一种弧形锥齿轮的精加工工艺的制作方法
本发明涉及齿轮制造,具体为一种弧形锥齿轮的精加工工艺。
背景技术:
1、锥齿轮也叫伞齿轮,广泛应用于工业传动设备如车辆差速器、机车、船舶、电厂、钢厂和铁路轨道检测等。通常其按照齿数、模数、压力角、齿顶高、齿根高、面锥角、分锥角、根锥角、背锥距、轮冠距、安装距、固定弦齿厚、固定弦齿高、变位系数和侧隙等可分为多种结构。
2、目前,弧形锥齿轮在加工成型后,还需要对齿轮进行精加工,以确保齿轮齿廓的准确性和表面光洁度,从而得到更为精细的产品。现有的弧形锥齿轮的精加工工艺,通常是对弧形锥齿轮的齿廓进行细致的磨削和研磨,而对齿轮的两个端面的打磨往往比较粗糙,而在齿轮粗成品成型后,齿轮两端面不可避免地存在毛刺,现有技术一般采用锉刀磋磨或者直接使用砂轮机打磨,操作不当很容易造成齿轮表面过度磨损,影响弧形锥齿轮的成品质量。
技术实现思路
1、本发明的目的就在为了解决上述的问题而提供的一种弧形锥齿轮的精加工工艺,打磨精度高且不会用力过度导致弧形锥齿轮端面过度磨损,弧形锥齿轮的成品质量较高。
2、本发明通过以下技术方案来实现上述目的,一种弧形锥齿轮的精加工工艺,包括如下步骤:
3、1)夹持定位:采用工装夹具对待加工齿轮进行夹持定位,将待加工齿轮固定在加工工位上,使得齿轮的齿牙朝上;
4、2)剃齿加工:采用剃齿机对齿轮进行加工,利用剃齿刀的切削运动去除齿轮的齿牙间的切屑;
5、3)齿轮磨削:采用成型磨齿机对经过步骤2)处理后的齿轮进行加工,预先根据待加工齿轮的模数、压力角和齿数修整砂轮,再利用砂轮的高速旋转对齿轮进行磨削;
6、4)齿轮研磨:采用齿轮研磨机对经过步骤3)处理后的齿轮进行加工,先将研磨板与待加工齿轮表面紧密配合,再利用压力将液体磨料送入研磨板与齿轮之间,驱动齿轮旋转,去除齿牙表面的金属杂质;
7、5)齿轮珩磨:采用齿轮珩磨机对经过步骤4)处理后的齿轮进行加工,利用珩磨轮的切削运动对齿轮的齿牙间的切屑进行二次清除;
8、6)端面打磨:先将经过步骤5)处理后的齿轮从工装夹具上拆下,调整齿轮位置后再通过工装夹具固定,使得齿轮的端面朝上,然后通过打磨装置对齿轮的端面进行打磨,一面操作完毕后换面继续操作,通过打磨砂带去除齿轮两端面上的毛刺。
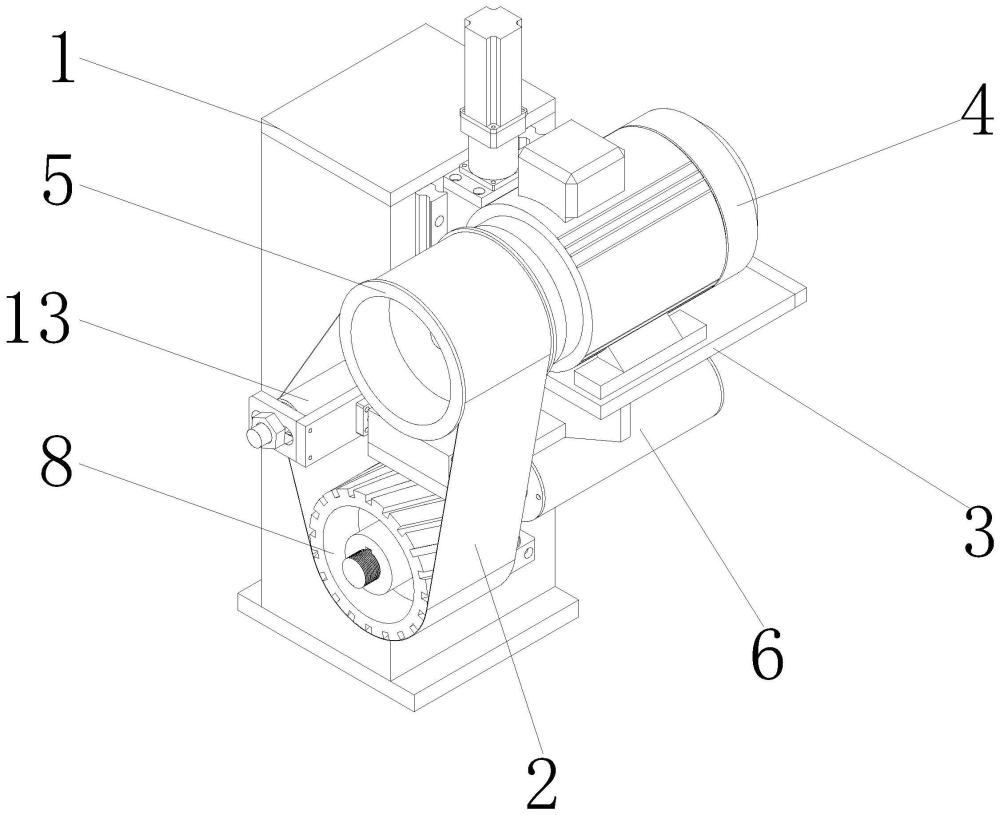
9、作为本发明的进一步设置,所述步骤6)中的打磨装置包括支架,所述支架上设置有打磨机构及用于驱动打磨机构升降的升降机构,所述打磨机构包括打磨砂带及用于驱动打磨砂带往复运转的驱动机构。
10、作为本发明的进一步设置,所述驱动机构包括安装座,所述安装座顶部设置有旋转电机,所述旋转电机的输出端上连接有驱动带轮,所述安装座上位于旋转电机下方位置设置有支撑筒,所述支撑筒上转动连接有转动轴,所述转动轴上连接有斜齿带轮,所述打磨砂带连接在驱动带轮与斜齿带轮之间。
11、作为本发明的进一步设置,所述安装座上设置有张紧机构,所述张紧机构用于压紧于所述打磨砂带以使所述打磨砂带张紧。
12、作为本发明的进一步设置,所述张紧机构包括固定连接在安装座侧壁上的支撑板,所述支撑板上设置有导杆气缸,所述导杆气缸的活塞上连接有支撑座,所述支撑座内部转动连接有张紧轮。
13、作为本发明的进一步设置,所述升降机构包括驱动电机,所述驱动电机的输出端上连接有螺纹丝杆,所述螺纹丝杆上螺纹连接有螺母座,所述螺母座固定连接在安装座上。
14、作为本发明的进一步设置,所述支架侧壁上位于螺纹丝杆两侧位置沿竖向均设置有直线导轨,所述安装座上设置有滑动连接在直线导轨上的滑块。
15、作为本发明的进一步设置,所述支撑筒内部安装有若干滚珠轴承,所述滚珠轴承套设在转动轴位于支撑筒内部的一端上。
16、作为本发明的进一步设置,所述张紧轮采用pvc材料制成。
17、综上所述,本发明具有以下有益效果:
18、1、本发明的工艺步骤简单有序,自动化程度高,加工效率高,先对弧形锥齿轮的齿牙进行精加工,提升齿牙的精度,从而保证了弧形锥齿轮齿廓的准确性和表面光洁度,再利用打磨砂带打磨弧形锥齿轮的两个端面,去除弧形锥齿轮两端面上的毛刺,提升了弧形锥齿轮两端面上的光洁度和平整度,从而提升了弧形锥齿轮的精度,且打磨砂带柔软且韧性好,因此打磨时用力平缓,打磨精度高且不会用力过度导致弧形锥齿轮端面过度磨损,从而保证了弧形锥齿轮的成品质量;
19、2、本发明通过设置打磨装置进行打磨,操作较为便捷简单,效率高,且能够对弧形锥齿轮端面进行细致均匀的打磨加工,提升打磨精度,从而提升了弧形锥齿轮的成品质量。
技术特征:
1.一种弧形锥齿轮的精加工工艺,其特征在于:包括如下步骤:
2.根据权利要求1所述的一种弧形锥齿轮的精加工工艺,其特征在于:所述步骤6)中的打磨装置包括支架(1),所述支架(1)上设置有打磨机构及用于驱动打磨机构升降的升降机构,所述打磨机构包括打磨砂带(2)及用于驱动打磨砂带(2)往复运转的驱动机构。
3.根据权利要求2所述的一种弧形锥齿轮的精加工工艺,其特征在于:所述驱动机构包括安装座(3),所述安装座(3)顶部设置有旋转电机(4),所述旋转电机(4)的输出端上连接有驱动带轮(5),所述安装座(3)上位于旋转电机(4)下方位置设置有支撑筒(6),所述支撑筒(6)上转动连接有转动轴(7),所述转动轴(7)上连接有斜齿带轮(8),所述打磨砂带(2)连接在驱动带轮(5)与斜齿带轮(8)之间。
4.根据权利要求3所述的一种弧形锥齿轮的精加工工艺,其特征在于:所述安装座(3)上设置有张紧机构,所述张紧机构用于压紧于所述打磨砂带(2)以使所述打磨砂带(2)张紧。
5.根据权利要求4所述的一种弧形锥齿轮的精加工工艺,其特征在于:所述张紧机构包括固定连接在安装座(3)侧壁上的支撑板(9),所述支撑板(9)上设置有导杆气缸(10),所述导杆气缸(10)的活塞(11)上连接有支撑座(12),所述支撑座(12)内部转动连接有张紧轮(13)。
6.根据权利要求3所述的一种弧形锥齿轮的精加工工艺,其特征在于:所述升降机构包括驱动电机(14),所述驱动电机(14)的输出端上连接有螺纹丝杆(15),所述螺纹丝杆(15)上螺纹连接有螺母座(16),所述螺母座(16)固定连接在安装座(3)上。
7.根据权利要求6所述的一种弧形锥齿轮的精加工工艺,其特征在于:所述支架(1)侧壁上位于螺纹丝杆(15)两侧位置沿竖向均设置有直线导轨(17),所述安装座(3)上设置有滑动连接在直线导轨(17)上的滑块(18)。
8.根据权利要求3所述的一种弧形锥齿轮的精加工工艺,其特征在于:所述支撑筒(6)内部安装有若干滚珠轴承(19),所述滚珠轴承(19)套设在转动轴(7)位于支撑筒(6)内部的一端上。
9.根据权利要求5所述的一种弧形锥齿轮的精加工工艺,其特征在于:所述张紧轮(13)采用pvc材料制成。
技术总结
本发明公开了一种弧形锥齿轮的精加工工艺,涉及齿轮制造技术领域,旨在解决弧形锥齿轮表面打磨时容易过度磨损的问题,其技术方案要点是:包括如下步骤:夹持定位、剃齿加工、齿轮磨削、齿轮研磨、齿轮珩磨、端面打磨。本发明的弧形锥齿轮的精加工工艺步骤简单有序,自动化程度高,加工效率高,提升齿牙的精度,从而保证了弧形锥齿轮齿廓的准确性和表面光洁度,提升了弧形锥齿轮两端面上的光洁度和平整度,从而提升了弧形锥齿轮的精度,且打磨砂带柔软且韧性好,因此打磨时用力平缓,打磨精度高且不会用力过度导致弧形锥齿轮端面过度磨损,从而保证了弧形锥齿轮的成品质量。
技术研发人员:蔡兴江,吕伟东
受保护的技术使用者:浙江新昌汇盟机械有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!