一种自动化焊接重型转子修复平台的制作方法
本发明涉及焊接自动化装备领域,具体为一种自动化焊接重型转子修复平台。
背景技术:
1、rpf旋转阀转子密封面磨损主要的形式以及原因如下:(1)旋转阀转子密封面磨损状态:呈沟槽状,生产运行过程中持续漏料;(2)旋转阀转子轴承位长期旋转运转,导致轴承位形成磨损。传统工艺增材制造加工会造成的问题如下:(1)大型专用特种设备较少,运输、修复等成本高。(2)人工焊接效率低,影响修复周期。
2、另外,在普通卧式中小型自动化焊接平台上,承接重型回转工件(如:重型rpf转子)的表面堆焊任务时,无法实现自动化焊接,堆焊工作量大,工作环境不佳,使用人工堆焊效率低,工作质量难以保证。
技术实现思路
1、本发明的目的在于提供一种自动化焊接重型转子修复平台,解决现有技术化工当中rpf重型转子表面磨损需熔覆焊材进行增材制造的效率和质量问题。
2、为了实现上述目的,本发明提供如下技术方案:
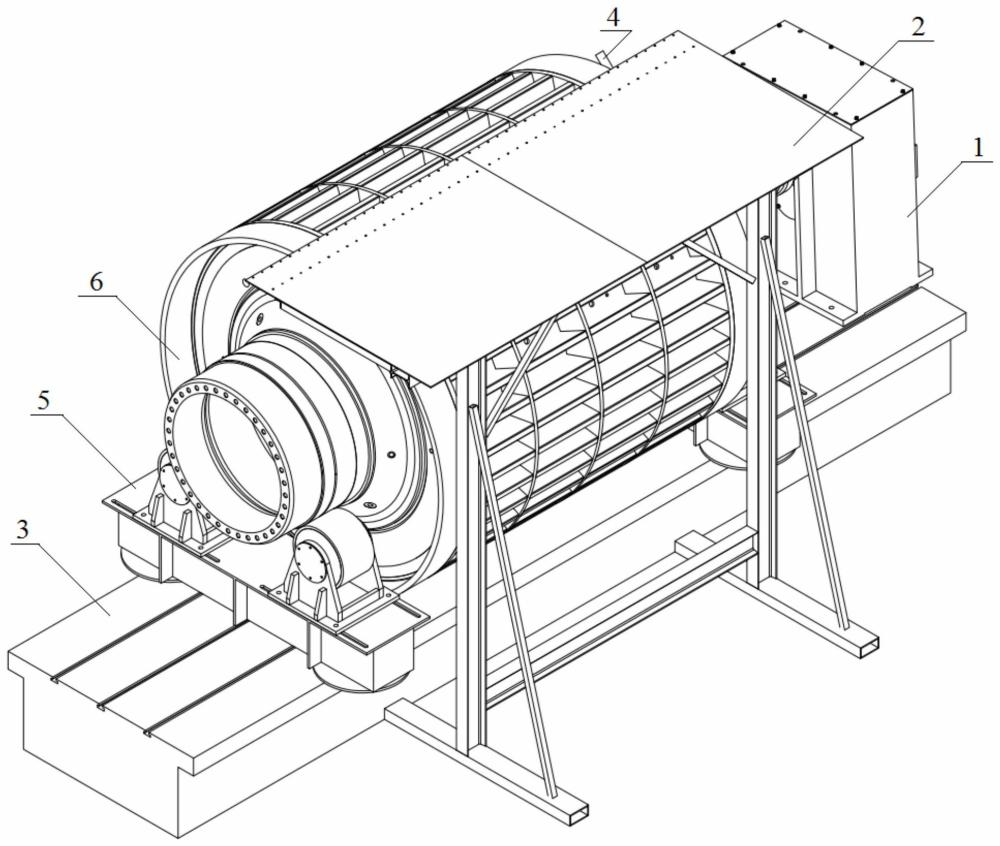
3、一种自动化焊接重型转子修复平台,包括动力箱、焊机平台、t型槽平台、转子夹具、滚轮支架,具体结构如下:两个滚轮支架相对平行安装于t型槽平台上,动力箱安装于t型槽平台上的一个滚轮支架外侧,焊机平台设置于t型槽平台的一侧且位于滚轮支架上的转子上方,转子夹具设置于动力箱与转子之间,转子夹具的一侧与动力箱的输出端连接,转子夹具的另一侧与转子的一端连接。
4、所述的自动化焊接重型转子修复平台,动力箱包括伺服电机、行星减速机、激光器减速箱、卡盘,行星减速机位于伺服电机与激光器减速箱之间,激光器减速箱位于卡盘与行星减速机之间,卡盘安装于减速箱上。
5、所述的自动化焊接重型转子修复平台,每个滚轮支架设有滚轮、支架、底座、滑槽,底座上相对平行安装两个支架,每个支架的底部四角分别与底座顶部的两个相对平行滑槽相对应,支架的底部四角通过螺栓穿设于滑槽固定,每个支架上安装滚轮轴,滚轮轴通过圆柱滚子轴承安装滚轮。
6、所述的自动化焊接重型转子修复平台,t型槽平台通过t型螺母将动力箱、滚轮支架固定于t型槽平台上。
7、所述的自动化焊接重型转子修复平台,转子夹具为十字形结构,转子夹具的一侧中心设有夹具安装盘,通过夹具安装盘与动力箱的卡盘连接,转子夹具的另一侧四角分别设有螺杆,通过螺杆与转子尾端连接。
8、所述的自动化焊接重型转子修复平台,将动力箱和转子夹具以及两个滚轮支架安装于t型槽平台上,将转子吊装至滚轮支架上,转子的一端与转子夹具相连,调整每个滚轮支架上两个滚轮之间的距离,以调整转子中心高度,将转子中心高度与动力箱中心高度对齐后,锁紧两个滚轮,使两个滚轮的间距固定,将转子完全放下,放置在两个滚轮支架上,使用转子夹具锁紧转子,转子装夹完成。
9、所述的自动化焊接重型转子修复平台,焊机平台上的前端部开有两排安装孔,将焊机平台放置于转子一侧,使之与t型槽平台上下相对静止,且焊机平台上有安装孔的一侧位于转子正上方,通过安装孔在焊机平台上安装滚珠丝杆滑动平台,将滚珠丝杆滑动平台安装完成后锁紧,在滚珠丝杆滑动平台上安装伺服电机、焊机,焊机的输出端通过焊枪夹持器安装焊枪。
10、本发明的优点及有益效果是:
11、1、本发明可以使中小型焊接设备以较低的改装成本承接重型工件的自动化焊接任务,节约了焊接成本,可大大压缩生产周期,改善工作环境,提高焊接生产质量。转子外圆的焊接速度为6mm/s,每圈的搭接量为4mm,为实现自动化焊接转子外圆,以直径为2000mm的转子外圆为例,转子自转速度为17分30秒一圈,焊枪直线移动速度为4分23秒每1mm。
12、2、本发明可以使中小型焊接平台实现重型大转子表面的自动化熔覆焊接工作,无需将工件运至特种设备上进行施工。
技术特征:
1.一种自动化焊接重型转子修复平台,其特征在于,包括动力箱、焊机平台、t型槽平台、转子夹具、滚轮支架,具体结构如下:两个滚轮支架相对平行安装于t型槽平台上,动力箱安装于t型槽平台上的一个滚轮支架外侧,焊机平台设置于t型槽平台的一侧且位于滚轮支架上的转子上方,转子夹具设置于动力箱与转子之间,转子夹具的一侧与动力箱的输出端连接,转子夹具的另一侧与转子的一端连接。
2.根据权利要求1所述的自动化焊接重型转子修复平台,其特征在于,动力箱包括伺服电机、行星减速机、激光器减速箱、卡盘,行星减速机位于伺服电机与激光器减速箱之间,激光器减速箱位于卡盘与行星减速机之间,卡盘安装于减速箱上。
3.根据权利要求1所述的自动化焊接重型转子修复平台,其特征在于,每个滚轮支架设有滚轮、支架、底座、滑槽,底座上相对平行安装两个支架,每个支架的底部四角分别与底座顶部的两个相对平行滑槽相对应,支架的底部四角通过螺栓穿设于滑槽固定,每个支架上安装滚轮轴,滚轮轴通过圆柱滚子轴承安装滚轮。
4.根据权利要求1所述的自动化焊接重型转子修复平台,其特征在于,t型槽平台通过t型螺母将动力箱、滚轮支架固定于t型槽平台上。
5.根据权利要求1所述的自动化焊接重型转子修复平台,其特征在于,转子夹具为十字形结构,转子夹具的一侧中心设有夹具安装盘,通过夹具安装盘与动力箱的卡盘连接,转子夹具的另一侧四角分别设有螺杆,通过螺杆与转子尾端连接。
6.根据权利要求1所述的自动化焊接重型转子修复平台,其特征在于,将动力箱和转子夹具以及两个滚轮支架安装于t型槽平台上,将转子吊装至滚轮支架上,转子的一端与转子夹具相连,调整每个滚轮支架上两个滚轮之间的距离,以调整转子中心高度,将转子中心高度与动力箱中心高度对齐后,锁紧两个滚轮,使两个滚轮的间距固定,将转子完全放下,放置在两个滚轮支架上,使用转子夹具锁紧转子,转子装夹完成。
7.根据权利要求1所述的自动化焊接重型转子修复平台,其特征在于,焊机平台上的前端部开有两排安装孔,将焊机平台放置于转子一侧,使之与t型槽平台上下相对静止,且焊机平台上有安装孔的一侧位于转子正上方,通过安装孔在焊机平台上安装滚珠丝杆滑动平台,将滚珠丝杆滑动平台安装完成后锁紧,在滚珠丝杆滑动平台上安装伺服电机、焊机,焊机的输出端通过焊枪夹持器安装焊枪。
技术总结
本发明涉及焊接自动化装备领域,具体为一种自动化焊接重型转子修复平台。该修复平台包括动力箱、焊机平台、T型槽平台、转子夹具、滚轮支架,具体结构如下:两个滚轮支架相对平行安装于T型槽平台上,动力箱安装于T型槽平台上的一个滚轮支架外侧,焊机平台设置于T型槽平台的一侧且位于滚轮支架上的转子上方,转子夹具设置于动力箱与转子之间,转子夹具的一侧与动力箱的输出端连接,转子夹具的另一侧与转子的一端连接。本发明可以使中小型焊接平台实现重型大转子表面的自动化熔覆焊接工作,无需将工件运至特种设备上进行施工。
技术研发人员:金昌鸿,郭善赞,曾增伟,洪进学
受保护的技术使用者:浙江翰德圣智能再制造技术有限公司
技术研发日:
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!