成型。
19、进一步地,所述步骤s4.3中扩散成型,在模具中充入高压惰性气体,对待成型件施加气体压力。
20、进一步地,所述充入高压惰性气体,对待成型件施加气体压力,具体为:
21、通过上模中的充气孔穿过第一随形钢板的镂空部位向第二随形钢板充气,通过第二随形钢板将扩散压力传递到半圆筒段的外表面与小凸块和大凸块结合处。
22、进一步地,所述步骤s3.4.3中扩散连接成型,所使用的成型条件为:
23、扩散温度为930℃,真空度1×10-5pa,热成型机的加压吨位为50t,扩散气压2mpa,扩散时间为2h,扩散时采用阶段性的升温和加压方式。
24、进一步地,采用一种扩散连接成型模具进行板体混合结构扩散连接成型。
25、与现有技术相比,本发明至少可实现如下有益效果之一:
26、(1)本发明提供的扩散连接成型方法,采用本体混合结构扩散连接成型模具,能够一次高质量整体成型出筒型和凸块混合结构的成型件,减少了工序,节约了用料,缩短生产周期,降低了生产成本。
27、(2)本发明提供的扩散连接成型方法,成型效率高,有利于产品的批量生产。
28、本发明中,上述各技术方案之间还可以相互组合,以实现更多的优选组合方案。本发明的其他特征和优点将在随后的说明书中阐述,并且,部分优点可从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过说明书以及附图中所特别指出的内容中来实现和获得。
技术特征:
1.一种扩散连接的成型方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的扩散连接的成型方法,其特征在于,所述步骤s2中半圆筒段下料得到长方形钢板,包括:
3.根据权利要求1所述的扩散连接的成型方法,其特征在于,所述步骤s3中将长方形钢板热压预成型,使用上模(1)和第一下模(2-1)成型。
4.根据权利要求1所述的扩散连接的成型方法,其特征在于,所述步骤s3中将长方形钢板热压预成型,所使用的成形条件为:
5.根据权利要求1所述的扩散连接的成型方法,其特征在于,所述步骤s4中半圆筒段(301)和凸台整体进行扩散连接,使用上模(1)和第二下模(2-2)成型。
6.根据权利要求5所述的扩散连接的成型方法,其特征在于,所述步骤s4中半圆筒段(301)和凸台整体进行扩散连接,具体包括:
7.根据权利要求6所述的扩散连接的成型方法,其特征在于,所述步骤s4.3中扩散成型,包括在模具中充入高压惰性气体,对待成型件施加气体压力。
8.根据权利要求7所述的扩散连接的成型方法,其特征在于,所述充入高压惰性气体,对待成型件施加气体压力,具体为:
9.根据权利要求8所述的扩散连接的成型方法,其特征在于,所述步骤s3.4.3中扩散连接成型,所使用的成型条件为:
10.根据权利要求1-9任一项所述的扩散连接的成型方法,其特征在于,采用一种扩散连接成型模具进行板体混合结构的扩散连接的成型。
技术总结
本发明涉及一种扩散连接的成型方法,属于材料成形技术领域,解决了现有技术中板体混合结构成型方法周期长、精度不高等问题。本发明提供一种扩散连接的成型方法,包括以下步骤:步骤S1:将成型件的板体混合结构进行拆解,得到半圆筒段和周边凸台;步骤S2:半圆筒段下料,得到长方形钢板;周边凸台下料,得到块体下料件;步骤S3:将长方形钢板热压预成型,得到半圆筒段;步骤S4:半圆筒段和凸台整体进行扩散连接,得到混合结构扩散连接件;步骤S5:将两个半圆筒段焊接为一个整体,完成最终成型。本发明实现了板体混合结构的高效率、高精度整体成形。
技术研发人员:刘吉琛,刘伟,李保永,秦中环,李妍华,丁科迪,苏胜伟,李信,韩冰
受保护的技术使用者:北京航星机器制造有限公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!