一种焊后整形结构的制作方法
本发明涉及电池盖板整形,特别是一种焊后整形结构。
背景技术:
1、新能源汽车市场持续快速扩张,带动新能源电池市场迅猛增长。目前,新能源电池普遍采用的是方形铝壳结构,由壳体和电池顶盖片两部分组成,其中电池顶盖片主要由铝盖片和焊接于铝盖片上的两个极柱组成,然而在制造过程往往会因为焊接而造成铝盖片两端向上翘曲的翘曲率过大,从而使得批量式制造成型的电池顶盖片中的合格率较低。现有装配设备中,电池顶盖片的整形是不可或缺的一道工序,即焊接工艺完成后需要对其整体四周外形进行整形,目前市面上的整形设备通常是比较单一的工装夹具,自动化程度较低。
技术实现思路
1、本发明的目的是为了解决上述技术的不足而设计的一种焊后整形结构。
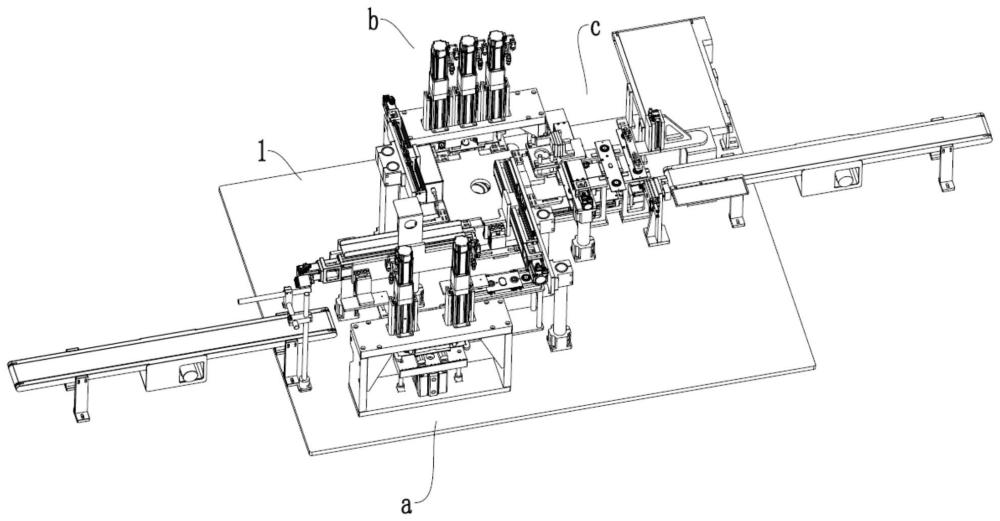
2、本发明所设计了一种焊后整形结构,包括机架,机架上依次设有一次整形装置a、平面度检测装置、二次整形装置b及下料装置c,
3、一次整形装置a包括安装于机架上的整形架、位于整形架上且用于定位电池顶盖片的转运台、位于转运台上下方的上整形件和下整形件,上整形件设有两个可伸缩的活动块和位于两个活动块之间且安装于整形架上的固定块,两个活动块的位置分别与转运台上的电池顶盖片两端位置对应,固定块的位置与下整形件的整形辅助部位置对应;
4、平面度检测装置包括用于放置一次整形后的电池顶盖片的定位组件、安装于机架上的横向驱动装置和安装于横向驱动装置的滑块上且用于检测一次整形后电池顶盖片平面度的平面度检测仪;
5、二次整形装置b包括位于机架上的支撑架、安装于支撑架且位于定位组件上下方的第一整形组件和第二整形组件,第一整形组件包括位于定位组件上的电池顶盖片上方的三个可伸缩的顶压块和两块上夹持块,各上夹持块分别位于每相邻两个所述顶压块之间,第二整形组件相对于定位组件可作举升运动,第二整形组件包括两个分别与各上夹持块位置对应的下夹持块,两块上夹持块固定于支撑架上;
6、下料装置c包括设置于机台上的承运机构、检测机构、抓取机构及分选机构,
7、所述承运机构包括用于承载电池顶盖片的承载台、驱动承载台作升降和平移运动的第一驱动组;
8、所述检测机构包括位于承载台上方且用于检测承载台上电池顶盖片是否合格的视觉检测组件、驱动视觉检测组件作平移运动的第二驱动组;
9、所述抓取机构包括能沿着机台作升降和旋转动作的机械手、驱动机械手作升降和旋转动作的第三驱动组及安装于机械手上且将承载台上的电池顶盖片进行吸取的吸盘组件;
10、所述分选机构包括分别位于抓取机构的两侧的第一运输组件和第二运输组件,所述抓取机构将电池顶盖片吸取后转移至第一运输组件或第二运输组件,其中第一运输组件一侧设有翻转机构,当抓取机构将电池顶盖片转移至第一运输组件时,所述抓取机构先将电池顶盖片转移至翻转机构上,然后通过翻转机构将电池顶盖片翻转并置于第一运输组件上。
11、进一步优化,一次整形装置a还包括第一升降驱动装置、第二升降驱动装置和第三升降驱动装置,所述第一升降驱动装置和第二升降驱动装置分别安装于所述整形架上,并且所述第一升降驱动装置的伸缩件和第二升降驱动装置的伸缩件分别于两块活动块连接,所述第三升降驱动装置安装于第一整形空间的下内壁上,所述下整形件安装于所述第三升降驱动装置的伸缩件上。
12、作为优选,一次整形装置a还包括第一旋转驱动装置和旋转件,所述第一旋转驱动装置位于所述第一整形空间旁侧,所述旋转件安装于所述第一旋转驱动装置的旋转部上,所述旋转件的前后相对两侧均安装有转运台。
13、作为优选,各转运台均包括两个相互对称并间隔设置的板体,各板体的内侧分别形成有用于电池顶盖片端部定位的第一定位槽,且两个所述第一定位槽位置相互对应设置,各所述板体的一端分别以位置可调式安装于所述旋转件上。
14、进一步优化,各活动块均包括两根间隔设置顶压部,两根所述顶压部之间的距离大于电池顶盖片上的极柱位直径,当两根顶压部的端部与电池顶盖片的顶面抵触时,两根顶压部分别位于电池顶盖片上的极柱位前后两侧的旁侧,各所述活动块均还包括定位块和整形块,所述整形块的顶面与所述定位块的底面滑动配合设置,所述定位块的底面设置有多个沿其长度方向直线排列的多个调节孔,所述整形块上设置有与调节孔位置对应的固定孔,所述固定孔内穿设有固定螺栓,固定螺栓的螺杆与任一调节孔螺纹连接固定、其螺栓头压制在所述整形块的底面,以将所述整形块固定于所述定位块上,并且各所述活动的定位块分别与第一升降驱动装置和第二升降驱动装置的伸缩件固定连接,所述两根顶压部形成于所述整形块的底面。
15、进一步优化,二次整形装置b还包括设置与支撑架上的伸缩驱动装置和举升装置,三个伸缩驱动装置安装于支撑架的顶部,各所述伸缩驱动装置的伸缩部分别与三个顶压块位置对应连接;所述举升装置的伸缩部与所述第二整形组件连接。
16、作为优选,三个所述顶压块中位于左右两侧的顶压块均包括第一连接部、以及设置于所述第一连接部上且呈间隔设置的两根顶杆,两根所述顶杆呈前后分布设置,并且两根所述顶杆的中线之间的距离大于电池顶盖片上的极柱位直径,两根所述顶杆的中线之间的距离小于电池顶盖片的宽度,该位于左右两侧的的顶压块的第一连接部分别与位于左右两侧的伸缩驱动装置的伸缩部固定连接,三个所述顶压块中位于中部的所述顶压块包括第二连接部、以及设置于所述第二连接部上且呈间隔设置的两个顶压凸起,两个所述顶压凸起呈左右分布设置、并且均沿所述第二连接部的宽度方向设置,各所述上夹持块均包括第三连接部、以及设置第三连接部上且呈间隔设置两个顶压凸部,两个所述顶压凸部呈前后分布设置,并且两个所述顶压凸部的中线之间的距离大于电池顶盖片上的极柱位直径,两个所述顶压凸部的中线之间的距离小于电池顶盖片的宽度。
17、作为优选,二次整形装置b还包括一可旋转的旋转盘,旋转盘的边缘安装有多个定位组件,多个定位组件呈环形阵列分布设置,位于外界的一个定位组件旁侧设置有平面度检测装置。
18、进一步优化,所述承载台沿着自身平移运动方向前后设有两个电池顶盖片安置工位,所述第一驱动组包括第一平移滑动件、滑动连接于第一平移滑动件上的第一底座、安装于第一底座上的第一升降装置,所述承载台安装于第一升降装置上,所述承载台上设有可拆卸的安装块,所述安装块上设有用于放置板状电池顶盖片的水平面,所述水平面在位于板状电池顶盖片前后侧均设有定位凸起。
19、作为优选,所述第一运输组件和第二运输组件均为传送带,所述翻转机构包括位于第一运输组件一侧的第四底座、安装于第四底座上的第二旋转驱动件、安装于第二旋转驱动件输出端的翻转板,所述翻转板上设有电池顶盖片定位槽,所述翻转板通过第二旋转驱动件转动而实现翻转动作,最终将电池顶盖片翻转至第一运输组件上。
20、本发明的技术效果为,1、实现了电池顶盖片的自动化二次整形。
21、2、利用第三升降驱动装置举升下整形件而使得转运台上的电池顶盖片被举升,并且被夹持在固定块和下整形件的整形辅助部之间,然后第一升降驱动装置和第二升降驱动装置分别驱动两个活动块下降而顶压电池顶盖片的两端,以降低电池顶盖片两端向上翘曲的翘曲率,使得焊接成型后的电池顶盖片符合生产标准要求,提升生产的合格率。
22、3、利用直线输送机构和取料机械手实现自动将焊接完成的电池顶盖片输送转运至位于外界的转运台上,然后再利用第一旋转驱动装置将未整形的电池顶盖片转运至上整形件与下整形件之间,将已整形的电池顶盖片转运至外界,由此可知,电池顶盖片上料采用自动化方式,使得工作效率得到大幅度提升。
23、4、利用举升装置先将定位组件上的电池顶盖片进行举升,从而将电池顶盖片夹持在上夹持块与下夹持块之间,此时再控制三个伸缩驱动装置中至少一者的伸缩部伸出而驱动顶压块顶压电池顶盖片的中部和/或两端部,由于电池顶盖片的中部和两端部均处于悬空状态,因此在顶压时可使得电池顶盖片的中部和/或两端部向下弯曲而作整形加工,以降低电池顶盖片中部和两端部向上翘曲的翘曲率,使得焊接成型后的电池顶盖片的平整度符合生产标准要求,提升生产的合格率。
24、5、利用旋转盘步进式旋转,将未整形或经初步整形的电池顶盖片转移至平面度检测装置的位置处,由于平面度检测装置和三个伸缩驱动装置均由plc控制器控制,此时平面度检测仪对转移过来的电池顶盖片作平面度检测,并将检测到的平面度数据传输至plc控制器中,而plc控制器根据平面度数据自动调整三个伸缩驱动装置的伸缩部伸出的位移量,从而实现了根据不同平面度来对电池顶盖片作相应调整,避免因整形量过大或过小而导致产品仍然不符合标准要求的问题发生。
25、6、通过检测机构、承运机构、抓取机构及分选机构,依次对电池顶盖片成品进行判定、托运、转运及分选,使得电池顶盖片最终能将不合格品与合格品分选传送,实现电池顶盖片自动化下料;分选机构中包括了两个运输组件,即分别用于运输合格品和不合格品,抓取机构将检测机构测得的合格品和不合格品分别运输至对应运输组件上,其中合格品运输组件的一侧设有翻转机构,也就是抓取机构将合格品抓取至翻转机构上,翻转机构将合格品翻转180度后扣在运输组件上,使得合格品能反面朝上进行运输,便于后道工序生产,而无需人工进行抓取翻转。
- 还没有人留言评论。精彩留言会获得点赞!