一种管道焊接系统和管道焊接方法与流程
本申请属于管道焊接领域,涉及一种管道焊接系统和管道焊接方法。尤其涉及结合了k-tig焊接和高频脉冲氩弧焊接的方法。
背景技术:
1、tig焊接(tungsten inert gas welding,亦称钨极惰性气体保护焊)利用钨极与工件之间形成电弧产生的大量热量熔化待焊处,外加填充焊丝获得牢固的焊接接头。对于此类焊接,保证焊缝(weld joint)的熔深(penetration)是非常关键的。然而,由于电极的载流能力有限,过大的焊接电流会引起钨极熔化,因此tig焊接往往适合焊接厚度小于3mm的薄板。如果tig焊接用在超过3mm厚的基材时,接头处必须加工坡口(groove)以保证良好的熔深。由于坡口的存在,焊缝数量不得不增加。而坡口加工和焊缝增加会导致焊接效率降低。
2、k-tig是一种深熔锁孔非熔化极惰性气体保护焊接,属于大电流tig焊接技术。大电流形成的电弧压力与液体金属重力、表面张力保持熔池的动态平衡,形成几何形态稳定的小孔,可实现中厚板的单面焊双面成形。k-tig对于厚度在16mm以下的材料(如铁素体不锈钢、奥氏体不锈钢、双相不锈钢、钛合金、锆合金等)既不需要填丝也不需要开坡口,却能够以比传统tig焊接技术快100倍的速度进行焊接。以上焊接方法更适合平焊(flatposition wielding)。当工件具有弯曲表面时(例如管道焊接),需要保持管道旋转和焊枪静止。否则,立焊或仰焊更容易形成垂滴(pendant drop)、或者由焊接熔池塌陷引起融毁(melting down)等焊接缺陷。而在生产实践中,有时限于现场条件,管道无法转动,只能保持静止,采用上述方法就很难达到满意的焊接效果。
3、对于管道焊接,保持焊接接头的机械完整性所需的根部厚度也使得根部焊道成为该过程中的关键步骤。一些研究表明,匙孔或小孔(keyhole)技术提供了一种方法有助于获得完整的根部焊道和无缺陷的填充。在小孔技术中,电弧必须穿过基材,在接头处形成通孔。该通孔借助于在焊枪移动时,电弧后面馈送的附加材料的凝固而闭合。选用的钨极直径都在6mm以上(常用直径为6.3~6.5mm),焊接电流达600~650a,电弧电压为16~20v,在如此高的规范参数作用下,电弧电磁收缩力大大提高,宏观表现为电弧挺直度、电弧力和穿透能力都显著增强。焊接时,电弧深深地扎入到基材中去,将熔融的金属排挤到熔池四周侧壁,形成匙孔。如果电弧压力、小孔侧壁金属蒸发形成的蒸汽反作用力以及液态金属表面张力与液态金属内部压力达到动态平衡,则小孔就会稳定存在。随着电弧前进,熔池金属在电弧后方弥合并冷却凝固成焊缝。
4、为了达到所需的熔深,并且无需加工接头斜面(joint bevel),也无需自动送丝,就能实现固定管道的全位置焊接,本申请结合了高频脉冲钨极惰性气体保护焊(highfrequency pulsed current tig,hfpc tig)和小孔钨极惰性气体保护焊(keyholetungsten inert gas welding,k-tig)的方法。
技术实现思路
1、为了克服管道固定焊接中的技术问题,保证熔深的同时减少垂滴、焊接熔池塌陷引起融毁等焊接缺陷,本申请提供了一种管道焊接系统和管道焊接方法。目的是提供在进行小孔焊接时能够得到稳定的熔透焊道的焊接装置及方法,通过k-tig焊接一次实现全熔透的全位置焊接。
2、为了实现上述发明目的,本申请第一方面公开了一种管道焊接系统,所述管道焊接系统包括:
3、k-tig焊枪,所述k-tig焊枪包括焊接电极;
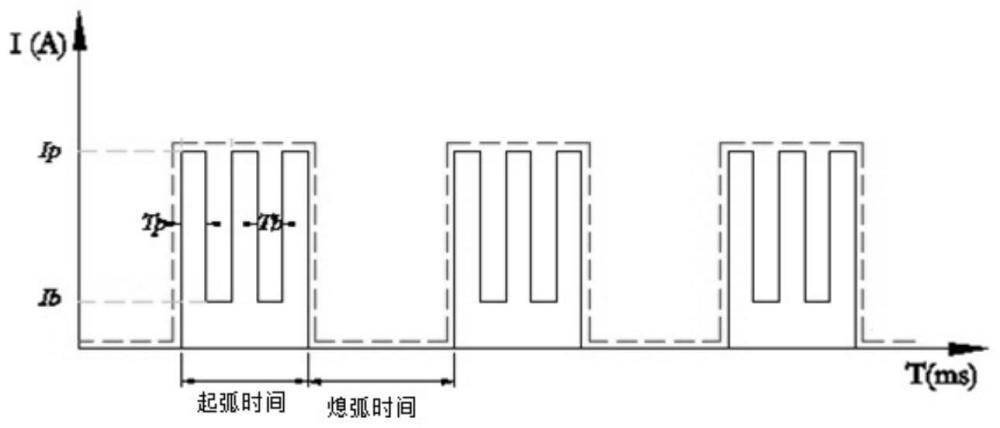
4、焊接电源,所述焊接电源在待焊接的管道区段输出具有脉冲频率的脉冲电流,其中所述脉冲电流具有多个峰值电流部分和多个基值电流部分;和
5、待焊接的管道区段,其中该管道区段保持静止。
6、进一步地,所述峰值电流范围在500~1000a。
7、进一步地,所述脉冲频率设置在10000~15000hz范围内。
8、进一步地,脉冲电流的脉冲峰值期间(tp)在每个脉冲时间内的占比范围在30%~35%。
9、进一步地,所述管道区段的厚度范围为3~6mm。
10、进一步地,管道焊接系统采用选自下组的气体作为保护气:氩气和/或氢气。
11、进一步地,所述保护气包括体积比例小于等于10%的氢气,较佳地包括体积比例小于等于5%的氢气。
12、本申请的第二方面,提供了一种管道焊接的方法,所述方法采用如第一方面所述的管道焊接系统,包括步骤:
13、(1)将待焊接的管道区段的缘部对接;
14、(2)将对接的两缘部进行k-tig焊接,所述管道区段保持静止;
15、(3)将管道区段划分至少一个分区,k-tig焊枪在0°位置起弧,在第一起弧时间内,形成第一焊接点,k-tig焊枪沿圆周移动第一距离后熄弧;
16、(4)经过第一熄弧时间后,k-tig焊枪起弧,在第二起弧时间内,形成第二焊接点,k-tig焊枪沿圆周移动第二距离后熄弧;
17、(5)重复步骤(3)和步骤(4),直至k-tig焊枪完成全位置焊接。
18、进一步地,在第一起弧时间和/或第二起弧时间内,提供脉冲电流,脉冲电流的脉冲峰值期间在每个脉冲时间内的占比范围在30%~35%。
19、进一步地,所述第一距离和第二距离相等。
20、与现有技术相比较,本申请所提供的技术方案具有以下优点:
21、1.本申请使用脉冲电流作为焊接电流,并将该脉冲电流的脉冲频率控制为与焊接时在基材里侧的熔池所需的频率进行焊接。由此,在小孔焊接时能够可靠地得到无垂落且稳定的熔透焊道。
22、2.管道固定焊接过程中,无需加工接头斜面(joint bevel),也无需送丝,即可实现高厚度的全位置焊接,节省成本,提高焊接效率。
技术特征:
1.一种管道焊接系统,其特征在于,所述管道焊接系统包括:
2.根据权利要求1所述的管道焊接系统,其特征在于,所述峰值电流范围在500~1000a。
3.根据权利要求1或2所述的管道焊接系统,其特征在于,所述脉冲频率设置在10000~15000hz范围内。
4.根据权利要求1或2所述的管道焊接系统,其特征在于,脉冲电流的脉冲峰值期间在每个脉冲时间内的占比范围在30%~35%。
5.根据权利要求1或2所述的管道焊接系统,其特征在于,所述管道区段的厚度范围为3~6mm。
6.根据权利要求1或2所述的管道焊接系统,其特征在于,管道焊接系统采用选自下组的气体作为保护气:氩气和/或氢气。
7.根据权利要求6所述的管道焊接系统,其特征在于,所述保护气包括体积比例小于等于10%的氢气,较佳地包括体积比例小于等于5%的氢气。
8.一种管道焊接的方法,其特征在于,所述方法采用如权利要求1至7任一项所述的管道焊接系统,包括步骤:
9.根据权利要求8所述的方法,其特征在于,在第一起弧时间和/或第二起弧时间内,提供脉冲电流,脉冲电流的脉冲峰值期间在每个脉冲时间内的占比范围在30%~35%。
10.根据权利要求8所述的方法,其特征在于,所述第一距离和第二距离相等。
技术总结
本申请公开了一种管道焊接系统和管道焊接方法,K‑TIG焊枪包括焊接电极,焊接电源在待焊接的管道区段输出具有脉冲频率的脉冲电流,其中所述脉冲电流具有多个峰值电流部分和多个基值电流部分,并且待焊接的管道区段保持静止。在保证熔深的同时减少垂滴、焊接熔池塌陷引起融毁等焊接缺陷,实现管道的固定全位置焊接。
技术研发人员:黄巍,李理想,周昀
受保护的技术使用者:乔治洛德方法研究和开发液化空气有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!