双工位环形焊接设备以及工件环形焊接方法与流程
本发明涉及双工位环形焊接设备以及工件环形焊接方法。
背景技术:
1、在现有的技术手段中,将定子、转子等相关零部件装配至压缩机的壳体内腔,随后通过焊接方式将盖体和壳体连接,以形成完整的密封外壳。目前主要采用的技术手段是人工进行焊接,其中焊接操作需要对壳体和盖体连接处进行环形焊接,这导致了较高的人工成本。
2、尽管有一些半自动设备的出现,这些设备允许操作人员将工件(壳体和盖体组装好)放置在半自动焊机中。然而,操作人员仍需手动启动焊机并引导其旋转,以实现对壳体和盖体连接处的环形焊接。这种半自动设备虽然相对于完全手工操作提高了效率,但仍然存在较高的人工成本和较低的工作效率的问题。
3、在这一背景下,寻求更加高效、自动化的焊接方法,以降低人工成本、提高工作效率,并确保压缩机密封效果的稳定性,成为当前技术上需要解决的问题。
技术实现思路
1、本发明的第一目的在于提供一种自动环形焊接、工作效率高的双工位环形焊接设备。
2、本发明的第二目的在于提供一种自动环形焊接、工作效率高的双工位环形焊接设备的工件环形焊接方法。
3、本发明的第一目的是这样实现的:
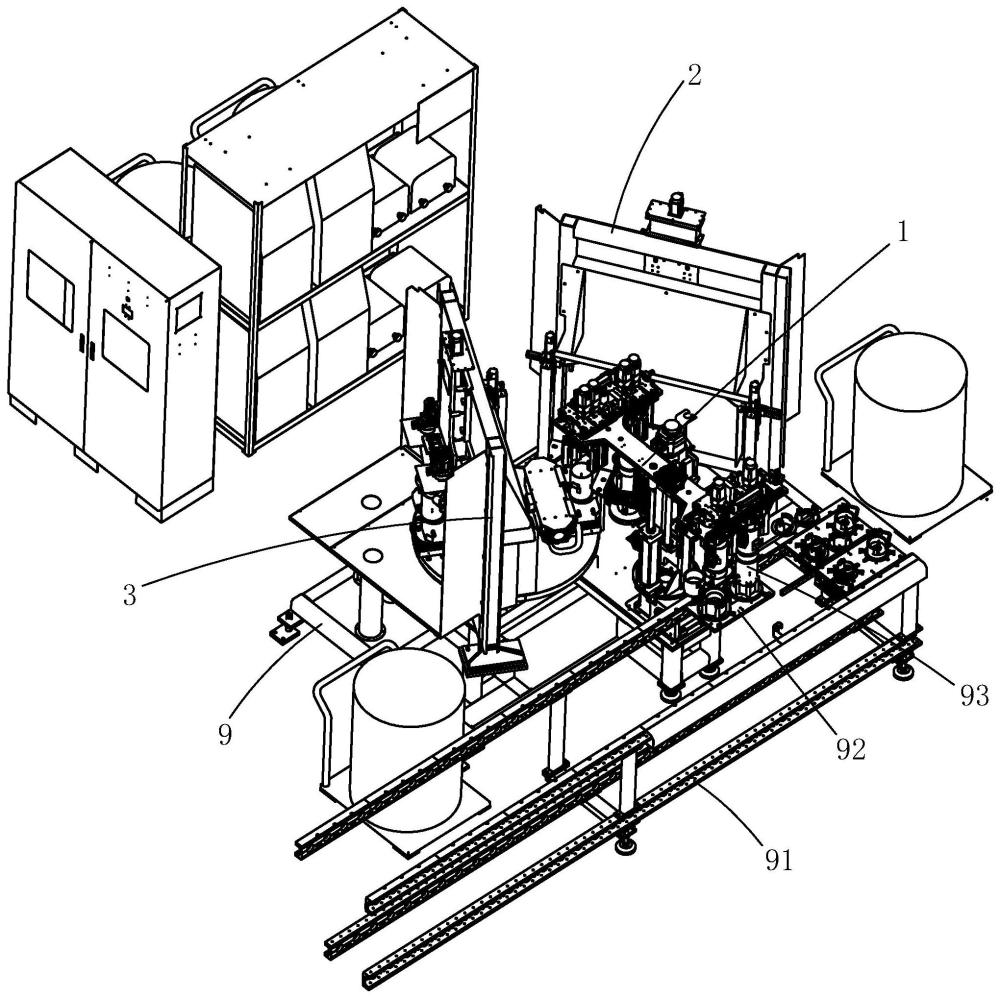
4、一种双工位环形焊接设备,包括机架、用于运输工件的输送线、用于承载工件的托盘、用于上料和下料的旋转机械手、第一环形焊接设备、第二环形焊接设备和控制系统,所述托盘坐于输送线上,输送线带动托盘沿输送线传输;
5、所述第一环形焊接设备和第二环形焊接设备设置在机架上,所述第一环形焊接设备和第二环形焊接设备结构相同;
6、所述第一环形焊接设备包括架体、转盘装置、用于对工件进行环形焊接的焊机装置和用于将工件连接导电碳刷、顶升工件并带动工件旋转的导电顶升旋转装置;
7、所述转盘装置包括用于摆放工件的两个工件摆放座、用于夹持工件并对工件定位的第一夹具、用于夹持工件并对工件定位的第二夹具、转盘和第一电机,所述第一夹具和第二夹具结构相同;
8、所述第一夹具设置在转盘上并位于对应的工件摆放座旁,所述第二夹具设置在转盘上并位于对应的工件摆放座旁,所述第一电机和转盘连接,第一电机带动转盘旋转,调整两个工件摆放座的位置;
9、所述两个工件摆放座对应的转盘下方均设置有所述导电顶升旋转装置;
10、所述旋转机械手设置在机架上并位于第一环形焊接设备和第二环形焊接设备之间,所述旋转机械手包括用于夹取、释放工件的第一夹爪装置、用于夹取、释放工件的第二夹爪装置和旋转机座,所述第一夹爪装置固定在旋转机座的前端,所述第二夹爪装置固定在旋转机座的后端,所述第一夹爪装置和第二夹爪装置结构相同;
11、所述旋转机座带动第一夹爪装置和第二夹爪装置旋转,切换第一夹爪装置和第二夹爪装置的位置;
12、所述输送线、旋转机械手、第一环形焊接设备和第二环形焊接设备分别与控制系统电连接;
13、所述旋转机械手通过第一夹爪装置夹取工件并释放至对应的工件摆放座,第一夹具夹持工件用于调整工件的中心位置,所述第一电机带动转盘旋转,导致第一夹具进入焊机装置的焊接区域内,此时导电顶升旋转装置工作,导电顶升旋转装置的顶升旋转结构穿过对应的工件摆放座顶起工件进入焊接区域并带动工件旋转,同时导电碳刷接触工件,接着焊机装置对应工件进行焊接,实现焊机装置对工件进行环形焊接。
14、高效自动化焊接:通过输送线、旋转机械手和两个环形焊接设备的协同工作,实现了高效的自动化环形焊接过程,旋转机械手负责夹取和释放工件,而两个环形焊接设备可以同时进行焊接,提高了生产效率。
15、精准定位和调整:通过第一夹爪装置、第二夹爪装置以及转盘装置的配合,可以实现对工件的精准夹持、定位和调整,这有助于确保焊接过程中工件的准确定位,提高焊接质量。
16、多功能焊接装置:第一环形焊接设备包括焊机装置和导电顶升旋转装置,这两者共同作用于工件的环形焊接,导电顶升旋转装置通过顶升旋转结构和导电碳刷,实现对工件的顶升和旋转,为焊机提供了良好的工作条件。
17、灵活切换焊接装置:通过旋转机座带动第一夹爪装置和第二夹爪装置的旋转,可以灵活切换这两个夹爪装置的位置,这种设计使得设备可以适应不同类型或尺寸的工件,提高了设备的适用性和灵活性。
18、全面的电气控制:输送线、旋转机械手、第一环形焊接设备和第二环形焊接设备都与控制系统电连接,这提供了全面的电气控制,方便对整个系统进行集中控制和监测。
19、总体而言,这一双工位环形焊接设备通过优化结构设计和引入自动化元素,提高了焊接效率、精度和灵活性,为工业生产提供了更先进的焊接解决方案。
20、本发明的第一目的还可以采用以下技术措施解决:
21、进一步地,所述旋转机座包括第二电机、横梁、支撑架和第一气缸,所述支撑架和第二电机的转轴连接,第二电机工作带动支撑架旋转;
22、所述横梁以竖向滑动方式连接支撑架,所述第一气缸设置在支撑架上,第一气缸的推杆连接横梁,第一气缸工作带动横梁升降;
23、所述第一夹爪装置设置在横梁前端,所述第二夹爪装置设置在横梁后端。
24、旋转机座的稳定性:支撑架与第二电机转轴的连接以及第二电机的工作方式,有助于提高旋转机座的稳定性,这种结构可以确保在旋转过程中有足够的支撑和平衡,减少振动,有利于设备的可靠运行。
25、垂直升降调整:通过横梁的竖向滑动连接方式和第一气缸的推杆连接横梁,实现了旋转机座的垂直升降调整,这种设计可以使第一夹爪装置和第二夹爪装置在垂直方向上进行灵活的调整,以适应不同高度的工件。
26、精准夹持位置控制:第一夹爪装置和第二夹爪装置设置在横梁的前端和后端,通过旋转机座的工作,可以实现这两个夹爪装置的位置切换,这样的设计有助于在夹取和释放工件时实现更精准的位置控制,提高了系统的定位准确性。
27、多功能气动升降:第一气缸的设置使得横梁可以进行升降运动,这种多功能的气动升降系统使得旋转机座可以根据需要调整夹爪装置的高度,适应不同高度的工作场景。
28、总体而言,这一旋转机座的设计通过引入横梁、支撑架、第二电机和第一气缸,增强了机座的稳定性和灵活性,为整个系统提供了更强大的操作和适应性,有助于提高设备的性能和工作效率。
29、进一步地,所述第一夹爪装置包括左夹爪组件、右夹爪组件、滑行板和第二气缸,所述左夹爪组件和右夹爪组件分别以滑动方式设置在滑行板上,所述第二气缸分别连接左夹爪组件和右夹爪组件,第二气缸动作带动左夹爪组件和右夹爪组件相互靠拢或相互分离。
30、夹爪的独立控制:第一夹爪装置包括左夹爪组件和右夹爪组件,它们分别以滑动方式设置在滑行板上,通过这种设计,左夹爪和右夹爪可以独立滑动,实现对工件的灵活夹持。这对于处理异型工件或需要不对称夹持的情况非常有用。
31、滑行板的平稳运动:滑行板作为夹爪组件的支撑平台,通过滑动方式连接左夹爪和右夹爪组件。这种结构有助于确保滑行板的平稳运动,提高了夹爪装置的工作稳定性。
32、第二气缸的精准控制:第二气缸分别连接左夹爪组件和右夹爪组件,其动作可以带动左夹爪组件和右夹爪组件相互靠拢或相互分离,这种设计使得夹爪的开合可以通过气缸的精准控制,确保夹爪的动作准确可靠。
33、适应不同工件尺寸:由于左夹爪组件和右夹爪组件可以相对滑动,通过第二气缸的动作,可以适应不同尺寸的工件,这种灵活性有助于设备处理多样化的工件,提高了设备的通用性和适应性。
34、综合来看,这一夹爪装置的设计通过独立控制夹爪组件、平稳的滑行板运动和精准的气缸控制,为设备提供了更灵活、可靠的夹持功能,增强了设备的适用性和操作性。
35、进一步地,所述焊机装置包括焊机和第一伺服电机,所述焊机以活动设置在架体上并位于转盘上方,所述第一伺服电机设置在架体上连接焊机,第一伺服电机带动焊机升降,所述焊机包括第一焊枪和第二焊枪,所述第一焊枪和第二焊枪之间形成焊接区域。
36、焊机的活动设置:焊机以活动设置在架体上并位于转盘上方,这种设计使得焊机可以在垂直方向上进行升降运动,这有助于适应不同高度的工件,提高了焊接过程的灵活性。
37、第一伺服电机的控制:第一伺服电机设置在架体上,连接着焊机,负责焊机的升降运动,伺服电机具有高精度和可编程性,可以实现对焊机升降位置的精准控制,确保焊接过程中焊枪与工件的间隙和位置的准确调整。
38、双焊枪设计:焊机包括第一焊枪和第二焊枪,且它们之间形成焊接区域。这种双焊枪的设计可以提高焊接效率,尤其在处理大型或宽幅工件时,同时进行双面焊接,减少生产周期。
39、焊接区域的定义:第一焊枪和第二焊枪之间形成焊接区域,这有助于明确定义焊接的范围,通过确切定义焊接区域,可以更好地控制焊接的质量,并确保焊接到位,减少不必要的焊接。
40、全方位焊接:由于焊机的活动性和双焊枪设计,可以实现对工件的全方位焊接。这对于环形焊接等需要多个方向焊接的工艺非常有用。
41、总体而言,这一焊机装置通过采用伺服电机、双焊枪设计和活动设置,为设备提供了更精准、高效的焊接功能,增强了设备的焊接性能和适应性。
42、进一步地,所述导电顶升旋转装置包括用于连接工件的插接座、导电碳刷、第三电机和第三气缸,所述导电碳刷设置在插接座上,所述第三电机和插接座连接,第三电机带动插接座旋转,所述第三气缸和插接座连接,第三气缸带动插接座升降。
43、插接座的连接设计:插接座用于连接工件,这种设计有助于确保工件与导电碳刷之间的良好接触,通过插接座,可以实现对工件的可靠连接,为导电顶升旋转装置提供稳定的工作基础。
44、导电碳刷的位置:导电碳刷设置在插接座上,用于与工件接触,这种设计使得导电碳刷可以根据工件的形状和尺寸进行调整,确保在焊接过程中能够保持良好的电气连接,提高焊接的可靠性。
45、第三电机的旋转:第三电机与插接座连接,负责带动插接座旋转,通过第三电机的控制,可以实现对插接座的旋转,从而调整导电碳刷相对于工件的位置,适应不同形状的工件。
46、第三气缸的升降:第三气缸与插接座连接,负责带动插接座的升降,这种设计可以根据工件的高度进行灵活调整,确保导电碳刷在焊接过程中与工件的良好接触,同时实现对焊接区域的准确定位。
47、多功能导电顶升旋转装置:通过插接座的旋转和升降,导电顶升旋转装置实现了多功能操作,这使得设备可以适应不同形状和尺寸的工件,提高了设备的适用性和通用性。
48、总体而言,这一导电顶升旋转装置通过巧妙设计插接座、导电碳刷、第三电机和第三气缸,为焊接过程提供了可靠的电气连接和灵活的工作调整,有助于提高设备的焊接效率和适应性。
49、进一步地,所述第一环形焊接设备还包括自锁模块,所述自锁模块包括杆体、弹簧和板体,所述插接座开有缺口,所述板体对应缺口位置设置有凸起;
50、所述转盘开有连接口,所述板体开有插孔,所述杆体下端设置有阻挡部,所述杆体穿过插孔,杆体的上端锁紧连接口,板体抵靠在阻挡部,板体可沿杆体的长度方向滑行;
51、所述弹簧套置在杆体上,弹簧上端抵靠在转盘,弹簧下端抵靠在板体,弹簧构成板体的复位机构,所述弹簧的弹力推动板体下移,直至凸起插入缺口内,实现上锁。
52、插接座的自锁设计:插接座开有缺口,板体对应缺口位置设置有凸起。这种设计通过自锁模块实现了插接座的自锁功能,确保插接座在特定位置能够稳定锁定,避免在工作过程中发生意外松动或脱落。
53、转盘的连接口:转盘开有连接口,与自锁模块协同工作,这有助于确保插接座在插入的同时能够顺利锁定,提高了锁定的精准度和可靠性。
54、复位机构的设计:弹簧套置在杆体上,构成板体的复位机构。这种设计使得板体在不锁定状态下,由弹簧的弹力推动下移,这有助于在需要解锁时,板体能够迅速复位到解锁位置,为插接座的准确插入提供便利。
55、可控的滑行板体:板体可沿杆体的长度方向滑行,这种设计使得插接座在解锁状态下可以在一定范围内滑动,方便插接座的准确定位和灵活调整。
56、安全可靠的锁定机制:弹簧的弹力推动板体下移,直至凸起插入缺口内,实现上锁。这一锁定机制既安全可靠,又易于解锁,确保了插接座在需要锁定时能够紧固,而在需要解锁时能够方便地解锁。
57、焊接准确性:自锁作用能够避免由于设备旋转惯性而引起的不受控制的运动,有助于维持焊接的准确性。这确保了焊接的位置和角度在整个过程中保持一致。
58、综合来看,自锁模块的设计为第一环形焊接设备提供了一种安全、稳定的插接座锁定机制,有助于提高设备的可靠性和操作安全性。
59、进一步地,所述第一环形焊接设备还包括解锁模块,所述解锁模块包括第四气缸,所述第四气缸的推动杆体抵靠在板体上,第四气缸带动推动杆体上升,推动杆体带动板体克服弹簧的弹力上移,直至凸起离开缺口,实现解锁。
60、解锁机制设计:解锁模块包括第四气缸,通过第四气缸的推动杆体的上升来实现解锁。这种设计提供了一种有效的机制,可在需要时迅速解锁插接座,确保设备的灵活性和高效性。
61、第四气缸的控制:第四气缸的推动杆体抵靠在板体上,通过气缸的控制,可以控制推动杆体的上升。这有助于实现对解锁过程的精准控制,确保解锁的准确性和可靠性。
62、板体的克服弹簧弹力:推动杆体上升时,推动杆体带动板体克服弹簧的弹力上移。这种设计确保了在解锁过程中板体能够顺利脱离锁定状态,为插接座的准确插入提供便利。
63、安全解锁:解锁模块通过气缸的控制,使得解锁过程更为安全可控,这有助于防止在解锁过程中产生不受控制的动作,提高了设备的操作安全性。
64、设备操作便利性:解锁作用提供了便利的机制,使得插接座可以在需要时自由移动。这增加了设备的操作灵活性,便于工件的上下料、顶升和旋转。
65、综合来看,解锁模块的设计使得第一环形焊接设备具有方便、安全的解锁功能,能够在需要时迅速、准确地完成解锁操作。这有助于提高设备的操作灵活性和安全性。
66、进一步地,所述第一夹具包括同步齿轮、第一夹臂、第一滑轨、第一滑块、第五气缸、第二夹臂、第二滑轨、第二滑块、第六气缸和防尘外壳,所述第一滑轨和第二滑轨设置在防尘外壳内腔,第一滑轨和第二滑轨相对而立,所述第一滑块以滑动方式设置在第一滑轨上,所述第二滑块以滑动方式设置在第二滑轨上,所述同步齿轮以转动方式设置在防尘外壳内腔并位于第一滑轨和第二滑轨之间;
67、所述第一夹臂的上部伸入防尘外壳内腔连接第一滑块和第二滑块,第一夹臂的上部设置有第一齿条,所述第一齿条和同步齿轮啮合;
68、所述第二夹臂的上部伸入防尘外壳内腔连接第一滑块和第二滑块,第二夹臂的上部设置有第二齿条,所述第二齿条和同步齿轮啮合;
69、所述第五气缸的推杆伸入防尘外壳内连接第一夹臂的上部,第五气缸动作带动第一夹臂移动,所述第六气缸的推杆伸入防尘外壳内连接第二夹臂的上部,第六气缸动作带动第二夹臂移动,从而实现第一夹臂和第二夹臂相互靠拢或相互分离;
70、还包括第一定位导向条和第二定位导向条,所述第一定位导向条设置在防尘外壳内,所述第一滑块紧贴所述第一定位导向条,所述第二滑块紧贴所述第二定位导向条。
71、同步齿轮驱动系统:同步齿轮设置在防尘外壳内腔,位于第一滑轨和第二滑轨之间,第一滑块和第二滑块以及第一夹臂和第二夹臂通过同步齿轮协同工作,实现相互同步的运动。这有助于确保第一夹臂和第二夹臂在操作过程中的协调和稳定。
72、气缸控制夹臂运动:第五气缸和第六气缸分别连接第一夹臂和第二夹臂的上部,通过气缸的动作,可以带动第一夹臂和第二夹臂的相对运动,这种设计提供了对夹具的可控制动,使得夹具能够根据需要相互靠拢或相互分离,适应不同的工件尺寸。
73、定位导向条:第一定位导向条和第二定位导向条的设置有助于确保第一滑块和第二滑块在滑动过程中保持稳定的定位,这有助于提高夹具的准确定位和稳定性。
74、防尘外壳的保护:防尘外壳内设置第一滑轨和第二滑轨,能够有效防止外部灰尘和杂质进入夹具内部,降低了夹具的故障风险,延长了夹具的使用寿命。
75、综合来看,这一第一夹具设计通过同步齿轮驱动系统、气缸控制夹臂运动和定位导向条的设置,实现了对工件的可控夹持和定位,提高了夹具的灵活性、准确性和稳定性。同时,防尘外壳的设置保护夹具内部,进一步提升了夹具的可靠性。
76、进一步地,所述第一环形焊接设备还包括测高装置,所述测高装置包括竖向杆、安装板、第二伺服电机、测高棒和第七气缸,所述安装板以滑动方式设置在竖向杆上,所述第二伺服电机设置在竖向杆上连接安装板,第二伺服电机工作带动安装板沿竖向杆升降,所述测高棒以滑动方式横向设置在安装板上,所述第七气缸设置在安装板上连接测高棒一端,测高棒另一端设置有测高端头,所述第七气缸带动测高棒伸缩;
77、所述测高端头接触到工件时,第二伺服电机的扭力增大,此时第二伺服电机将行程与初始预设数值比对形成高度差数据,第二伺服电机将高度差数据反馈至控制系统,控制系统将高度差数据发送至第一伺服电机,第一伺服电机带动焊机移动到指定高度。
78、测高机制设计:测高装置通过竖向杆、安装板、第二伺服电机、测高棒和第七气缸构成,形成了一套用于测量工件高度的机制,这有助于确保焊机在焊接过程中能够精确地调整到指定的高度,提高了焊接的准确性和质量。
79、第二伺服电机的升降控制:第二伺服电机通过工作带动安装板沿竖向杆升降,实现了对测高棒的垂直运动控制。这种设计使得测高机制能够迅速、准确地调整到工件的高度位置。
80、测高棒的横向设置:测高棒以滑动方式横向设置在安装板上,这种设计使得测高棒能够在横向上灵活移动,适应不同位置的工件测量需求。
81、第七气缸的伸缩控制:第七气缸连接测高棒一端,通过气缸的伸缩动作带动测高棒的伸缩。这有助于实现对测高棒的水平位置调整,确保测高装置能够准确接触到工件表面。
82、高度差数据的反馈控制:当测高端头接触到工件时,第二伺服电机的扭力增大,通过比对行程与初始预设数值,形成高度差数据,控制系统接收高度差数据后,将其反馈至第一伺服电机,实现焊机的移动到指定高度。这一反馈控制机制保证了焊接高度的准确性。
83、综合来看,测高装置的设计为第一环形焊接设备提供了一套精准的工件高度测量机制,确保了焊接过程中焊机的高度调整准确、可靠,这有助于提高焊接的一致性和质量。
84、本发明的第二目的是这样实现的:
85、一种双工位环形焊接设备的工件环形焊接方法,包括以下步骤,
86、步骤一:托盘摆放有至少两个工件,输送线带动托盘沿输送线传输;
87、步骤二:所述第一夹爪装置的第二气缸带动第一夹爪装置的左夹爪组件和右夹爪组件相互靠拢,令左夹爪组件和右夹爪组件的距离和托盘上两个工件之间的距离一致,接着左夹爪组件动作夹持对应工件,右夹爪组件动作夹持对应工件;
88、步骤三:
89、首先,所述第二电机带动第一夹爪装置和第二夹爪装置旋转,令第一夹爪装置的左夹爪组件位于第一环形焊接设备的转盘上方,第一夹爪装置的右夹爪组件位于第一环形焊接设备的转盘上方,第二夹爪装置位于托盘上方;
90、接着,所述第一夹爪装置的第二气缸带动第一夹爪装置的左夹爪组件和右夹爪组件相互分离,令左夹爪组件对准第一环形焊接设备对应的工件摆放座,令右夹爪组件对准第二环形焊接设备的对应的工件摆放座;
91、接着,左夹爪组件动作释放对应工件至第一环形焊接设备的对应的工件摆放座上,进行初定位,右夹爪组件动作释放对应工件至第二环形焊接设备的对应的工件摆放座上,进行初定位;
92、最后,所述第二夹爪装置的第二气缸带动第二夹爪装置的左夹爪组件和右夹爪组件相互靠拢,令左夹爪组件和右夹爪组件的距离和托盘上的两个工件之间的距离一致,接着左夹爪组件动作夹持对应工件,右夹爪组件动作夹持对应工件,为下次工作做准备;
93、步骤四:所述第一夹具的第五气缸带动第一夹臂动作,第一夹具的第六气缸带动第二夹臂动作,第一夹臂和第二夹臂相互靠拢夹持工件,从而调整工件的中心位置;
94、步骤五:所述第一环形焊接设备的第一电机带动转盘旋转,令对应的工件摆放座进入第一环形焊接设备的焊机装置的焊接区域内,所述第二环形焊接设备执行同样动作,令对应的工件摆放座进入第二环形焊接设备的焊机装置的焊接区域内;
95、步骤六:所述第一环形焊接设备的第七气缸带动测高棒朝工件伸出,所述第二伺服电机带动测高棒下降,直至测高端头抵靠在工件上,第二伺服电机的扭力增大,此时第二伺服电机将行程与初始预设数值比对形成高度差数据,第二伺服电机将高度差数据反馈至控制系统,控制系统将高度差数据发送至第一伺服电机,第一伺服电机带动焊机移动到指定高度;
96、步骤七:所述第一环形焊接设备的第四气缸带动推动杆体上升,推动杆体克服弹簧的弹力带动板体上移,直至凸起离开缺口,此时插接座处于自由状态;
97、步骤八:所述第一环形焊接设备的第三气缸带动插接座上升穿过对应的工件摆放座顶起工件并连接工件,同时导电碳刷紧贴工件;
98、步骤九:所述第一环形焊接设备的第三电机带动插接座旋转,从而带动工件旋转;
99、步骤十:所述第一环形焊接设备的第一焊枪和第二焊枪对工件进行焊接,由于工件旋转,以使工件完成360度的环形焊接;
100、步骤十一:所述第一环形焊接设备的第四气缸带动推动杆体下降,推动杆体克服弹簧的弹力带动板体下移,直至凸起进入缺口,此时插接座处于锁定状态;
101、步骤十二:所述第一环形焊接设备的第一电机带动转盘旋转,令焊接完成的工件离开第一环形焊接设备的焊机装置的焊接区域内,接着人工或其他机械手取走焊接完成的工件;
102、步骤十三:所述第二环形焊接设备执行同样的步骤七至步骤十二,以使对应的工件完成360度的环形焊接;
103、步骤十四:
104、首先,所述第二电机带动第一夹爪装置和第二夹爪装置旋转,令第二夹爪装置的左夹爪组件位于第一环形焊接设备的转盘上方,第二夹爪装置的右夹爪组件位于第一环形焊接设备的转盘上方,第一夹爪装置位于托盘上方;
105、接着,所述第二夹爪装置的第二气缸带动第一夹爪装置的左夹爪组件和右夹爪组件相互分离,令左夹爪组件对准第一环形焊接设备对应的工件摆放座,令右夹爪组件对准第二环形焊接设备的对应的工件摆放座;
106、接着,左夹爪组件动作释放对应工件至第一环形焊接设备的对应的工件摆放座上,
107、进行初定位,右夹爪组件动作释放对应工件至第二环形焊接设备的对应的工件摆放座上,进行初定位;
108、最后,所述第二夹具的第五气缸带动第一夹臂动作,第二夹具的第六气缸带动第二夹臂动作,第一夹臂和第二夹臂相互靠拢夹持工件,从而调整工件的中心位置;
109、步骤十五:执行步骤五到步骤十四;
110、步骤十六:执行步骤一至步骤十五,如此往复循环。
111、高效生产:通过双工位的设计,可以同时进行两个工件的环形焊接,提高了生产效率,在一工位进行环形焊接的同时,另一工位可以进行上下料和准备操作,实现了生产的高效流程。
112、自动化操作:利用旋转机械手、夹具、输送线和控制系统的协同作用,实现了对工件的自动化操作,机械手负责夹取、释放和旋转工件,夹具负责调整工件位置,输送线负责工件的输送,整个过程由控制系统进行智能化管理。
113、高精度定位:第一夹具和第二夹具的操作,以及测高装置的使用,确保了工件在环形焊接设备中的高精度定位。这有助于提高焊接的准确性和一致性。
114、灵活适应工件:夹具的设计允许适应不同尺寸和形状的工件,通过夹持和调整,可以确保工件在环形焊接设备中得到良好的定位和固定。
115、自动测高:利用测高装置,能够实现对工件高度的自动测量和调整,这有助于确保焊机在适当的高度进行焊接,提高了焊接质量。
116、环形焊接全过程控制:通过控制系统对旋转机械手、夹具、焊接设备等的精确控制,实现了环形焊接全过程的智能化和自动化控制。
117、可持续生产:方法的最后一步描述了整个环形焊接过程的循环,实现了设备的连续生产,有助于提高生产线的持续性和稳定性。
118、综合来看,这种工件环形焊接方法通过自动化、高效、精确的操作,为焊接生产提供了一种先进的解决方案,适用于需要大批量环形焊接的场景。
119、本发明的有益效果如下:
120、本发明,高效自动化焊接:通过输送线、旋转机械手和两个环形焊接设备的协同工作,实现了高效的自动化环形焊接过程,旋转机械手负责夹取和释放工件,而两个环形焊接设备可以同时进行焊接,提高了生产效率,总体而言,这一双工位环形焊接设备通过优化结构设计和引入自动化元素,提高了焊接效率、精度和灵活性,为工业生产提供了更先进的焊接解决方案。
121、本发明,这种工件环形焊接方法通过自动化、高效、精确的操作,为焊接生产提供了一种先进的解决方案,适用于需要大批量环形焊接的场景。
- 还没有人留言评论。精彩留言会获得点赞!