一种通过激光定型的异径管锥形卷板机的制作方法
本发明涉及异径管加工领域,具体是涉及一种通过激光定型的异径管锥形卷板机。
背景技术:
1、异形管状件的加工方式常见的有冲压加工和卷板加工,采用冲压的方式受限于模具的尺寸,只能生产固定尺寸的异形管,异形管包括异径管、异形漏斗等,在制作异形漏斗时,由于异形漏斗曲面部分过大,使得加工不便。
2、中国专利cn110586791b公开了一种异形漏斗制作方法,其包括以下步骤:分别制造圆筒、两块三角形的平面板及与每块所述平面板对应的至少三块零件板;至少三块零件板用于拼接形成扇形板;将至少三块所述零件板分别压制成弧形板后依次与对应的所述平面板连接得到异形圆锥;压制时在所述零件板上间隔绘制多条素线后放入卷板机,使所述卷板机的上压辊中轴线投影与所述零件板上的一条水平布置的素线重合,随后使用所述上压辊下压所述零件板并在该素线左右相邻的两条素线间来回辊压,重复上述压制过程对所述零件板上的每条素线进行压制,直至将整块零件板压制完成制作得到弧形板;将两个所述异形圆锥对称的连接于所述圆筒的一端。
3、上述方案虽然能加工处尺寸精确的大型异形漏斗,上述的异形漏斗和异径管在外形上类似,可以将上述方案移植到制作异径管的设备上,但是上述方案中的制作方法却无法适应不同尺寸的异形漏斗的生产,异径管作为异形管中的一种,异径管也能采用卷板式加工方法,此种加工方法能制造出多种尺寸的异径管,但是现有的卷板机在对异径管进行卷板时无法保证卷板后的板件端部完全重合,需要人员采用手动或机械进行二次对齐才能完成焊接,加工时间较长,且若采用手动对齐的方式还会出现生产出的异径管不圆的情况。
技术实现思路
1、针对上述问题,提供一种通过激光定型的异径管锥形卷板机,将需要加工的异径管尺寸,如母线的长度、大开口端的直径、小开口端的直径等输入控制台,控制台生成对应的预设异径管的轴线方向和预设异径管母线的延伸方向,夹持定型装置根据控制台的预设异径管的轴线方向和预设异径管母线的延伸方向对自身的长度方向的指向进行调节,使得夹持定型装置的长度方向与需要加工的异径管的母线延伸方向相同,同时两个夹持定型装置形成的平面将异径管刚好平分,两个夹持定型装置与卷板装置共同构成了三点定型结构,使得被卷板装置加工的异径管能更快的被加工出来,且加工后的异径管不易出现走样的情况。
2、为解决现有技术问题,本发明提供一种通过激光定型的异径管锥形卷板机,包括卷板装置;该卷板机还包括夹持定型装置、测量装置和控制台;夹持定型装置设置有两个,两个夹持定型装置关于卷板装置的长度方向对称设置在卷板装置的两侧,夹持定型装置对位于卷板装置上的异径管的管壁进行夹持,夹持定型装置与异径管的管壁滚动配合;测量装置沿卷板装置的长度方向设置在夹持定型装置远离卷板装置的一侧,测量装置对位于卷板装置上的异径管的尺寸大的开口一端的端面倾斜角度进行测量;控制台设置在卷板装置的一侧,控制台中设置有预设异径管母线延伸方向和预设异径管轴线,在夹持定型装置将自身长度方向矫正至与预设异径管母线延伸方向平行时,控制台为夹持定型装置的矫正提供指引,两个夹持定型装置和卷板装置围绕预设异径管轴线呈三点阵列,被加工的异径管依次穿过卷板装置和两个夹持定型装置。
3、优选的,夹持定型装置包括轴线追踪装置、母线追踪装置和夹持组件;轴线追踪装置设置在卷板装置的侧壁上;母线追踪装置设置在轴线追踪装置上,轴线追踪装置能驱动母线追踪装置沿卷板装置的高度方向滑动,轴线追踪装置用于调节母线追踪装置的长度方向与预设异径管轴线平行;夹持组件设置在母线追踪装置上,母线追踪装置调节夹持组件的长度方向朝预设异径管母线的延伸方向倾斜并最终与预设异径管母线延伸方向平行。
4、优选的,夹持组件包括夹持轮和移动座;移动座设置母线追踪装置上,移动座沿卷板装置的宽度方向移动;夹持轮设置有两个,夹持轮沿移动座的厚度方向设置在移动座的一侧,两个夹持轮关于移动座的厚度方向对称设置在移动座上,移动座通过液压驱动两个夹持轮相互靠近或远离,通过卷板装置完成加工的异径管从两个夹持轮之间穿过,两个夹持轮对加工后的异径管的管壁进行夹持。
5、优选的,两组夹持定型装置中的夹持组件完成夹持时,两个夹持定型装置形成的平面将异径管等尺寸平分成两个部分。
6、优选的,在卷板装置运行前两个夹持轮之间的距离大于异径管的厚度,两个夹持轮之间的距离自卷板装置运行后逐渐变小并最终将异径管的管壁夹持住。
7、优选的,轴线追踪装置包括第一升降装置和转动装置;第一升降装置沿卷板装置的高度方向设置在卷板装置的一侧;转动装置设置在第一升降装置上,第一升降装置带动转动装置沿卷板装置的高度方向移动,母线追踪装置设置在转动装置上,转动装置驱动母线追踪装置转动。
8、优选的,母线追踪装置包括直线驱动器、安装板、铰接板和第一滑台;安装板设置在转动装置上,转动装置带动安装板围绕卷板装置的宽度方向转动;铰接板铰接在安装板的端部;直线驱动器的两端分别与安装板和铰接板远离安装板的端部铰接;第一滑台沿铰接板的长度方向设置在铰接板上,夹持组件设置在第一滑台上,第一滑台带动夹持组件沿铰接板的长度方向移动。
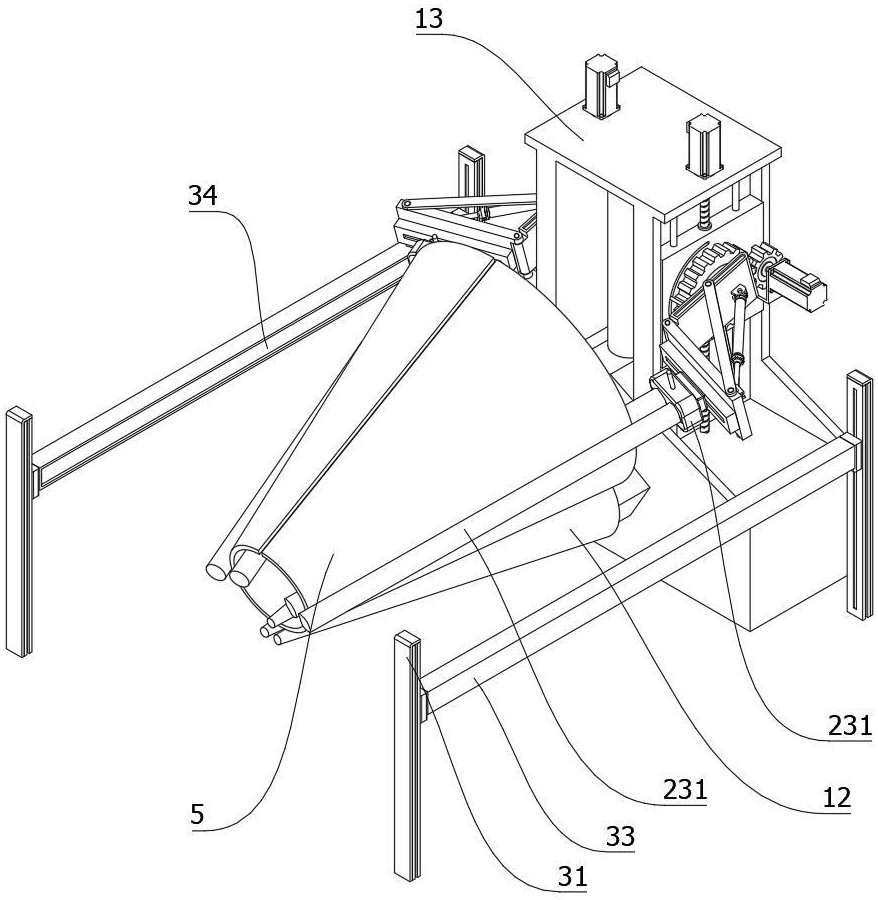
9、优选的,测量装置包括第二升降装置、光电测距仪、激光发射器和接收板;两个第二升降装置关于卷板装置的长度方向对称设置在卷板装置的两侧;光电测距仪沿卷板装置的长度方向设置在卷板装置上,光电测距仪对位于卷板装置上的异径管大开口的端部距离卷板装置的距离进行检测;激光发射器设置在其中一个第二升降装置上;接收板设置在另一个第二升降装置上,接收板接收激光发射器发出的信号,两个第二升降装置带动激光发射器和接收板同步升降。
10、优选的,测量装置还包括遮光装置,遮光装置设置在测量装置的外围,遮光装置具有第一状态和第二状态,第一状态时,遮光装置将外界光线与测量装置隔离,第二状态时,遮光装置呈敞开状态。
11、优选的,测量装置还包括保护装置,保护装置设置在遮光装置上,在测量装置运行时,保护装置识别测量装置监测范围内的物体。
12、本发明相比较于现有技术的有益效果是:
13、本发明通过设置夹持定型装置、测量装置和控制台,将需要加工的异径管尺寸,如母线的长度、大开口端的直径、小开口端的直径等输入控制台,控制台生成对应的预设异径管的轴线方向和预设异径管母线的延伸方向,夹持定型装置根据控制台的预设异径管的轴线方向和预设异径管母线的延伸方向对自身的长度方向的指向进行调节,使得夹持定型装置的长度方向与需要加工的异径管的母线延伸方向相同,同时两个夹持定型装置形成的平面将异径管刚好平分,两个夹持定型装置与卷板装置共同构成了三点定型结构,使得被卷板装置加工的异径管能更快的被加工出来,且加工后的异径管不易出现走样的情况。
技术特征:
1.一种通过激光定型的异径管锥形卷板机,包括卷板装置(1);
2.根据权利要求1所述的一种通过激光定型的异径管锥形卷板机,其特征在于,夹持定型装置(2)包括轴线追踪装置(21)、母线追踪装置(22)和夹持组件(23);
3.根据权利要求2所述的一种通过激光定型的异径管锥形卷板机,其特征在于,夹持组件(23)包括夹持轮(231)和移动座(232);
4.根据权利要求2所述的一种通过激光定型的异径管锥形卷板机,其特征在于,两组夹持定型装置(2)中的夹持组件(23)完成夹持时,两个夹持定型装置(2)形成的平面将异径管(5)等尺寸平分成两个部分。
5.根据权利要求3所述的一种通过激光定型的异径管锥形卷板机,其特征在于,在卷板装置(1)运行前两个夹持轮(231)之间的距离大于异径管(5)的厚度,两个夹持轮(231)之间的距离自卷板装置(1)运行后逐渐变小并最终将异径管(5)的管壁夹持住。
6.根据权利要求2所述的一种通过激光定型的异径管锥形卷板机,其特征在于,轴线追踪装置(21)包括第一升降装置(211)和转动装置(212);
7.根据权利要求2所述的一种通过激光定型的异径管锥形卷板机,其特征在于,母线追踪装置(22)包括直线驱动器(221)、安装板(222)、铰接板(223)和第一滑台(224);
8.根据权利要求1所述的一种通过激光定型的异径管锥形卷板机,其特征在于,测量装置(3)包括第二升降装置(31)、光电测距仪(32)、激光发射器(33)和接收板(34);
9.根据权利要求8所述的一种通过激光定型的异径管锥形卷板机,其特征在于,测量装置(3)还包括遮光装置(35),遮光装置(35)设置在测量装置(3)的外围,遮光装置(35)具有第一状态和第二状态,第一状态时,遮光装置(35)将外界光线与测量装置(3)隔离,第二状态时,遮光装置(35)呈敞开状态。
10.根据权利要求9所述的一种通过激光定型的异径管锥形卷板机,其特征在于,测量装置(3)还包括保护装置(36),保护装置(36)设置在遮光装置(35)上,在测量装置(3)运行时,保护装置(36)识别测量装置(3)监测范围内的物体。
技术总结
本发明涉及异径管加工领域,具体是涉及一种通过激光定型的异径管锥形卷板机,包括卷板装置;夹持定型装置设置有两个,夹持定型装置对位于卷板装置上的异径管的管壁进行夹持;测量装置沿卷板装置的长度方向设置在夹持定型装置远离卷板装置的一侧;控制台设置在卷板装置的一侧,控制台中设置有预设异径管母线延伸方向和预设异径管轴线,在夹持定型装置将自身长度方向矫正至与预设异径管母线延伸方向平行时,控制台为夹持定型装置的矫正提供指引,被加工的异径管依次穿过卷板装置和两个夹持定型装置。本发明提高了卷板机在卷制异径管时的效率,同时能保证加工出来的异径管质量符合预设要求。
技术研发人员:肖松超,肖松茂,肖阳
受保护的技术使用者:沧州友隆管件制造有限公司
技术研发日:
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!