一种全自动封头打鼓生产线和成型控制系统及控制方法与流程
本发明涉及封头打鼓机,尤其涉及一种全自动封头打鼓生产线和成型控制系统及控制方法。
背景技术:
1、目前公知的封头打鼓机大部分为人工手动操作,对人员的设备操机技能要求高,造成了人员劳动程度大且生产效率低。因此,针对上述缺陷,本发明提出了一种全自动封头打鼓生产线和成型控制系统及控制方法,通过增加机械设备与控制系统之间的相互配合而达到自动化压制成型,从而实现了降低人员的劳动强度和降低了操作人员的危险系数及提高了生产效率。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的问题,而提出的一种全自动封头打鼓生产线及全自动打鼓成型控制系统及控制方法。
2、为了实现上述目的,本发明采用了如下技术方案:
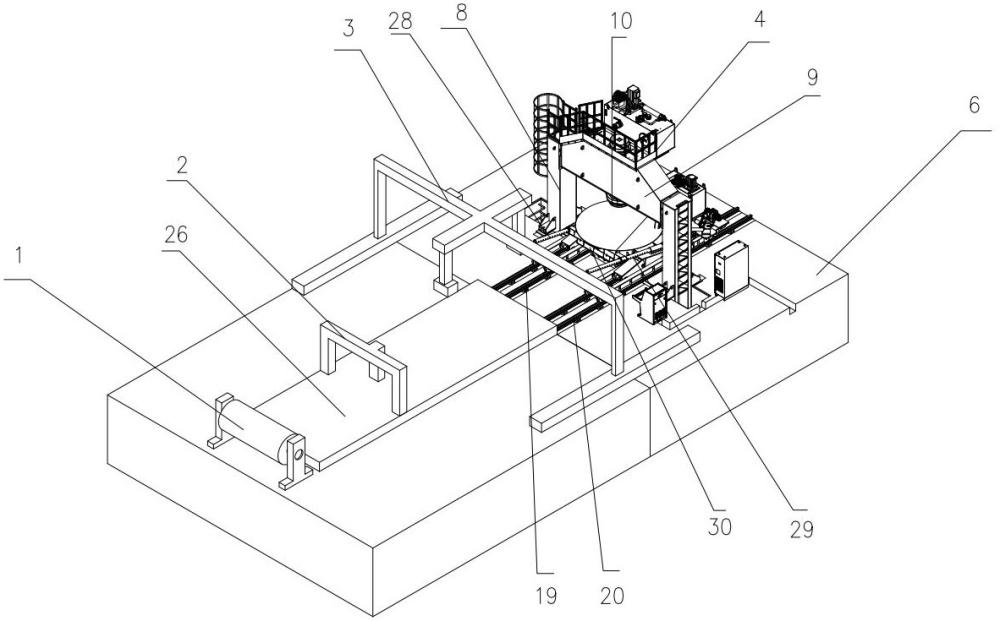
3、 一种全自动封头打鼓生产线及全自动打鼓成型控制系统,打鼓生产线中包括有自动开卷送料机、激光切割机、桁架机械臂和位于基座本体上方的自动打鼓机及控制自动打鼓机的打鼓成型控制系统;所述打鼓成型控制系统通过电源/信号端连接自动打鼓机;在基座本体的左右两侧分别对称设置有相同结构的侧梁,在两侧梁之间的上端部横跨设置有上横梁,在所述上横梁的下端面中部设置打鼓执行模块、 位于打鼓执行模块两侧对称设置的摄像及监控装置,在所述上横梁的下方设置有打鼓成型及支撑模块、工件位置调整装置;所述打鼓成型控制系统中包括有输送控制系统、切割控制系统、打鼓执行系统、视觉成像控制系统、位置调整执行系统、总控制系统;
4、所述总控制系统通过电源/信号端分别连接输送控制系统、切割控制系统、打鼓执行系统、视觉成像控制系统和位置调整执行系统;所述输送控制系统通过电源/信号端分别连接并控制自动开卷送料机和桁架机械臂;所述切割控制系统通过电源/信号端连接并控制激光切割机;
5、所述打鼓执行系统通过电源/信号端连接并控制打鼓执行模块,所述视觉成像控制系统通过电源/信号端连接并控制摄像及监控装置,所述位置调整执行系统通过电源/信号端连接并控制工件位置调整装置。
6、进一步地,所述工件位置调整装置中包括有工件位置调整装置一和工件位置调整装置二,所述工件位置调整装置一和工件位置调整装置二分别对称设置在打鼓成型及支撑模块的两侧;在所述基座本体表面区域的前后两端之间分别贯穿设置有相同结构的双滑轨一和双滑轨二;所述工件位置调整装置一和工件位置调整装置二分别位于双滑轨一和双滑轨二的上方,并与所述双滑轨一和双滑轨二建立滑动连接。
7、进一步地,所述打鼓成型及支撑模块中包括有模具,在模具的两侧分别对称设置有相同结构的上升及驱动机构一和上升及驱动机构二;在上升及驱动机构一和上升及驱动机构二中均包括有基板,活动连接在基板上的摆臂支架,设置在摆臂支架端部的链条传动机构,与所述链条传动机构传动连接的升降组件,所述升降组件中包括有套杆、升降套筒、转轮一;所述升降套筒活动套设在套杆上,所述转轮一固定在升降套筒上。
8、进一步地,所述工件位置调整装置一和工件位置调整装置二中分别包括有结构相同的框架结构一和框架结构二,在所述框架结构一和框架结构二的前端底部设置有驱动轮,所述框架结构一和框架结构二的后端分别通过活塞组件连接基板;在框架结构一的中部设置有活动壳体一和活动壳体二;在框架结构二的中部设置有活动壳体三和活动壳体四;所述活动壳体一和活动壳体二之间通过转轴一连接构成升降组合壳一,所述活动壳体三和活动壳体四之间通过转轴二连接构成升降组合壳二;在所述升降组合壳一的两端分别固定连接驱动轮a,两个驱动轮a之间通过油缸组件一活动连接;所述升降组合壳二的两端分别固定连接驱动轮b,两个驱动轮b之间通过油缸组件二活动连接。
9、进一步地,在所述升降组合壳一的上方设置有支撑调节杆一,在所述升降组合壳二的上方设置有支撑调节杆二,所述支撑调节杆一与支撑调节杆二之间设置有连接支架,在所述连接支架的中部设置有转轮二与模具的前侧对应,在所述模具上放置有材料工件。
10、进一步地,所述自动开卷送料机中包括有送料平台,在所述送料平台的前端设置有卷料筒、所述激光切割机用于激光切料,并位于送料平台中端的上方, 所述桁架机械臂位于送料平台后端的上方,所述送料平台后端与基座本体的前端连接。
11、一种用于全自动封头打鼓生产线及全自动打鼓成型控制系统的方法,包括有上述中任一项所述的全自动封头打鼓生产线及全自动打鼓成型控制系统,包括以下步骤:
12、s1、选择系统中设置好需要成型的产品;
13、s2、输送原材料工件至激光切割系统;
14、s3、激光切割成系统中设置的材料工件的形状;
15、s4、输送材料工件至打鼓成型及支撑模块上;
16、s5、打鼓压制材料工件至系统中设置的成型工艺要求;
17、s6、将成型的产品取出。
18、进一步地,所述s5的压制材料工件的成型工艺中,还包括有在压制成型过程中,压制材料工件直径大小的分度计算公式为:其中, 代表被压制分度圆直径;i代表压制的次数,代表为被压制分度圆直径的前一次分度圆直径,代表成型模具直径;在压制过程中,随着压制,分度圆的直径逐渐变大,模具与相交所形成的弦长大小逐渐接近成型模具直径 的大小;设置压制直径大小分度圆为,可计算出压制直径大小分度圆的周长 ,得出角度分度次数公式:故得出压制直径大小分度圆的角度分度值计算公式为:。
19、进一步地,所述s1中,预先在总控制系统的自动化操作界面中选择要生产的产品,输入产品原材料和制作成品后的参数信息;
20、所述s2中,自动开卷送料机通过卷料筒将原材料输送在送料平台上;
21、所述s3中,激光切割机将原材料根据系统中设置的产品原材料的参数信息将原材料切割成所需要的形状;
22、所述s4中,桁架机械臂将切割后的原材料形状送入打鼓成型及支撑模块处打鼓成型;
23、所述s5中,包括有:s51、摄像及监控装置将放置在打鼓成型及支撑模块上的原材料摄像,将摄像的信息通过电源/信号端输送给视觉成像控制系统;
24、s52、视觉成像控制系统将指令信息通过电源/信号端反馈给总控制系统,
25、 s53、总控制系统接收指令信息后通过电源/信号端输送信息指令给打鼓执行系统;
26、 s54、打鼓执行系统接收指令信息后通过电源/信号端将信息指令给打鼓执行模块负责原材料产品局部轮廓的压制成型;
27、s55、打鼓成型完成后,由桁架机械臂将产品取出,放入成品的堆积区。
28、进一步地,所述s54的产品局部轮廓的压制成型中,包括有:s541、摄像及监控装置检测产品成型状态并通过电源/信号端实时同步反馈到视觉成像控制系统;
29、s542、视觉成像控制系统通过电源/信号端将信息输送给总控制系统;
30、s543、总控制系统通过电源/信号端根据视觉成像控制系统所反馈的信息进行判读,是否压制成型完成;若完成压制成型,由桁架机械臂将产品取出;若没完成压制成型,总控制系统通过电源/信号端发出信号给位置调整执行系统控制其工件位置调整装置将产品工件未成型部分移动安放到打鼓执行模块的正下方,由打鼓执行模块完成压制成型。
31、与现有的技术相比,本发明优点在于:
32、本发明提出一种全自动封头打鼓生产线及全自动打鼓成型控制系统及控制方法,通过增加机械设备与控制系统之间的相互配合而达到自动化压制成型,从而实现了降低人员的劳动强度和降低了操作人员的危险系数及提高了生产效率。
- 还没有人留言评论。精彩留言会获得点赞!