一种风电高速级齿轮的锻造设备及锻造方法与流程
本发明涉及锻造,具体地说,涉及一种风电高速级齿轮的锻造设备及锻造方法。
背景技术:
1、目前,风力发电是指把风的动能转为电能。风是一种没有公害的能源,利用风力发电非常环保,且能够产生的电能非常巨大,因此越来越多的国家更加重视风力发电。风电设备出现了供不应求的现象,风电轴承外环是风电设备中的关键组成部件之一,一般采用锻造的方式进行加工。
2、针对风电高速级齿轮锻造来说,现有技术就有很多,例如:
3、中国专利公开号cn219944487u公开了一种风电齿轮箱太阳轮锻造用锻锤,包括相互固定连接的锻架和底座,锻架滑动设置有锻打锤,底座设置于顶部敞口的地槽内,底座与地槽通过液压阻尼器连接,底座还设置有用于降低液压阻尼器温度的循环冷却机构。本实用新型通过设置的液压阻尼器,使锻锤在锻打锻件过程中,可减弱传递至地面的震动,减小震动对车间内其他精密设备的影响;通过循环冷却机构可以对液压阻尼器进行冷却,使液压阻尼器处于正常工作温度,降低液压阻尼器的故障率,从而降低锻锤的故障率。
4、由此可知,大部分风电高速级齿轮都通过锻造的方式进行加工,但是锻造过程中当锻锤砸在坯料时,由于坯料是高温加热之后的,当受到锻锤的猛烈撞击会和底层放置盘产生挤压,造成坯料外层出现脱落,脱落的碎料堆积在锻造处会导致后续的坯料在进行锻造时,放置的水平高度严重倾斜,影响锻造的质量,同时如果清理不及时,脱落的碎料经过长时间放置逐渐冷却粘附在底层放置盘处,只能更换放置盘保证后续齿轮锻造的质量,成本较大,无法连续生产。
5、鉴于此,本发明提供了一种风电高速级齿轮的锻造设备及锻造方法。
技术实现思路
1、本发明的目的在于提供一种风电高速级齿轮的锻造设备及锻造方法,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明目的之一在于,提供了一种通过坯料辅助移动组件使坯料落入齿轮锻造压力组件内部,同时在坯料锻造完毕推动的过程中将残留在齿轮锻造压力组件处的杂质进行清理,通过杂质收集防堆积组件辅助坯料上下料,同时将坯料辅助移动组件清理的杂质收集的风电高速级齿轮的锻造设备,同时避免目前在将加热坯料放置在锻造处通过利用液压缸直接将坯料推入锻造处,坯料在推动过程中不断和机床产生摩擦,导致底层坑洼,而且对机床造成了损伤,并且机床和坯料摩擦阻挡坯料的上料效率。
3、包括齿轮加工承载底座,所述齿轮加工承载底座表面设有齿轮锻造压力组件,所述齿轮锻造压力组件用于对将加热后的坯料锻造,同时在锻造工作中将坯料竖向移动;
4、所述齿轮加工承载底座表面设有坯料辅助移动组件,所述坯料辅助移动组件用于带动坯料横向移动,对坯料锻造完成自动化上下料,并且在坯料上下料过程中限制坯料的移动范围,使坯料落入齿轮锻造压力组件内部,同时在坯料锻造完毕推动的过程中将残留在齿轮锻造压力组件处的杂质进行清理,所述齿轮加工承载底座表面设有杂质收集防堆积组件,所述杂质收集防堆积组件用于利用滚轮转动辅助坯料上下料,同时将坯料辅助移动组件清理的杂质收集。
5、作为本技术方案的进一步改进,所述齿轮锻造压力组件包括第一液压缸,所述第一液压缸安装在齿轮加工承载底座表面,所述齿轮加工承载底座表面设有压盘,所述第一液压缸用于带动压盘竖向移动。
6、作为本技术方案的进一步改进,所述齿轮加工承载底座内部设有第二液压缸,所述齿轮加工承载底座内部设有推盘,所述第二液压缸用于带动推盘竖向移动。
7、作为本技术方案的进一步改进,所述齿轮加工承载底座内部设有减震阻尼器,所述减震阻尼器安装的位置处于推盘表面的凹槽内,所述推盘顶部设有模具。
8、作为本技术方案的进一步改进,所述坯料辅助移动组件包括移动导轨,所述移动导轨安装在齿轮加工承载底座内部,所述移动导轨表面滑动连接有连接架,所述连接架底部设有齿轮,所述移动导轨内部设有齿条。
9、作为本技术方案的进一步改进,所述连接架顶部设有用于带动齿轮旋转的第一电机,所述齿轮和齿条啮合,通过齿轮旋转带动连接架横向移动,所述连接架表面安装有第三液压缸。
10、作为本技术方案的进一步改进,所述连接架表面设有夹持杆,所述第三液压缸用于带动夹持杆横向移动,使得夹持杆对坯料进行夹持,所述齿轮加工承载底座表面转动连接有螺纹杆。
11、作为本技术方案的进一步改进,所述齿轮加工承载底座表面安装有用于带动螺纹杆旋转的第二电机,所述螺纹杆表面螺纹连接有推动架,所述推动架和齿轮加工承载底座滑动连接,用于限制推动架横向移动,通过螺纹杆转动带动推动架移动。
12、作为本技术方案的进一步改进,所述杂质收集防堆积组件包括辅助移动轮,所述辅助移动轮和齿轮加工承载底座转动连接,所述齿轮加工承载底座内部滑动连接有杂质收集箱,所述杂质收集箱处于辅助移动轮下方,并具有10cm间距。
13、本发明目的之二在于,提供了一种用于风电高速级齿轮的锻造设备的锻造方法,包括如下方法步骤:
14、s1、将坯料放入加热炉中按工艺进行加热,然后通过坯料辅助移动组件将坯料运输至齿轮锻造压力组件内,通过齿轮锻造压力组件对其进行锻造,锻造成型之后通过坯料辅助移动组件将其推动;
15、s2、同时坯料辅助移动组件将齿轮锻造压力组件表面残留的杂质推动至杂质收集防堆积组件进行收集,然后将锻件进行冷却再进行检验,检验合格进行热处理完成工艺。
16、与现有技术相比,本发明的有益效果:
17、1、该风电高速级齿轮的锻造设备及锻造方法中,通过推动架横向移动过程中会将锻造完毕的坯料推动至辅助移动轮上方,通过辅助移动轮旋转减少和齿轮加工承载底座的摩擦,从而辅助完成下料,同时推动架将模具表面的杂质随着坯料移动的方向推动,使得杂质通过辅助移动轮掉落至杂质收集箱内部进行收集,然后将杂质收集箱抽出进行集中清理即可,不影响齿轮锻造压力组件的持续锻造,提高本装置的使用效果。
18、2、该风电高速级齿轮的锻造设备及锻造方法中,通过压盘撞击模具时,撞击力会通过模具向下传递,此时通过减震阻尼器将撞击力进行减弱,从而减少锻造对底座的损伤。
19、3、该风电高速级齿轮的锻造设备及锻造方法中,夹持杆移动使得坯料移动,从而将坯料移动至贴合推动架,推动架会使坯料处于模具上方,然后将第三液压缸活塞杆收回,即可接触夹持杆对坯料的夹持状态,然后坯料掉落至模具上方,从而方便完成加工盘,实现自动化上料,而且避免了和齿轮加工承载底座摩擦,提高坯料上料过程中的保护效果。
技术特征:
1.一种风电高速级齿轮的锻造设备,其特征在于:包括齿轮加工承载底座(11),所述齿轮加工承载底座(11)表面设有齿轮锻造压力组件(20),所述齿轮锻造压力组件(20)用于对将加热后的坯料锻造,同时在锻造工作中将坯料竖向移动;
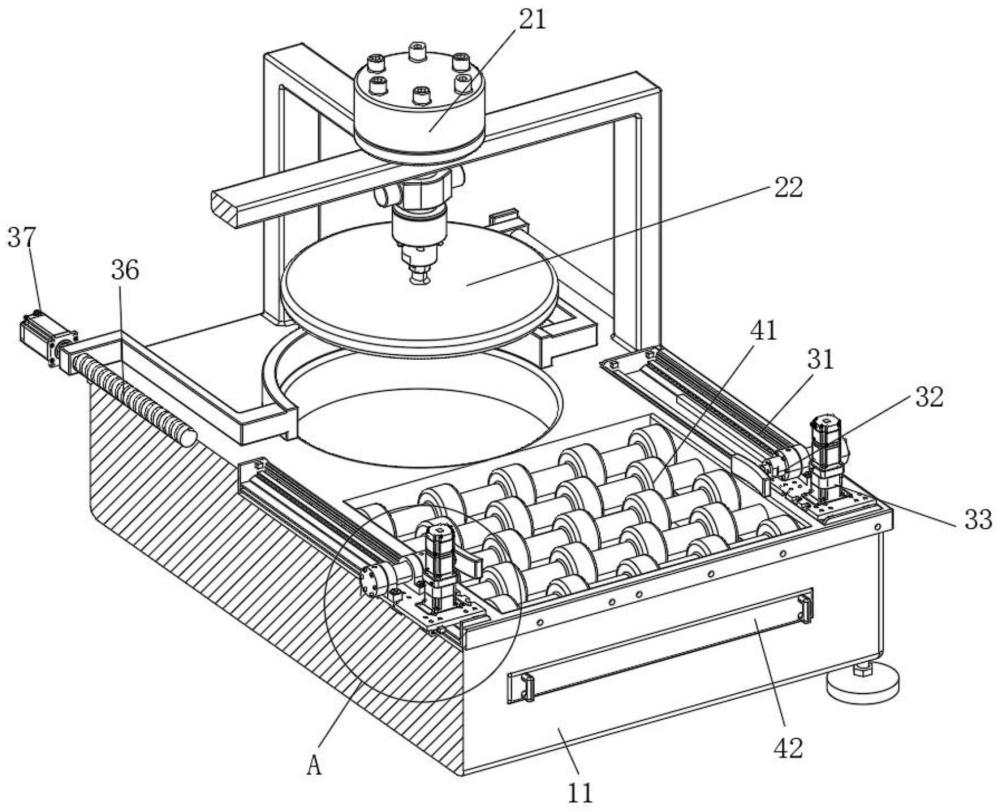
2.根据权利要求1所述的风电高速级齿轮的锻造设备,其特征在于:所述齿轮锻造压力组件(20)包括第一液压缸(21),所述第一液压缸(21)安装在齿轮加工承载底座(11)表面,所述齿轮加工承载底座(11)表面设有压盘(22),所述第一液压缸(21)用于带动压盘(22)竖向移动。
3.根据权利要求1所述的风电高速级齿轮的锻造设备,其特征在于:所述齿轮加工承载底座(11)内部设有第二液压缸(23),所述齿轮加工承载底座(11)内部设有推盘(26),所述第二液压缸(23)用于带动推盘(26)竖向移动。
4.根据权利要求3所述的风电高速级齿轮的锻造设备,其特征在于:所述齿轮加工承载底座(11)内部设有减震阻尼器(24),所述减震阻尼器(24)安装的位置处于推盘(26)表面的凹槽内,所述推盘(26)顶部设有模具(25)。
5.根据权利要求1所述的风电高速级齿轮的锻造设备,其特征在于:所述坯料辅助移动组件(30)包括移动导轨(31),所述移动导轨(31)安装在齿轮加工承载底座(11)内部,所述移动导轨(31)表面滑动连接有连接架(32),所述连接架(32)底部设有齿轮,所述移动导轨(31)内部设有齿条。
6.根据权利要求5所述的风电高速级齿轮的锻造设备,其特征在于:所述连接架(32)顶部设有用于带动齿轮旋转的第一电机(33),所述齿轮和齿条啮合,通过齿轮旋转带动连接架(32)横向移动,所述连接架(32)表面安装有第三液压缸(34)。
7.根据权利要求6所述的风电高速级齿轮的锻造设备,其特征在于:所述连接架(32)表面设有夹持杆(35),所述第三液压缸(34)用于带动夹持杆(35)横向移动,使得夹持杆(35)对坯料进行夹持,所述齿轮加工承载底座(11)表面转动连接有螺纹杆(36)。
8.根据权利要求7所述的风电高速级齿轮的锻造设备,其特征在于:所述齿轮加工承载底座(11)表面安装有用于带动螺纹杆(36)旋转的第二电机(37),所述螺纹杆(36)表面螺纹连接有推动架(38),所述推动架(38)和齿轮加工承载底座(11)滑动连接,用于限制推动架(38)横向移动,通过螺纹杆(36)转动带动推动架(38)移动。
9.根据权利要求1所述的风电高速级齿轮的锻造设备,其特征在于:所述杂质收集防堆积组件(40)包括辅助移动轮(41),所述辅助移动轮(41)和齿轮加工承载底座(11)转动连接,所述齿轮加工承载底座(11)内部滑动连接有杂质收集箱(42),所述杂质收集箱(42)处于辅助移动轮(41)下方,并具有10cm间距。
10.一种用于实现如权利要求1-9中任意一项所述的风电高速级齿轮的锻造设备的锻造方法,其特征在于,包括如下方法步骤:
技术总结
本发明涉及锻造技术领域,具体地说,涉及一种风电高速级齿轮的锻造设备及锻造方法。其包括齿轮加工承载底座,齿轮加工承载底座表面设有齿轮锻造压力组件,齿轮锻造压力组件用于对将加热后的坯料锻造,同时在锻造工作中将坯料竖向移动;齿轮加工承载底座表面设有坯料辅助移动组件;通过推动架横向移动过程中会将锻造完毕的坯料推动至辅助移动轮上方,通过辅助移动轮旋转减少和齿轮加工承载底座的摩擦,从而辅助完成下料,同时推动架将模具表面的杂质随着坯料移动的方向推动,使得杂质通过辅助移动轮掉落至杂质收集箱内部进行收集,然后将杂质收集箱抽出进行集中清理即可,不影响齿轮锻造压力组件的持续锻造。
技术研发人员:沈忠协,吴斌,孙天宇,顾明浩,杨陈肖,金星,陈惠
受保护的技术使用者:江阴市恒润重工股份有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!