应用于汽车构件激光打码机的纠偏机构及纠偏方法与流程
本发明属于激光打码,具体涉及应用于汽车构件激光打码机的纠偏机构及纠偏方法。
背景技术:
1、在汽车工件生产过程中,需要使用激光打码机在工件表面上雕刻出型号等文字。传统的镭射机,由工作台、激光器系统组成,雕刻时将零件安装于定位夹具上,激光器对物体表面雕刻固定的文本内容和固定的位置。加工较为单一,如要完成对多个工件进行雕刻,必须多次使用夹具对构件依次进行夹持定位,因零件多次定位,就会造成进度下降,工作效率低下,如果采用输送带形式进行输送打码,汽车构件又会因输送带的震动而发生偏移,造成激光打码偏移,无法精准进行定位。
技术实现思路
1、本发明为了解决上述技术问题,进而提出了应用于汽车构件激光打码机的纠偏机构及纠偏方法。
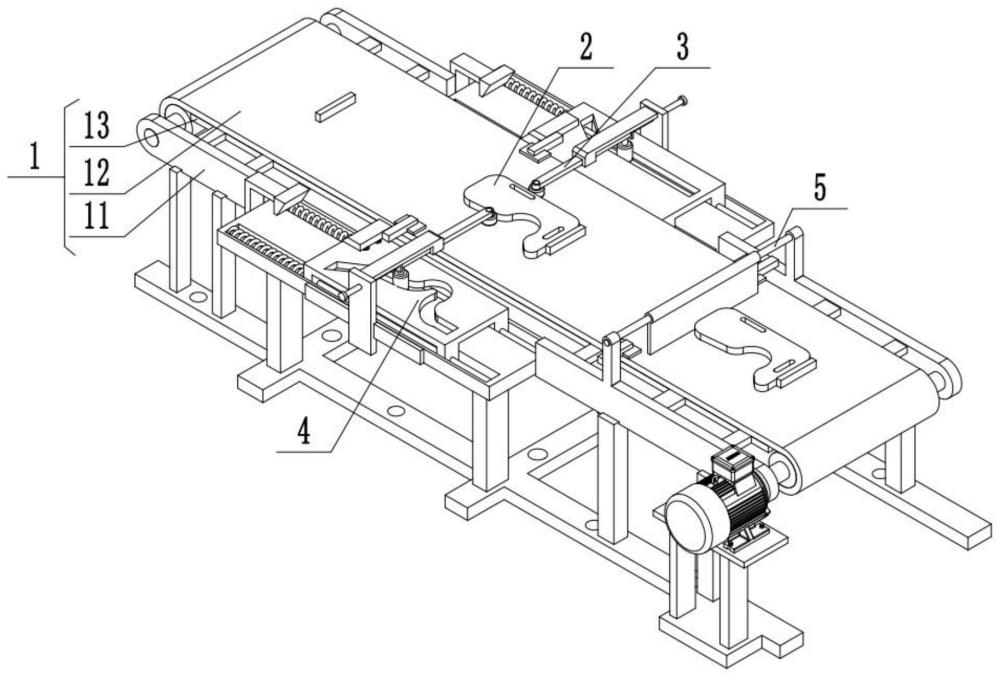
2、本发明具体技术方案如下:应用于汽车构件激光打码机的纠偏机构及纠偏方法,包括输送机构,所述输送机构上滑动连接有用于定位工件的纠偏组件,输送机构上滑动连接有用于驱动纠偏组件滑动的驱动组件,输送机构上安装有定位组件。
3、进一步,所述输送机构包括输送架和输送带,输送架上缠绕有用于输送工件的输送带,所述纠偏组件包括纠偏杆,所述输送架上对称滑动连接有纠偏杆,纠偏杆一端上转动连接有纠偏轮。
4、进一步,所述驱动组件包括滑动座,所述输送架上对称滑动连接有滑动座,滑动座与输送架之间通过弹簧连接,其中一个滑动座上开设有与工件一侧形状相同的第一凹槽,另一个滑动座上开设有与工件另一侧形状相同的第二凹槽,纠偏杆另一端上转动连接有滚轮,滚轮分别滑动连接在第一凹槽和第二凹槽内,滑动座上滑动连接有移动块,移动块与滑动座之间通过弹簧连接,输送带上安装有用于与移动块配合驱动滑动座移动的推块,滑动座上安装有用于推块与移动块分离的复位组件。
5、进一步,所述复位组件包括支撑架,所述输送架上安装有支撑架,支撑架上安装有用于挤压移动块的倾斜块。
6、进一步,所述倾斜块与移动块上均设置有斜面。
7、进一步,所述定位组件包括转动杆,输送架上转动连接有转动杆,转动杆与输送架之间安装有扭簧,输送带上安装有挡块,转动杆上安装有与挡块配合的挡板。
8、进一步,所述输送架上安装有用于托住输送带的托起板。
9、应用于汽车构件激光打码机的纠偏机构的纠偏方法,所述输送带带动推块、挡块和工件一起向尾端移动,通过挡板挡住工件使工件接触到挡块后一起向尾端移动,推块通过移动块带动滑动座向尾端移动,滑动座通过第一凹槽和第二凹槽驱动纠偏杆向中心移动,使纠偏轮沿着工件两侧横向移动,使两个所述纠偏轮对不规格工件侧边进行定位,防止工件发生左右偏移。
10、有益效果:
11、本申请通过在输送机构上滑动连接有用于定位工件的纠偏组件,输送机构上滑动连接有用于驱动纠偏组件滑动的驱动组件,输送机构上安装有定位组件,操作人员将工件放置在输送机构上,输送机构通过摩擦力带动工件向尾端移动,工件会与定位组件相接触,使工件等距排列在输送机构上,之后输送机构通过驱动组件带动纠偏组件向中心移动,使纠偏组件将偏转工件的左右两侧夹持住,对工件进行纠偏,之后被夹持工件上方利用龙门架安装有激光打码机构,之后输送机构继续输送工件向尾端移动,纠偏组件会沿着设定好的路径进行横向滑动,使纠偏组件一直与工件的两侧相接触,利用纠偏组件将工件的左右两侧固定住,使工件一直向尾端移动,进而能够对多个同规格汽车构件依次进行激光打码,不再需要人工进行多次夹持定位,进而提高了工作效率,减轻了劳动强度,通过纠偏组件还可以防止在打码时,工件发生偏移,能够提高打码位置精确度,提高产品合格率。
技术特征:
1.应用于汽车构件激光打码机的纠偏机构,其特征在于,包括输送机构(1),所述输送机构(1)上滑动连接有用于定位工件(2)的纠偏组件(3),输送机构(1)上滑动连接有用于驱动纠偏组件(3)滑动的驱动组件(4),输送机构(1)上安装有定位组件(5)。
2.根据权利要求1所述的应用于汽车构件激光打码机的纠偏机构,其特征在于,所述输送机构(1)包括输送架(11)和输送带(12),输送架(11)上缠绕有用于输送工件(2)的输送带(12),所述纠偏组件(3)包括纠偏杆(31),所述输送架(11)上对称滑动连接有纠偏杆(31),纠偏杆(31)一端上转动连接有纠偏轮(32)。
3.根据权利要求2所述的应用于汽车构件激光打码机的纠偏机构,其特征在于,所述驱动组件(4)包括滑动座(41),所述输送架(11)上对称滑动连接有滑动座(41),滑动座(41)与输送架(11)之间通过弹簧连接,其中一个滑动座(41)上开设有与工件(2)一侧形状相同的第一凹槽(42),另一个滑动座(41)上开设有与工件(2)另一侧形状相同的第二凹槽(43),纠偏杆(31)另一端上转动连接有滚轮(44),滚轮(44)分别滑动连接在第一凹槽(42)和第二凹槽(43)内,滑动座(41)上滑动连接有移动块(45),移动块(45)与滑动座(41)之间通过弹簧连接,输送带(12)上安装有用于与移动块(45)配合驱动滑动座(41)移动的推块(46),滑动座(41)上安装有用于推块(46)与移动块(45)分离的复位组件(47)。
4.根据权利要求3所述的应用于汽车构件激光打码机的纠偏机构,其特征在于,所述复位组件(47)包括支撑架(471),所述输送架(11)上安装有支撑架(471),支撑架(471)上安装有用于挤压移动块(45)的倾斜块(472)。
5.根据权利要求4所述的应用于汽车构件激光打码机的纠偏机构,其特征在于,所述倾斜块(472)与移动块(45)上均设置有斜面。
6.根据权利要求5所述的应用于汽车构件激光打码机的纠偏机构,其特征在于,所述定位组件(5)包括转动杆(51),输送架(11)上转动连接有转动杆(51),转动杆(51)与输送架(11)之间安装有扭簧,输送带(12)上安装有挡块(52),转动杆(51)上安装有与挡块(52)配合的挡板(53)。
7.根据权利要求6所述的应用于汽车构件激光打码机的纠偏机构,其特征在于,所述输送架(11)上安装有用于托住输送带(12)的托起板(13)。
8.根据权利要求7所述的应用于汽车构件激光打码机的纠偏机构的纠偏方法,其特征在于,所述输送带(12)带动推块(46)、挡块(52)和工件(2)一起向尾端移动,通过挡板(53)挡住工件(2)使工件(2)接触到挡块(52)后一起向尾端移动,推块(46)通过移动块(45)带动滑动座(41)向尾端移动,滑动座(41)通过第一凹槽(42)和第二凹槽(43)驱动纠偏杆(31)向中心移动,使纠偏轮(32)沿着工件(2)两侧横向移动,使两个所述纠偏轮(32)对不规格工件(2)侧边进行定位,防止工件(2)发生左右偏移。
技术总结
本发明属于激光打码技术领域,具体涉及应用于汽车构件激光打码机的纠偏机构及纠偏方法,包括输送机构,所述输送机构上滑动连接有用于定位工件的纠偏组件,输送机构上滑动连接有用于驱动纠偏组件滑动的驱动组件,输送机构上安装有定位组件。所述输送机构包括输送架和输送带,输送架上缠绕有用于输送工件的输送带,所述纠偏组件包括纠偏杆,所述输送架上对称滑动连接有纠偏杆,纠偏杆一端上转动连接有纠偏轮。使工件一直向尾端移动,进而能够对多个同规格汽车构件依次进行激光打码,不再需要人工进行多次夹持定位,进而提高了工作效率,减轻了劳动强度,通过纠偏组件还可以防止在打码时,工件发生偏移,能够提高打码位置精确度,提高产品合格率。
技术研发人员:刘翔,吴增盘,陈晓,王娜,刘涛
受保护的技术使用者:天津泰正机械有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!