一种切削稳定的切削刀片和切削刀具的制作方法
本发明属于加工刀具制备领域,尤其涉及一种切削稳定的切削刀片和切削刀具。
背景技术:
1、常用的金属加工方式中切削加工应用最广。切削加工中通常通过提高进给速度来达到高金属去除率,从而达到提高加工效率的目的。这种方式被称作快进给切削加工。为追求最大加工效率,当切削深度接近最大时,加工容易产生剧烈波动导致刀具受损、工件加工表面质量差等不良影响。因此快进给加工尤其是较大切深时,切削轻快、稳定的受力情况对加工时的稳定性有至关重要的作用;同时快进给产生大量切屑容易造成已加工表面划伤,切屑排出不流畅还容易堆积的切屑造成刀片的破损。
技术实现思路
1、鉴于以上所述现有技术的缺点,本发明的目的在于解决快进给切削加工中切削刀具切削深度接近最大时,刀具受损、工件加工表面质量差等问题。
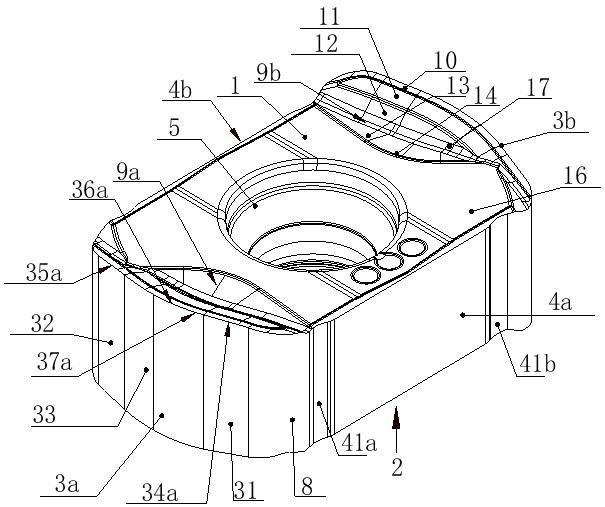
2、本申请方案提供一种切削稳定的切削刀片,包括:
3、相对设置的上表面和下表面;
4、在上表面和下表面之间延伸的一对水平侧面和一对竖直侧面;
5、贯穿上表面和下表面中部的通孔;
6、其中,竖直侧面彼此相对设置;
7、水平侧面彼此相对设置,水平侧面包括分别设置在两端的第一平面和第二平面,以及设置在第一平面和第二平面之间的、向外延伸的圆弧曲面;
8、所述上表面与下表面旋转对称,水平侧面彼此旋转对称,竖直侧面彼此旋转对称;
9、所述上表面和下表面以及侧面绕水平轴线和竖直轴线旋转对称;
10、水平侧面与上表面相交形成水平切削刃,水平切削刃依次包括:第一平面与上表面相交形成直线状的主切削刃、第二平面与上表面相交形成的副切削刃、圆弧曲面与上表面形成的圆弧修光切削刃;
11、所述上表面和下表面包括支撑部和切削部,所述切削部设有沿所述水平切削刃延伸的排屑槽,所述排屑槽的槽壁包括靠近水平切削刃一侧的、向内倾斜的前刀面,以及远离水平切削刃的、向外倾斜的第四表面;
12、所述第四表面与所述支撑部相交处形成一内凹的相交线,依次包括第一相交线、第三相交线和第二相交线;朝着所述上表面方向上看,所述第一相交线与所述主切削刃的夹角为θ1,第二相交线与所述副切削刃的夹角为θ2,θ1<θ2。
13、具体的,所述第一平面与第二平面之间具有夹角α,100°≤α≤175°,优选120°≤α≤150°。
14、进一步地,水平切削刃从靠近主切削刃的一端至另一端逐渐向下倾斜延伸。
15、进一步地,所述前刀面至少包含从外向内排布的第一前刀面和第二前刀面,第一前刀面具有前角β1,第二前刀面具有前角β2,β1<β2。
16、进一步地,所述前刀面还包括设置在内侧的第三前刀面,第三前刀面具有β3,β1<β2<β3。
17、具体的,2°≤β1≤10°,10°<β2≤20°,优选5°≤β1≤7°。
18、具体的,15°≤θ1≤30°,30°<θ2≤60°。优选15°≤θ1≤25°,40°≤θ2≤50°。
19、具体的,所述旋转对称包括相对水平轴线旋转对称和相对竖直轴线旋转对称.
20、具体的,切削刃两端点之间的高度距离和水平距离的比值为k,其中k3>k1>k2,且0.08<k1≤0.18,0.04≤k2≤0.08,0.18<k3≤0.4。
21、具体的,所述第一前刀面具有宽度w1,所述第二前刀面具有宽度w2,w1<w2,0.1mm≤w1≤0.5mm,优选0.15mm≤w1≤0.3mm。
22、进一步地,所述水平切削刃倒圆角,其圆角的直径为r,0.02mm≤r≤0.05mm,且r:w1在4%-50%之间。优选0.03mm≤r≤0.045mm,r:w1在10%-30%之间。
23、还提供一种切削稳定的切削刀具,包括刀体以及上述技术方案中任一项所述的切削刀片,所述刀体设有安装槽,切削刀片通过螺钉固定安装在刀体的安装槽内。
24、本申请的改进带来如下优点:本申请实施例提供一种切削稳定的切削刀具,适用于快进给加工、铣槽加工,斜坡铣加工等。该刀具的刀片为双面负型刀片:直线状的主切削刃提供稳定的切削力方向,避免加工时切削力方向变化带来的剧烈波动,尤其在切深接近最大切深时刀片受力方向基本恒定在垂直于主切削刃方向上。
技术特征:
1.一种切削稳定的切削刀片,其特征在于,包括:
2.根据权利要求1所述的切削刀片,其特征在于,所述第一平面与第二平面之间具有夹角α,100°≤α≤175°。
3.根据权利要求1所述的切削刀片,其特征在于,水平切削刃从靠近主切削刃的一端至另一端逐渐向下倾斜延伸。
4.根据权利要求1所述的切削刀片,其特征在于,所述前刀面至少包含从外向内排布的第一前刀面和第二前刀面,第一前刀面具有前角β1,第二前刀面具有前角β2,β1<β2。
5.根据权利要求4所述的切削刀片,其特征在于,2°≤β1≤10°,10°<β2≤20°。
6.根据权利要求5所述的切削刀片,其特征在于,所述前刀面还包括设置在内侧的第三前刀面,第三前刀面具有前角β3,β1<β2<β3。
7.根据权利要求4所述的切削刀片,其特征在于,所述第一前刀面具有宽度w1,所述第二前刀面具有宽度w2,w1<w2,0.1mm≤w1≤0.5mm。
8.根据权利要求7所述的切削刀片,其特征在于,所述水平切削刃倒圆角,其圆角的直径为r,0.02mm≤r≤0.05mm,且r:w1在4%-50%之间。
9.根据权利要求1所述的切削刀片,其特征在于,15°≤θ1≤30°,30°<θ2≤60°。
10.根据权利要求1所述的切削刀片,其特征在于,所述旋转对称包括相对水平轴线旋转对称和相对竖直轴线旋转对称。
11.根据权利要求1所述的切削刀片,其特征在于,切削刃两端点之间的高度距离和水平距离的比值为k,其中k3>k1>k2。
12.根据权利要求11所述的切削刀片,其特征在于,0.08<k1≤0.18,0.04≤k2≤0.08,0.18<k3≤0.4。
13.一种切削稳定的切削刀具,其特征在于,包括刀体以及权利要求1-12任一项所述的切削刀片,所述刀体设有安装槽,切削刀片通过螺钉固定安装在刀体的安装槽内。
技术总结
本发明公开一种切削稳定的切削刀片及切削刀具,切削刀片包括:相对设置的上表面和下表面;在上表面和下表面之间延伸的一对水平侧面和一对竖直侧面;贯穿上表面和下表面中部的通孔;其中,竖直侧面彼此相对设置;水平侧面彼此相对设置,水平侧面包括分别设置在两端的第一平面和第二平面,以及设置在第一平面和第二平面之间的、向外延伸的圆弧曲面;第一平面的上边缘和下边缘分别形成一对直线状的主切削刃;第二平面的上边缘和下边缘分别形成一对直线状的副切削刃;过度圆弧曲面的上边缘和下边缘分别形成一对圆弧修光切削刃。本发明的目的在于解决快进给切削加工中切削刀具切削深度接近最大时,刀具受损、工件加工表面质量差等问题。
技术研发人员:李炜,李贤德,曹昊铉,谭卓鹏,袁淳通,陈婷,黄常华,廖星文
受保护的技术使用者:赣州澳克泰工具技术有限公司
技术研发日:
技术公布日:2024/3/5
- 还没有人留言评论。精彩留言会获得点赞!