一种阀门精加工用快速定位工装夹具的制作方法
本发明涉及阀门夹持,特别涉及一种阀门精加工用快速定位工装夹具。
背景技术:
1、阀门是现代工业、农业、化工及日常生活中必不可少的物品,它主要用于管道介质的切断、节流、调压和改变流向等,阀门在加工时有多道工序,如钻孔、攻丝、切削、打磨及车外圆等,在传统的加工工艺中都是采用多台不同功能的机床相配合来完成,如钻床、车床、磨机及镗床等,因此需要对阀门工件进行多次装夹。
2、现有的阀门工装夹具在使用时存在一定的技术缺陷,第一目前的夹具单次只能夹持一组阀门工件,导致在同时加工多组阀门工件时,需要使用到多个夹具,分别操作,此举费时费力,工作效率低,夹具结构也复杂;第二由于阀门工件外表面存在不规则、不对称的情况,因此目前的夹具都是根据单型号阀门工件预制的,适用范围小,使用成本高;第三在工作的过程中容易产生金属废屑和灰尘,这些废屑和灰尘下落到工装台上,一方面积累后会污染工装台,造成工作环境差,另一方面工装台上的废屑残留会导致阀门件放置不稳、晃动,导致夹持失败,目前只能依靠人工打扫工装台,此举费时费力,自动化程度低。
3、综上所述,考虑到现有设施满足不了工作使用需求,为此,我们提出一种阀门精加工用快速定位工装夹具。
技术实现思路
1、本发明的主要目的在于提供一种阀门精加工用快速定位工装夹具,可以有效解决背景技术中的问题。
2、为实现上述目的,本发明采取的技术方案为:
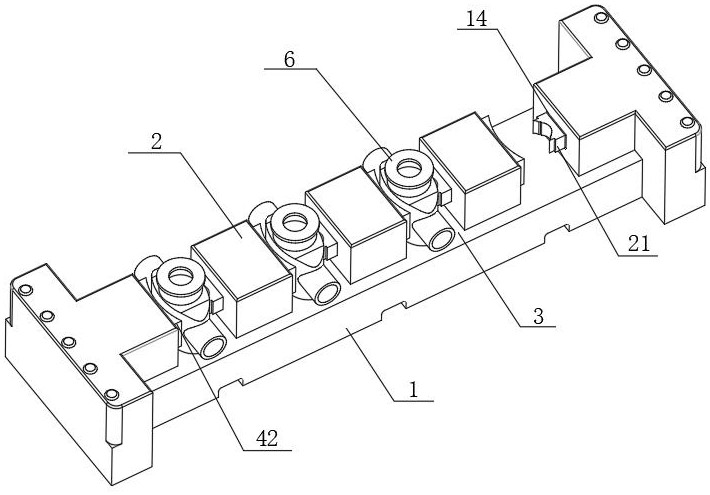
3、一种阀门精加工用快速定位工装夹具,包括工装座,所述工装座的上端面等距设置有若干组夹具座,相邻所述夹具座之间区域供阀门件放置,所述阀门件的数量优选为3-6组,所述工装座的上端面并处于阀门件的下端设置有定位面,所述工装座的内部水平设置有长丝杆,所述长丝杆的两端均通过第一轴承座和工装座的内壁固定。
4、作为本发明所述一种阀门精加工用快速定位工装夹具的一种优选方案,其中:所述长丝杆的端部套接有一号齿轮,所述一号齿轮的一侧啮合设置有二号齿轮,所述二号齿轮套接在丝杆电机的输出轴上,所述长丝杆上等距设置有丝杆螺纹部。
5、作为本发明所述一种阀门精加工用快速定位工装夹具的一种优选方案,其中:每组所述丝杆螺纹部区域内均安装有活动式夹具。
6、作为本发明所述一种阀门精加工用快速定位工装夹具的一种优选方案,其中:所述夹具座的一端面上设置有作用于阀门件外表面的曲形夹壁,所述曲形夹壁的中部并向夹具座的内部水平延伸开设有导向槽,所述导向槽内活动安装有驱动杆。
7、作为本发明所述一种阀门精加工用快速定位工装夹具的一种优选方案,其中:所述驱动杆的一侧并位于夹具座内部设置有棘轮传动结构。
8、作为本发明所述一种阀门精加工用快速定位工装夹具的一种优选方案,其中:所述活动式夹具包括夹持台、移动台、丝杆螺母套和杆孔,所述夹持台安装在移动台的上端,所述夹具座远离曲形夹壁的端面上开设有收纳槽,所述收纳槽供夹持台运动伸出,所述移动台的中部安装有作用于丝杆螺纹部的丝杆螺母套,所述移动台的边沿处对称贯穿开设有供导向杆穿过的杆孔,所述导向杆的两端和工装座的内壁焊接,所述导向杆的数量为2组。
9、作为本发明所述一种阀门精加工用快速定位工装夹具的一种优选方案,其中:所述活动式夹具还包括安装架、通电电磁铁和同极磁铁层,所述安装架设置在夹持台的背面,所述安装架内设置有通电电磁铁,所述收纳槽的内部并和通电电磁铁相对应的位置固定有同极磁铁层。
10、作为本发明所述一种阀门精加工用快速定位工装夹具的一种优选方案,其中:所述夹持台的内部包括横槽、横调节块、第一腰口、第一定位柱和第一契合滑面,所述横槽开设在夹持台的内部中间位置,所述横槽内活动设置有横调节块,所述横调节块的中部开设有第一腰口,所述横槽的中部固定安装有伸入第一腰口的第一定位柱,所述横调节块的端部对称设置有第一契合滑面。
11、作为本发明所述一种阀门精加工用快速定位工装夹具的一种优选方案,其中:所述夹持台的内部还包括纵压块、第二契合滑面、纵槽、第二腰口和第二定位柱,所述第一契合滑面和第二契合滑面相接触,所述第二契合滑面分别设置在两组纵压块的端部,所述两组纵压块分别位于纵槽内,所述纵槽对称开设在夹持台的内部,所述纵槽的数量为2组,所述纵压块的中部开设有第二腰口,所述纵槽的中部固定安装有伸入第二腰口的第二定位柱,所述纵压块远离第二契合滑面的端部设置有作用于阀门件外表面的凸部。
12、作为本发明所述一种阀门精加工用快速定位工装夹具的一种优选方案,其中:所述驱动杆包括杆体、弹簧钢曲片、杆座、固定柱、弹簧、内凹槽和拨齿结构,所述导向槽供杆体水平伸出,所述杆体的端部设置有作用于阀门件外表面的弹簧钢曲片,所述杆体远离弹簧钢曲片的端部固定有杆座,所述杆座的中部固定有固定柱,所述杆座上并位于固定柱的外侧设置有弹簧,所述弹簧的另一端和导向槽的槽壁固定,所述杆体的侧面开设有内凹槽,所述内凹槽中等距安装有若干组拨齿结构,所述拨齿结构的数量优选为8-20组。
13、作为本发明所述一种阀门精加工用快速定位工装夹具的一种优选方案,其中:所述拨齿结构包括拨齿片、轴部、下连接盖、上连接盖、扭簧和弧形槽,所述拨齿片的端部上下位置设置有轴部,两组所述轴部分别利用下连接盖、上连接盖和内凹槽槽壁固定,所述轴部和上连接盖之间安装有扭簧,一组所述轴部上开设有弧形槽,所述上连接盖的内部固定有伸入弧形槽的止动柱。
14、作为本发明所述一种阀门精加工用快速定位工装夹具的一种优选方案,其中:所述棘轮传动结构包括第一转轴、第二轴承座、棘轮和大齿轮,所述第一转轴的上端通过第二轴承座和夹具座的内壁固定,所述第一转轴上套接有棘轮,所述棘轮上的棘齿和拨齿片相作用,所述第一转轴上并位于棘轮的下方套接有大齿轮。
15、作为本发明所述一种阀门精加工用快速定位工装夹具的一种优选方案,其中:所述棘轮传动结构还包括小齿轮、第二转轴、第三轴承座和曲柄,所述大齿轮的一侧啮合设置有小齿轮,所述小齿轮套接在第二转轴上,所述第二转轴的上端通过第三轴承座和夹具座的内壁固定,所述第二转轴的下端安装有曲柄,所述曲柄和连接臂相铰接,所述连接臂的端部安装有杆滑套,所述杆滑套内活动设置有摆杆。
16、作为本发明所述一种阀门精加工用快速定位工装夹具的一种优选方案,其中:所述摆杆的端部通过铰接座安装在夹具座的内部靠下位置,所述摆杆远离铰接座端部连接有清扫器,所述夹具座的底部开设有供清扫器活动的开口,所述清扫器伸出开口进入到定位面区域内,所述清扫器的一端设置有软橡胶部,所述清扫器和软橡胶部的下端面均设置有刷毛,所述刷毛作用在定位面上。
17、本发明通过改进在此提供一种阀门精加工用快速定位工装夹具,与现有技术相比,具有如下显著改进及优点:
18、设置活动式夹具,在凸部和阀门件接触的过程中,由于阀门件外表面存在不规则、不对称的情况,会引起一组纵压块在纵槽内收缩,另一组纵压块在纵槽内伸出,并且通过横调节块的左右移动,使得两组纵压块的运动得到稳定支撑力,从而达到调节平衡,最终形成牢固夹持,提高夹具的适用范围。
19、开启丝杆电机,带动二号齿轮转动,并通过啮合使一号齿轮上的长丝杆转动,从而引起每组活动式夹具的移动台在相对应的丝杆螺纹部上直线移动,将阀门件夹持在纵压块和曲形夹壁之间,若干组活动式夹具同步运动,对多组阀门件同步夹持,自动化程度高,提高工作效率,且简化夹具整体结构。
20、开启每组通电电磁铁,产生和同极磁铁层相斥的作用力,作用在夹持台上使夹持台有向阀门件方向运动的趋势,起到辅助作用,保证夹持台的稳定性,解决多个夹持台同步工作下,夹持作用力偏弱的问题。
21、当精加工完成拿走阀门件时,杆体在蓄力的弹簧作用下,向导向槽外复位运动,从而使拨齿片和棘齿的正面内夹槽接触,拨齿片受到止动柱限制,不能反向转动,从而拨动棘轮转动一定角度,若干组拨齿片依次和相对应的棘齿作用,使得棘轮持续转动,引起同轴的大齿轮转动,并通过啮合使得小齿轮加速转动多周,小齿轮每转动一周,引起同轴的曲柄圆周运动一周,并使得和曲柄连接的杆滑套在摆杆上滑动,最终引起摆杆来回摆动一次,在摆杆摆动的过程中,清扫器在定位面上运动,利用若干组刷毛扫除定位面上的金属废屑和灰尘,自动化程度高,且无需安装动力源,降低使用成本,由于小齿轮转动多周,因此会引起清扫器在定位面上反复运动,确保清洁质量。
- 还没有人留言评论。精彩留言会获得点赞!