曲面工件扩散焊接的加压组件、设备及焊接方法与流程
本发明涉及扩散焊接成型,尤其涉及一种曲面工件扩散焊接设备的加压组件、设备及焊接方法。
背景技术:
1、扩散焊接成型是一种固体连接技术,焊接时将两个待焊接工件紧密压实在一起,并置于真空或惰性气体环境中进行加热,使待焊接工件表面产生塑性变形,达到紧密接触,之后进行加热保温使工件接触面两侧原子间相互扩散而形成冶金连接。采用扩散焊接可以实现整个界面接触位置的连接,这对工件板片实现内部高强度连接极为重要,此外焊接中母材没有熔化凝固的相变过程,因此母材本身性能没有发生明显变化,且焊接接头强度接近甚至达到母材水平。扩散焊适用于绝大部分金属的连接、部分陶瓷、玻璃、硅材料等非金属材料连接,以及异种金属甚至金属-非金属的连接。
2、目前常规的扩散焊接设备仅适用于平面工件的扩散焊接成型,通过少量的施压点作用于一整块阻焊压板上,该方法仅能对焊接工件施加均匀一致的压应力。通过侧壁面加热组件对待焊工件进行加热,无法对工件上下表面进行有效加热。因此,目前的扩散焊接设备及方法无法满足非均匀温度场条件下施压压力分区调节的需求,无法应用于曲面工件,有必要提出一种可进行施压压力分区调节的装置,且适用于各类复杂的曲面工件的扩散焊接设备及方法。
技术实现思路
1、本申请的主要目的在于提供一种曲面工件扩散焊接设备的加压组件、设备及焊接方法,以解决现有的扩散焊接设备对不规则曲面扩散焊接效果不佳的问题。
2、为实现上述目的,本申请提供如下技术方案:一种曲面工件扩散焊接的加压组件,所述加压组件用于与加压系统连接后对所述曲面工件加压,所述加压组件包括:
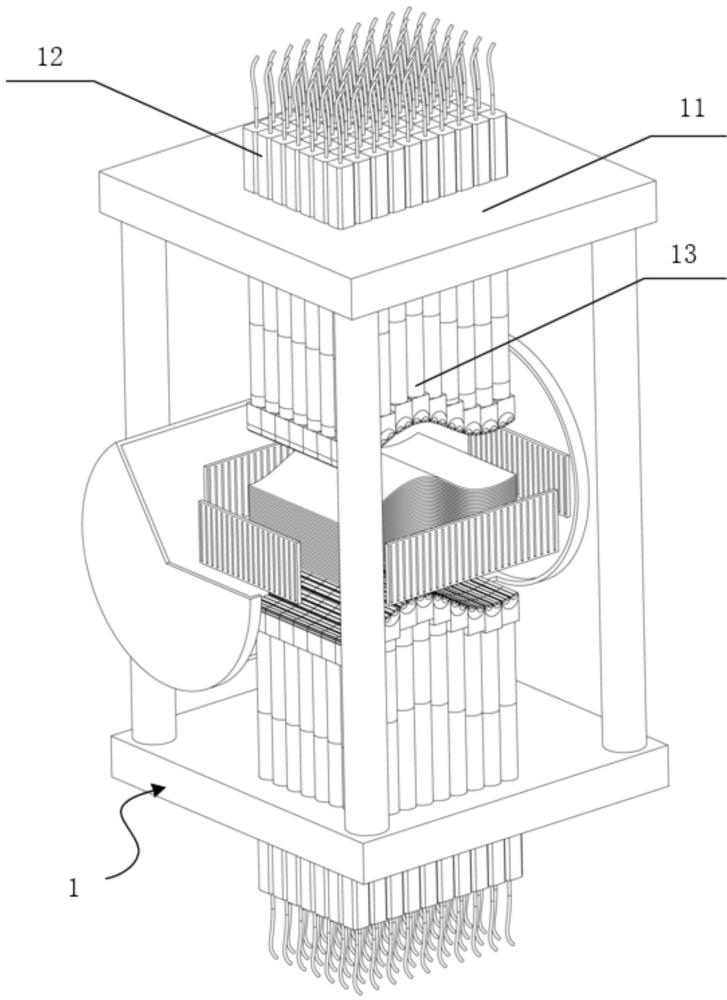
3、点阵加压件,所述点阵加压件包括驱动基座和若干个加压杆,所述驱动基座设有若干个呈点阵分布的安装位,一个加压杆安装在一个安装位上且所有加压杆之间相互平行;所述驱动基座对安装在每个安装位上的加压杆独立驱动,以对所述曲面工件的局部独立加压。
4、可选地,所述加压组件还包括感应加热件,所述感应加热件设置在靠近每个加压杆的自由端,以对曲面工件的曲面分区加热。
5、可选地,所述加压组件还包括曲面接触件,所述曲面接触件包括固定连接在每个加压杆的自由端的压板底座,每个压板底座远离所述加压杆的一端设有多级的活动压板组合,所述活动压板组合包括层设的若干个活动压板,每个压板底座与相邻的活动压板以及各活动压板之间通过电磁吸附和相互配合的关节窝活动连接。
6、可选地,所述关节窝为圆柱面凹腔,并设置在每个压板底座远离所述加压杆的一侧和每个活动压板靠近下一级活动压板的一侧,每个活动压板与所述圆柱面凹腔配合并在外力作用下在所述圆柱面凹腔内活动,每一级活动压板的数量沿所述压板底座至所述曲面工件的方向逐级增加。
7、可选地,所述关节窝为球面凹腔,设置在每个压板底座远离所述加压杆的一侧和每个活动压板靠近下一级活动压板的一侧,每个活动压板与所述球面凹腔配合并在外力作用下在所述球面凹腔内活动,每一级活动压板的数量沿所述压板底座至所述曲面工件的方向逐级增加。
8、可选地,所述活动压板组合与所述曲面工件接触的活动压板上设置有阻焊板。
9、可选地,所述驱动基座通过液压、气压或机械推进方式驱动每个加压杆。
10、可选地,所述安装位的点阵分布轮廓为正多边形。
11、另一方面,本申请还提供一种曲面工件扩散焊接设备,所述曲面工件扩散焊接设备包括加压系统,所述加压系统的输出与如前任一所述的加压组件连接以驱动所述加压组件对待焊工件加压。
12、再一方面,本申请还提供一种曲面工件扩散焊接方法,所述曲面工件扩散焊接方法应用于曲面工件扩散焊接设备,所述曲面工件扩散焊接设备包括加压系统和如前任一项所述的加压组件,所述加压系统的输出与所述加压组件连接,其特征在于,所述曲面工件扩散焊接方法包括:
13、判断所述待焊工件在均匀加热条件下的最大热应力值∆smax是否超过预设允许限值∆slim;
14、若是,根据预设分区加热温度进行加热,并以所述待焊工件在分区加热条件下的最大热应力值∆smax是否超过预设允许限值∆slim为迭代条件,确定上下壁面分区加热温度和所述待焊工件的温度分布场;
15、根据确定的上下壁面分区加热温度和所述待焊工件的第一温度分布场,确定待焊工件各区域的所需施加应力;
16、根据确定的所需施加应力和所述待焊工件的曲面情况,选择匹配的点阵加压件;
17、通过所述加压组件的点阵加压件和感应加热件,对所述待焊工件的分区独立加压和加热以进行压焊。
18、可选地,所述判断所述待焊工件在均匀加热条件下的最大热应力值∆smax是否超过预设允许限值∆slim的步骤中,所述均匀加热条件包括对所述待焊工件的侧壁面均匀加热和对所述待焊工件的上下壁面均匀加热。
19、可选地,所述根据确定的上下壁面分区加热温度和所述待焊工件的第一温度分布场,确定待焊工件各区域的所需施加应力的步骤中,所述待焊工件各区域的所需施加应力通过如下模型确定;
20、
21、其中,qlocal表示工件局部扩散焊接强度,tlocal表示工件局部温度,σlocal表示工件局部应力值,c0表示归一化系数,为常数,n为归一化指数,e表示体积扩散活化能,与材料种类相关的常数,r表示气体常数。
22、本申请的曲面工件扩散焊接的加压组件用于与加压系统连接后对所述曲面工件加压,包括点阵加压件和感应加热件,所述点阵加压件包括驱动基座和若干个加压杆,所述驱动基座设有若干个呈点阵分布的安装位,一个加压杆安装在一个安装位上且所有加压杆之间相互平行;所述驱动基座对安装在每个安装位上的加压杆独立驱动,以对所述曲面工件的局部独立加压。本申请的加压组件通过在驱动基座上设置若干个在同一面上呈点阵分布的安装位并在每个安装位上装设加压杆形成点阵加压件,其中,点阵加压件受压系统控制,并且加压系统通过驱动基座对每个安装位上的加压杆独立控制、互不干扰,从而在对曲面工件进行压焊时,可以根据曲面工件的实际轮廓调整加压组件各区域的施加应力;同时,通过在靠近每个加压杆的自由端设置感应加热件,以对曲面工件的曲面分区加热,从而满足不规则曲面工件的曲面各区域所需的不同加热温度。综上,本申请的加压组件解决了目前扩散焊接中平面等值加压组件无法对曲面工件进行压焊的问题,实现了对曲面工件的有效压焊。
技术特征:
1.一种曲面工件扩散焊接的加压组件,所述加压组件用于与加压系统连接后对所述曲面工件加压,其特征在于,所述加压组件包括:
2.根据权利要求1所述的加压组件,其特征在于,所述加压组件还包括感应加热件,所述感应加热件设置在靠近每个加压杆的自由端,以对曲面工件的曲面分区加热。
3.根据权利要求2所述的加压组件,其特征在于,所述加压组件还包括曲面接触件,所述曲面接触件包括固定连接在每个加压杆的自由端的压板底座,每个压板底座远离所述加压杆的一端设有多级的活动压板组合,所述活动压板组合包括层设的若干个活动压板,每个压板底座与相邻的活动压板以及各活动压板之间通过电磁吸附和相互配合的关节窝活动连接。
4.根据权利要求3所述的加压组件,其特征在于,所述关节窝为圆柱面凹腔,并设置在每个压板底座远离所述加压杆的一侧和每个活动压板靠近下一级活动压板的一侧,每个活动压板与所述圆柱面凹腔配合并在外力作用下在所述圆柱面凹腔内活动,每一级活动压板的数量沿所述压板底座至所述曲面工件的方向逐级增加。
5.根据权利要求3所述的加压组件,其特征在于,所述关节窝为球面凹腔,设置在每个压板底座远离所述加压杆的一侧和每个活动压板靠近下一级活动压板的一侧,每个活动压板与所述球面凹腔配合并在外力作用下在所述球面凹腔内活动,每一级活动压板的数量沿所述压板底座至所述曲面工件的方向逐级增加。
6.根据权利要求4或5所述的加压组件,其特征在于,所述活动压板组合与所述曲面工件接触的活动压板上设置有阻焊板。
7.根据权利要求3所述的加压组件,其特征在于,所述驱动基座通过液压、气压或机械推进方式驱动每个加压杆。
8.根据权利要求1所述的加压组件,其特征在于,所述安装位的点阵分布轮廓为正多边形。
9.一种曲面工件扩散焊接设备,其特征在于,所述曲面工件扩散焊接设备包括加压系统,所述加压系统的输出与如权利要求1~8任一项所述的加压组件连接以驱动所述加压组件对待焊工件加压。
10.一种曲面工件扩散焊接方法,所述曲面工件扩散焊接方法应用于曲面工件扩散焊接设备,所述曲面工件扩散焊接设备包括加压系统和如权利要求2~8任一项所述的加压组件,所述加压系统的输出与所述加压组件连接,其特征在于,所述曲面工件扩散焊接方法包括:
11.根据权利要求10所述的曲面工件扩散焊接方法,其特征在于,所述判断所述待焊工件在均匀加热条件下的最大热应力值∆smax是否超过预设允许限值∆slim的步骤中,所述均匀加热条件包括对所述待焊工件的侧壁面均匀加热和对所述待焊工件的上下壁面均匀加热。
12.根据权利要求10所述的曲面工件扩散焊接方法,其特征在于,所述根据确定的上下壁面分区加热温度和所述待焊工件的第一温度分布场,确定待焊工件各区域的所需施加应力的步骤中,所述待焊工件各区域的所需施加应力通过如下模型确定;
技术总结
本申请公开了一种曲面工件扩散焊接的加压组件、设备及焊接方法,加压组件用于与加压系统连接后对曲面工件加压,加压组件包括:点阵加压件,点阵加压件包括驱动基座和若干个加压杆,驱动基座设有若干个呈点阵分布的安装位,一个加压杆安装在一个安装位上且所有加压杆之间相互平行;驱动基座对安装在每个安装位上的加压杆独立驱动,以对曲面工件的局部独立加压;感应加热件,感应加热件设置在靠近每个加压杆的自由端,以对曲面工件的局部独立加热。本申请的加压组件通过点阵分布形式和独立控制模式使加压过程可以根据工件的实际表面形状和所需的压应力、温度条件进行分区调整,有效改善了非平整表面工件的扩散焊接效果和效率。
技术研发人员:唐佳,黄彦平,刘睿龙,刘旻昀,荚川
受保护的技术使用者:中国核动力研究设计院
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!