一种预制波纹电磁成形复合板的装置及方法
本发明属于金属复合板制备,具体涉及一种预制波纹电磁成形复合板的装置及方法。
背景技术:
1、在全球工业和经济飞速发展的时代背景下,单一组元的金属材料已无法满足严苛的服役条件,而金属复合板可以发挥组元材料各自的优势,达成各组元材料资源的最优配置,实现单一金属不能满足的性能要求,而且可以减少稀有金属的使用量,具有极高的性价比,是近年来国家重点发展的金属结构材料之一,被广泛应用于能源交通、航天航空、国防军工和装备制造等领域。
2、金属复合板主要通过界面冶金结合实现异种材料的复合,目前金属复合板的制备方法主要有爆炸复合法、轧制复合法等。爆炸复合法利用爆炸产生的大量能量推动覆层板抵靠基板而实现复合,形成牢固的冶金结合,通常用于连接在机械性能、热膨胀系数或熔化温度方面有显著差异的不同金属。爆炸复合法可实现大部分难以形成界面结合的金属板复合,会产生波浪形的结合区形态,不会产生任何热影响区,不会导致微观结构的变化,目前已广泛应用于金属复合板制备中,但爆炸复合法的应用也存在一定的局限性,载荷分布不均导致产品质量不稳定,爆炸带来巨大的生产安全隐患,对环境产生严重的污染等。轧制复合法利用轧机的强大压力,使金属发生剧烈的塑性变形,界面处的新鲜基体金属在压力作用下紧密接触进而产生微观尺度的原子反应,最终金属层间界面形成稳定的冶金结合。轧制复合法具有污染低,操作稳定且批量生产连续性好等优势,成为应用最为广泛的金属复合板的制备方法之一,但由于待复合的异种金属材料变形程度不匹配,结合能力弱等因素会导致制备的金属复合板出现板形翘曲严重,界面结合强度低等问题。
3、电磁成形是利用金属在强脉冲磁场中受到的电磁力作用使其发生塑性变形的一种高速、高能率,短时脉冲加工技术,广泛应用于单一金属材料的精密成形。电磁成形和爆炸复合一样是一种高速成形方法,具有通用性大,投资少,设备简单等优点,同时电磁成形可以排除爆炸成形带来的安全隐患和对环境的污染,应用前景十分广阔。因此,开发一种利用电磁成形技术来制备结合质量高、板形好的金属复合板的装置和方法是非常有必要的。
技术实现思路
1、本发明针对目前存在的金属复合板制备方法中爆炸复合对环境污染严重和轧制复合导致板形翘曲严重等问题,提供了一种通用性强,尤其能够很好的适用于难变形金属板和易变形金属板结合的一种预制波纹电磁成形复合板的装置及方法。
2、为达到上述目的本发明采用了以下技术方案:
3、一种预制波纹电磁成形复合板的装置,包括成形工装和电源系统;
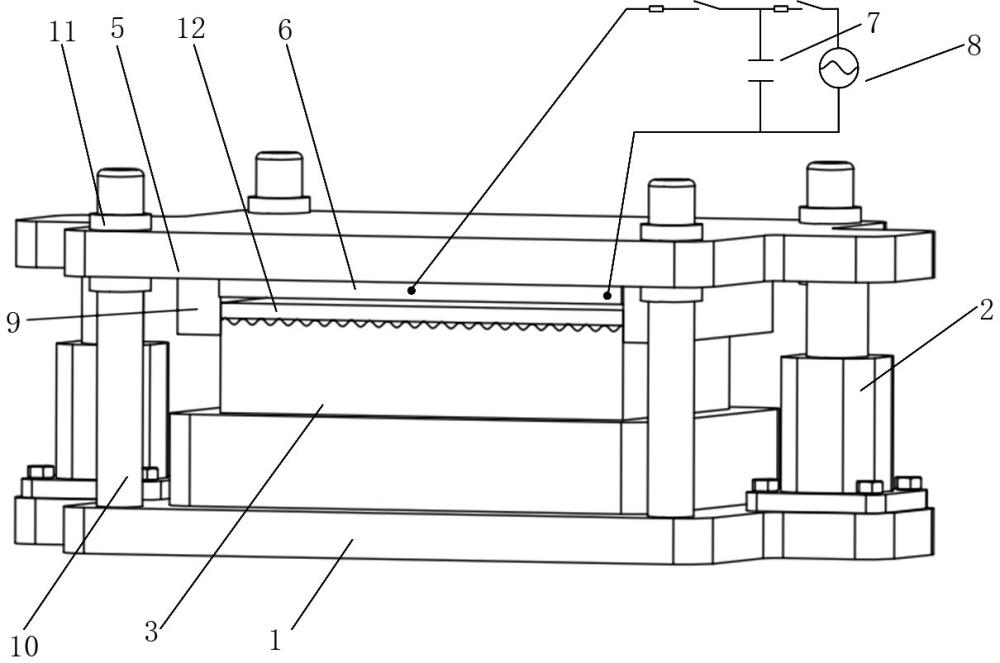
4、所述成形工装包括下基座,在所述下基座上固定设置有升降组件,在所述下基座上可拆卸的安装有模具,当进行金属板波纹预制时,模具为波纹形模具,当进行异种金属板复合时,模具为平模具,在所述下基座的上方设置有上基座,在所述上基座的下表面安装有线圈组件,所述上基座与升降组件连接,以便于通过升降组件控制上基座升降;
5、所述电源系统包括电容组件和充电组件,所述电容组件、充电组件与线圈组件之间通过两两并联的方式电性连接。
6、进一步,在所述线圈组件的两侧设置有限位块,所述限位块与上基座固定连接。
7、再进一步,在所述下基座上固定设置有导向杆,在所述上基座上设置有与导向杆相对应的导向套,所述导向套套设在导向杆上。
8、更进一步,所述升降组件为液压缸。
9、更进一步,所述波纹形模具表面的波纹形状为正弦波形。
10、一种预制波纹电磁成形复合板的方法,包括以下步骤:
11、s1,金属板波纹预制,具体为:
12、s11, 安装波纹形模具于下基座中,连接电源系统与线圈组件;
13、s12,将一号待复合金属板放置于波纹形模具上,通过升降组件调整上基座位置,使限位块与波纹形模具的两侧接触,防止一号待复合金属板水平移动,并使线圈组件与一号待复合金属板上表面接触;
14、s13,控制电源系统向线圈组件放电,在一号待复合金属板表面产生电磁力,推动一号待复合金属板向波纹形模具运动实现成形,获得波纹状金属板;
15、s14,关闭电源系统,通过升降组件将上基座升起,取出获得的波纹状金属板;
16、s2,异种金属板复合,具体为:
17、s21,将下基座中的波纹形模具更换为平模具,打磨波纹状金属板和二号待复合金属板表面;
18、s22,将打磨好的波纹状金属板和二号待复合金属板堆叠形成组坯,且使波纹状金属板的波纹面与二号待复合金属板的待复合面相接触,保持二号待复合金属板在上,波纹状金属板在下的状态,将组坯放置于平模具上,通过升降组件调整上基座位置,使限位块与平模具的两侧接触,防止组坯水平移动,并使线圈组件与二号待复合金属板上表面接触;
19、s23,控制电源系统向线圈组件放电,在二号待复合金属板表面产生强大的电磁力,推动二号待复合金属板向波纹状金属板抵靠实现复合,获得板形平直、界面良好结合的金属复合板;
20、s24,关闭电源系统,通过升降组件将上基座升起,取出板形平直、界面良好结合的金属复合板。
21、进一步,所述一号待复合金属板为难变形金属板,所述二号待复合金属板为易变形金属板。
22、与现有技术相比本发明具有以下优点:
23、本发明通过利用线圈组件放电产生的电磁力推动二号待复合金属板抵靠一号待复合金属板而实现复合,可用于连接在机械性能或热膨胀系数方面有显著差异的不同金属;
24、本发明利用线圈组件放电产生的电磁力实现不同金属板复合,相较于爆炸复合可消除生产过程中存在的安全隐患和对环境产生的严重污染,相较于轧制复合可解决复合板轧制导致的板形翘曲严重的问题;
25、本发明将难变形的一号待复合金属板与易变形的二号待复合金属板复合,可实现难变形金属与易变形金属的良好复合,而且板形平直。
技术特征:
1.一种预制波纹电磁成形复合板的装置,其特征在于:包括成形工装和电源系统;
2.根据权利要求1所述的一种预制波纹电磁成形复合板的装置,其特征在于:在所述线圈组件(6)的两侧设置有限位块(9),所述限位块(9)与上基座(5)固定连接。
3.根据权利要求2所述的一种预制波纹电磁成形复合板的装置,其特征在于:在所述下基座(1)上固定设置有导向杆(10),在所述上基座(5)上设置有与导向杆(10)相对应的导向套(11),所述导向套(11)套设在导向杆(10)上。
4.根据权利要求2所述的一种预制波纹电磁成形复合板的装置,其特征在于:所述升降组件(2)为液压缸。
5.根据权利要求2所述的一种预制波纹电磁成形复合板的装置,其特征在于:所述波纹形模具(3)表面的波纹形状为正弦波形。
6.应用权利要求2-5任一项所述装置的一种预制波纹电磁成形复合板的方法,其特征在于:包括以下步骤:
7.根据权利要求6所述的一种预制波纹电磁成形复合板的方法,其特征在于:所述一号待复合金属板(12)为难变形金属板,所述二号待复合金属板(14)为易变形金属板。
技术总结
本发明属于金属复合板制备技术领域,具体涉及一种预制波纹电磁成形复合板的装置及方法,装置包括成形工装和电源系统;成形工装包括下基座,在下基座上固定设置有升降组件,在下基座上可拆卸的安装有模具,当进行金属板波纹预制时,模具为波纹形模具,当进行异种金属板复合时,模具为平模具,在下基座的上方设置有上基座,在上基座的下表面安装有线圈组件,上基座与升降组件连接;电源系统包括电容组件和充电组件,电容组件、充电组件与线圈组件之间通过两两并联的方式电性连接;本发明通过利用线圈组件放电产生的电磁力推动二号待复合金属板抵靠一号待复合金属板而实现复合,可用于连接在机械性能或热膨胀系数方面有显著差异的不同金属。
技术研发人员:雷建银,高志辉,赵运来,王涛,王志华,黄庆学
受保护的技术使用者:太原理工大学
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!