一种空心电机轴第一内孔收口处理方法与流程
本发明涉及空心电机轴加工,具体涉及一种主要用于新能源车的空心电机轴第一内孔收口处理方法。
背景技术:
1、电机轴,尤其是新能源车辆的电机轴,通常因要求减轻质量而采用具有第一内孔的空心轴,且第一内孔通常是盲孔;而且由于动力传递的需要,对轴自身的质量要求,如平整度、平行度、端面跳动、直径误差等都有较高的要求。
2、现有技术中,新能源车电机轴采用机加工工艺,但机加工工艺复杂、程序较多,导致加工工时较多,增大了制造成本;而且,因为机加工工艺复杂,导致工件合格率较低,也增大了制造成本。如中国专利cn218800403u公开的名称为新能源电机轴车钻一体机的实用新型专利,其采用的技术结构是:床身的外壁固定连接有机架,所述机架的外壁固定连接有第一马达与第二马达,所述第一马达活动端的外壁固定连接有第一安装架,所述第二马达活动端的外壁固定连接有第二安装架,所述第一安装架的外壁安装有第一刀塔,所述第二安装架的外壁安装有第二刀塔,所述第一安装架与第二安装架的外壁均固定连接有第三马达,两个第三马达活动端的外壁分别与第一刀塔、第二刀塔的外壁固定连接,所述第二刀塔的外壁设有转动机构;该专利通过设置第一马达、第二马达、第一安装架、第二安装架、第一刀塔、第二刀塔与第三马达,并且电机驱动主轴进行转动,使第一刀塔与第二刀塔对新能源电机轴的两端进行切削,可通过深孔钻动力头使深孔头对新能源电机轴进行深孔加工,方便实现高精度车削的同时,实现第一内孔的一次性加工,进行自动化生产。
3、但,该技术仍然是采用机加工为主的制造方式,还是存在机加工工艺复杂、程序较多,制造成本较高、合格率较低等问题。
技术实现思路
1、针对上述现有技术的不足,本发明所要解决的技术问题是:如何提供一种空心电机轴第一内孔收口处理方法,。
2、为了解决上述技术问题,本发明采用了如下的技术方案:
3、一种空心电机轴第一内孔收口处理方法,其特征在于包括如下步骤,
4、1)备料:按照工艺要求,准备合适的钢材材料;
5、2)锻压第一内孔:按照工艺要求,将坯料放在第一锻模内,进行冷锻、温锻或者热锻,经锻压处理获得第一内孔,并从坯料的锻压端面开始,在坯料的外圆面获得一段直径增大的台阶面;
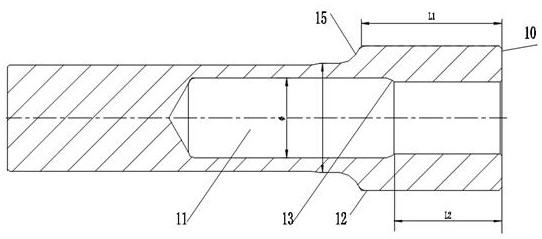
6、3)按照工艺要求,将经过前述步骤2)处理后的坯料进行机加工,主要包括对第一内孔进加工,得到内腔凸台;从工件的锻压端面端面计算,台阶面的轴向长度l1大于第一内孔的内腔凸台距离锻压端面端面的距离l2;
7、4)冷锻封闭第一内孔:将经过前述步骤3)加工处理后的坯料放在第二冷锻模具内,进行冷锻,冷锻时以坯料台阶面的外缘凸肩为与第二冷锻模具的定位点,与第二冷锻模具配合定位;在锻压头压力作用下,坯料从锻压端面开始,第一内孔逐渐缩小,台阶面的长度逐渐缩短;冷锻处理后,从锻压端面开始,第一内孔的一段长度的内孔部分或者全部被封闭;
8、5)按照工艺要求,将经过前述步骤4)处理后的坯料进行机加工,得到孔径缩小的第二内孔,第二内孔与第一内孔连通,形成空心电机轴工件的盲孔;第二内孔的直径小于第一内孔。
9、这样,本发明采用温锻或热锻加冷锻收口的工艺方法,能够大幅度减少机加工的步骤,减少机加工工时,显著提高工作效率,降低制作成本。还有,本发明在冷锻收口时,坯料的第一内孔在外圆面采用台阶面及其外缘凸肩进行保护,第一内孔在内壁采用内腔凸台进行保护,在冷锻时对第一内孔的内、外侧产生了的保护作用,防止远离锻压端面的第一内孔向内收缩,使从外缘凸肩开始的远离锻压端面的这一段第一内孔的内径基本保持不变,冷锻收口后直接获得直径基本保持不变的第一内孔。
10、进一步的,所述步骤2)的锻压,采用冷锻、温锻或者热锻。
11、进一步的,所述步骤1)的备料,将一长段棒材切割成满足工艺要求的一小段。
12、进一步的,对步骤1)的备料进行除锈处理。
13、进一步的,对步骤1)的备料进行抛丸处理。
14、综上所述,本发明的有益效果在于:
15、1、本发明采用温锻或热锻加冷锻收口的工艺方法,能够大幅度减少机加工的步骤,减少机加工工时,显著提高工作效率,降低制作成本。
16、2、本发明在冷锻收口时,坯料的第一内孔在外圆面采用台阶面及其外缘凸肩进行保护,第一内孔在内壁采用内腔凸台进行保护,在冷锻时对第一内孔的内、外侧产生了的保护作用,防止远离锻压端面的第一内孔向内收缩,使从外缘凸肩开始的远离锻压端面的这一段第一内孔的内径基本保持不变,冷锻收口后直接获得直径基本保持不变的第一内孔。
17、3、本发明采用温锻或热锻加冷锻收口的工艺方法,能够适应大批量生产的需要,获得质量稳定、成本降低的工件。
技术特征:
1.一种空心电机轴第一内孔收口处理方法,其特征在于包括如下步骤,
2.根据权利要求1所述的空心电机轴第一内孔收口处理方法,其特征在于,所述步骤2)的锻压,采用冷锻、温锻或者热锻。
3.根据权利要求1所述的空心电机轴第一内孔收口处理方法,其特征在于,所述步骤1)的备料,将一长段棒材切割成满足工艺要求的一小段。
4.根据权利要求3所述的空心电机轴第一内孔收口处理方法,其特征在于,对步骤1)的备料进行除锈处理。
5.根据权利要求3所述的空心电机轴第一内孔收口处理方法,其特征在于,对步骤1)的备料进行抛丸处理。
技术总结
本发明公开了空心电机轴第一内孔收口处理方法,步骤为,1)备料;2)锻压第一内孔,经锻压处理获得第一内孔,并从坯料的锻压端面开始,在坯料的外圆面获得一段直径增大的台阶面;3)对坯料进行机加工,主要包括对第一内孔进加工,得到内腔凸台;4)冷锻封闭第一内孔;冷锻处理后,从锻压端面开始,第一内孔的一段部分或者全部被封闭;5)将坯料进行机加工,得到孔径缩小的第二内孔,第二内孔与第一内孔连通,形成空心电机轴工件的盲孔;第二内孔的直径小于第一内孔。本发明采用温锻或热锻加冷锻收口,能够大幅度减少机加工的步骤,减少机加工工时,显著提高工作效率,降低制作成本。
技术研发人员:敬勇,陈忠,胡斌,苏涛
受保护的技术使用者:重庆升科精锻科技有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!