接线盒自动焊接机的制作方法
本发明涉及接线盒焊接设备,尤其涉及一种接线盒自动焊接机。
背景技术:
1、在光伏组件的生产制造过程中,其中一道工序是将接线盒组装到光伏板上的汇流条上,之后将汇流条焊接在接线盒上的金属块上,该工序通常由人工操作,但由于光伏板的面积一般较大,汇流条位于光伏板上的中间位置处,人工焊接时操作难度较大,焊接效率较低。对于大批量生产来说,工期较长,影响后期交付。
技术实现思路
1、本发明提供一种接线盒自动焊接机,以解决现有技术中人工在光伏板上焊接接线盒焊接效率低的技术问题。
2、为解决上述问题,本发明提供的接线盒自动焊接机采用如下技术方案:
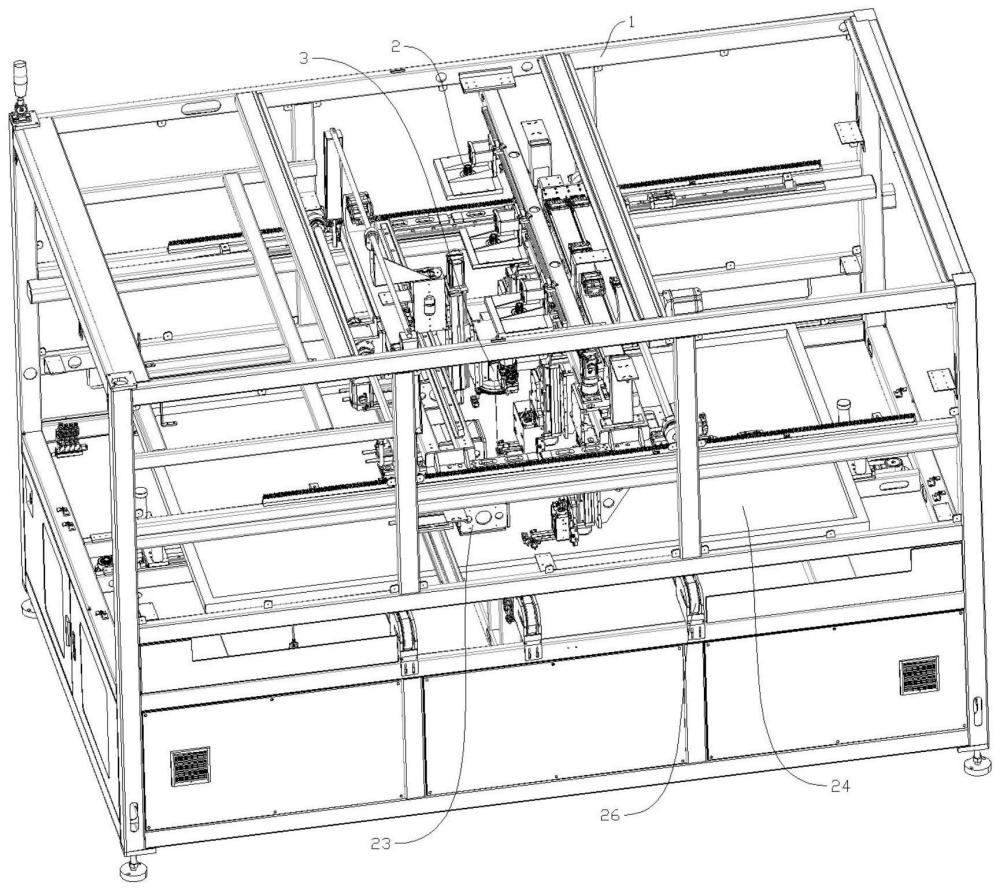
3、接线盒自动焊接机,包括:
4、机架,定义机架的长度方向为左右方向,宽度方向为前后方向,机架上设有用于放置光伏板的光伏板承载工位;
5、视觉识别装置,安装在机架上,位于光伏板承载工位的上方,用于识别光伏板上的汇流条和接线盒的位置;
6、按压模块,沿左右方向和前后方向位置均可调整的装配在机架上,位于光伏板承载工位的上方;所述按压模块用于在视觉识别装置识别到接线盒的位置时移动至接线盒的上方;
7、按压模块包括按压驱动件和连接在按压驱动件的驱动输出端上的按压块,按压驱动件用于驱动按压块朝向接线盒移动以将汇流条压紧在接线盒上的金属块上;
8、激光焊接模块,沿左右方向和前后方向位置均可调整的装配在机架上,位于光伏板承载工位的上方;所述激光焊接模块用于在视觉识别装置识别到接线盒的位置时移动至接线盒处并将汇流条焊接在接线盒上的金属块上。
9、上述技术方案的有益效果是:使用按压驱动件驱动按压块按压在汇流条上使汇流条压紧接线盒上的金属块,并使用激光焊接模块将汇流条焊接在金属块上,可实现对接线盒的自动化焊接,与人工焊接相比,焊接效率更高。使用激光焊接的方式来焊接,可以节省焊丝,降低成本。激光焊接模块根据视觉识别装置识别的接线盒的位置来进行焊接,定位更加准确,焊接位置更加准确,避免错焊、漏焊。同时,视觉识别装置用于在焊接完成后对成品的焊接效果进行检测,识别出焊接废品。
10、进一步的,所述按压块呈长条形,按压块沿左右方向延伸,按压块的一端连接在所述按压驱动件的驱动输出端上,按压块的另一端设有按压头,按压驱动件用于驱动按压块向下移动以使按压头压设在汇流条上以使汇流条压紧接线盒上的金属块。
11、上述技术方案的有益效果是:按压块呈长条形,使得按压头与按压驱动件的驱动输出端之间具有一定的间距,这样在按压块压在汇流条上时,按压驱动件与接线盒之间具有一定的间距,按压块上方的按压驱动件不会在上下方向上对接线盒造成遮挡,让出接线盒上方的焊接空间,避免对焊接过程造成影响。
12、进一步的,所述压头包括在前后方向上间隔布置的第一压板和第二压板,第一压板用于压设在位于接线盒的金属块正上方的汇流条上,第二压板用于压设在汇流条远离金属块的一端上。
13、上述技术方案的有益效果是:设置第一压板和第二压板,分别压在弯折的汇流条的两端,保证能够将汇流条压紧,使汇流条能贴靠在接线盒上的金属块上,便于焊接。
14、进一步的,所述第二压板的上方具有一块通气块,通气块内开设有输气通道,输送通道的进气口连接有吹气组件,输气通道的出气口位于第一压板和第二压板之间。
15、上述技术方案的有益效果是:使用吹气组件朝向输送通道内吹气,气体由输气通道的出气口吹至第一压板和第二压板之间的焊接区域内,可以吹散焊接产生的烟雾,避免对视觉识别装置的检测结果造成影响,同时带走焊接区域产生的热量,使焊接区域快速冷却。
16、进一步的,所述第二压板自上向下朝向所述第一压板倾斜,所述输气通道的出气口与所述第二压板的板面在上下方向上的投影重叠。
17、上述技术方案的有益效果是:第二压板倾斜设置,可以将由输气通道的出气口吹出的气流引导至焊接区域,同时,第二压板可以发散吹至压板上的气流,避免气流过于集中,更容易吹散焊接烟雾。
18、进一步的,所述按压驱动件的驱动输出端连接有两块在前后方向上间隔布置的所述按压块,两块按压块之间的距离可调整。
19、上述技术方案的有益效果是:按压块设有两块,可以同时按压住接线盒上的两片汇流条,两块按压块之间的距离可调整,使得该设备可适用于不同规格的接线盒,适用范围更广。
20、进一步的,所述按压驱动件的驱动输出端连接有安装板,安装板上连接有两块在前后方向上间隔布置的连接块,连接块上开设有沿前后方向延伸的长圆孔,所述安装板上开设有多个在前后方向上间隔布置的圆孔,连接螺栓穿过连接块上的长圆孔及安装板上的圆孔将连接块连接在安装板上,两块按压块分别连接在两块连接块上。
21、上述技术方案的有益效果是:两块连接块在安装板上的前后位置可调,使得两块安装块之间的距离可调整,进而两块压块之间的距离也可以调整,通过使连接块上长圆孔与安装板上不同的圆孔对应,可实现对连接块在前后方向上的位置的调整,调节方式简便。
22、进一步的,所述按压块沿上下方向滑动装配在对应的连接块上,所述连接块上连接有支撑板,支撑板位于压块的上方,按压块与支撑板之间设有压簧,压簧的两端分别顶推在按压块和对应的支撑板上。
23、上述技术方案的有益效果是:压块可沿上下方向滑动,且压块与支撑板之间设有用于顶推压块的压簧,这样可以保证两块压块均能压紧在汇流条上,与将压块设置成固定在连接块上的方式相比,可以避免因安装误差导致其中一块压块压在汇流条上时另一块压块无法压设在汇流条上的问题。
24、进一步的,所述支撑板上沿上下方向滑动装配有导向杆,导向杆的底端连接有推板,所述压簧套设在位于推板与支撑板之间的导向杆上,所述按压块上连接有压力传感器,所述压簧的两端分别顶推支撑板和推板,以使所述推板顶推在压力传感器上。
25、上述技术方案的有益效果是:设置压力传感器,可以控制压块对汇流条的压力大小,避免压力过大对产品造成损坏,也避免压力过小导致汇流条无法与金属块完全接触,影响焊接效果。
26、进一步的,所述机架上设有光源组件,光源组件用于朝向接线盒打光,以使视觉识别装置能够识别接线盒。
27、上述技术方案的有益效果是:设置光源组件为接线盒打光,使视觉识别装置识别到的图像更清晰。
技术特征:
1.接线盒自动焊接机,其特征在于,包括:
2.根据权利要求1所述的接线盒自动焊接机,其特征在于,所述按压块呈长条形,按压块沿左右方向延伸,按压块的一端连接在所述按压驱动件的驱动输出端上,按压块的另一端设有按压头,按压驱动件用于驱动按压块向下移动以使按压头压设在汇流条上以使汇流条压紧接线盒上的金属块。
3.根据权利要求2所述的接线盒自动焊接机,其特征在于,所述压头包括在前后方向上间隔布置的第一压板和第二压板,第一压板用于压设在位于接线盒的金属块正上方的汇流条上,第二压板用于压设在汇流条远离金属块的一端上。
4.根据权利要求3所述的接线盒自动焊接机,其特征在于,所述第二压板的上方具有一块通气块,通气块内开设有输气通道,输送通道的进气口连接有吹气组件,输气通道的出气口位于第一压板和第二压板之间。
5.根据权利要求4所述的一种接线盒自动焊接机,其特征在于,所述第二压板自上向下朝向所述第一压板倾斜,所述输气通道的出气口与所述第二压板的板面在上下方向上的投影重叠。
6.根据权利要求1-5中任一项所述的接线盒自动焊接机,其特征在于,所述按压驱动件的驱动输出端连接有两块在前后方向上间隔布置的所述按压块,两块按压块之间的距离可调整。
7.根据权利要求6所述的接线盒自动焊接机,其特征在于,所述按压驱动件的驱动输出端连接有安装板,安装板上连接有两块在前后方向上间隔布置的连接块,连接块上开设有沿前后方向延伸的长圆孔,所述安装板上开设有多个在前后方向上间隔布置的圆孔,连接螺栓穿过连接块上的长圆孔及安装板上的圆孔将连接块连接在安装板上,两块按压块分别连接在两块连接块上。
8.根据权利要求7所述的接线盒自动焊接机,其特征在于,所述按压块沿上下方向滑动装配在对应的连接块上,所述连接块上连接有支撑板,支撑板位于压块的上方,按压块与支撑板之间设有压簧,压簧的两端分别顶推在按压块和对应的支撑板上。
9.根据权利要求8所述的接线盒自动焊接机,其特征在于,所述支撑板上沿上下方向滑动装配有导向杆,导向杆的底端连接有推板,所述压簧套设在位于推板与支撑板之间的导向杆上,所述按压块上连接有压力传感器,所述压簧的两端分别顶推支撑板和推板,以使所述推板顶推在压力传感器上。
10.根据权利要求1-5中任一项所述的接线盒自动焊接机,其特征在于,所述机架上设有光源组件,光源组件用于朝向接线盒打光,以使视觉识别装置能够识别接线盒。
技术总结
本发明涉及一种接线盒自动焊接机,涉及接线盒焊接设备技术领域。本发明包括机架、按压模块和激光焊接模块,机架上设有用于放置光伏板的光伏板承载工位;视觉识别装置,安装在机架上,位于光伏板承载工位的上方,用于识别光伏板上的汇流条和接线盒的位置;按压模块沿左右方向和前后方向位置均可调整的装配在机架上,按压模块包括按压驱动件和连接在按压驱动件的驱动输出端上的按压块,按压驱动件用于驱动按压块朝向接线盒移动以将汇流条压紧在接线盒上的金属块上;激光焊接模块沿左右方向和前后方向位置均可调整的装配在机架上,激光焊接模块用于在视觉识别装置识别到接线盒的位置时移动至接线盒处并将汇流条焊接在接线盒上的金属块上。
技术研发人员:袁得伟
受保护的技术使用者:苏州智巨源自动化科技有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!