一种自动化焊接方法与流程
本发明涉及焊接装置,尤其涉及一种自动化焊接方法。
背景技术:
1、h型钢由于截面经济合理、性能优越、加工制作和施工安装工艺简单、方便、快捷,成为建筑钢结构体系中重要的材料组成部分,从而被广泛应用于国民经济建设的各个领域;h型钢主要分为轧制成型和焊接成型,而焊接成型的h型钢具有较高的性价比被大众广为利用,例如工业厂房,塔体设备支架,冶金行业的炼钢平台,高炉框架、轨道等,都应用到了各种规格、各种尺寸的h型钢。
2、现有技术中焊接弓形结构的h型钢需将腹板先水平放置于胎架上,之后再将两个弧形的翼板焊接上,这样需要将腹板的一侧焊接完成后整体翻180度再对另一侧进行焊接,这种焊接方式,不仅会在翻钢的时候容易造成磕碰,而且会对刚刚焊接成型的位置造成一定的撕裂内伤,并且焊缝的跟踪需要重新设计规程,对场地和翻钢等辅助装置要求较高,因此我们提出了一种新型的应用于弓形h型钢的焊接方法。
技术实现思路
1、针对现有技术中在进行拱形的h型钢焊接时采用的平躺式焊接不仅使得翻钢费事费力而且不利于排渣的技术问题,本发明采用以下技术方案:
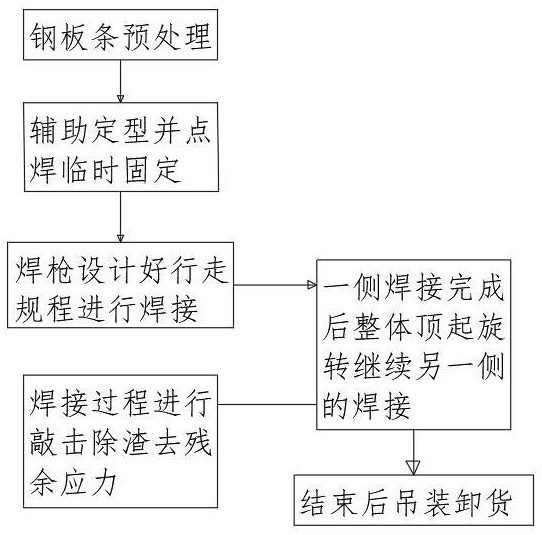
2、一种自动化焊接方法,包括以下步骤:
3、步骤一:钢板条的预处理,将待焊接的原料钢板进行切割分条,并对钢板条的边部进行去毛刺处理,之后再将钢板条弯曲成型;
4、步骤二:再将下翼板放置在焊接辅助装置上,并通过焊接辅助装置上的顶起机构将下翼板保持拱起的状态,避免在放置上重物之后压变形导致弧度不够;之后再将腹板竖直放置于下翼板的上表面中部,将其两端与下翼板接触处点焊固定,之后再将上翼板吊装至腹板的上方,再将上翼板与腹板接触处点焊固定,形成坯料件;
5、步骤三:将焊接机构中的焊枪靠近腹板与下翼板的接触缝隙的一端,调节好行走规程即可进行焊接;一侧焊接结束后,再控制焊接辅助装置中的顶起机构将坯料件顶起再旋转180度,放下之后再继续焊接即可。
6、优选地,所述步骤二中的腹板、下翼板和上翼板在弯曲成型之后都需要进行去应力回火,避免残余内应力过大导致后期h型钢成品焊接处受力后容易开裂的现象。
7、优选地,所述焊接辅助装置包括焊接操作台,所述焊接操作台的整体呈长条形结构,且焊接操作台的上表面位于两端分别设置有互相对称的t形滑块,两个所述t形滑块的上表面靠近相对的一端边棱处均设置有轴杆架,两个轴杆架之间转动连接有同一根传动杆,且传动杆的两端均固定有抵紧卡件,两个传动杆的端部均设置有驱动机构;所述焊接操作台的上表面位于中部嵌装有多个滑动轴承,且每个滑动轴承中均滑动连接有竖直的顶杆,顶杆的顶端均设置有工字形抵辊;所述焊接操作台的侧面设置有机械座轨道,且机械座轨道上滑动连接有电动滑块,且电动滑块的顶端设置有焊接机械臂,焊接机械臂靠近焊接位置的一端设置有焊枪。
8、优选地,所述焊接操作台的上表面位于两端均设置有一组l形滑轨,且t形滑块滑动连接在l形滑轨中;所述焊接操作台的上表面靠近两端分别固定有互相对称的自锁液压顶杆,两个t形滑块相背的一侧靠近底端均开有缺槽,且两个自锁液压顶杆延伸杆的端部固定在缺槽的槽底处;通过设置的自锁液压顶杆,配合轴杆座的设置,可以在一开始放置下翼板的时候,防止下翼板的中间过重导致下翼板展开继而造成与腹板的边缘处贴合不紧密。
9、优选地,所述驱动机构包括固定在t形滑块侧面靠近顶端的轴杆座,且轴杆座的中间转动连接有长杆轴,所述长杆轴的两端分别固定有蜗杆套和从动皮带轮,其中,蜗杆套位于靠近传动杆的一端,所述传动杆靠近蜗杆套的一端固定有与蜗杆套互相啮合的间歇蜗轮,且t形滑块远离抵紧卡件的一端固定有正反转电机,正反转电机的输出轴顶端固定有与从动皮带轮形成传动连接的主动皮带轮;主动皮带轮和从动皮带轮之间缠绕有同一根传送带。
10、优选地,两个所述抵紧卡件的圆周外壁靠近焊接操作台的中部均预留有卡接槽,卡接槽的槽宽与下翼板的厚度相适配。
11、优选地,所述顶起机构还包括固定在焊接操作台下方开口向上的槽型滑轨,所述顶杆的数量为三个,靠近两边的顶杆靠近中间的一侧开有齿面一,且靠近中间的一个顶杆的两侧分别开有互相对称的齿面二;所述槽型滑轨中滑动连接有两个互相对称的凸台滑块,且两个凸台滑块的顶端均固定有伺服电机,两个所述伺服电机的输出轴顶端分别固定有互相对称的齿轮,两个所述凸台滑块之间转动连接有同一根双向螺杆;由于设置了同时向两侧移动或者同时向中间移动的两个齿轮,在对顶杆执行向上推的动作时,只需控制两个齿轮同时反向转动即可,即可对称的对两侧的顶杆执行顶起操作。
12、优选地,所述焊接操作台的下表面靠近每个顶杆的侧面均设置有止退机构,且止退机构包括固定在焊接操作台下表面的l形限位架,l形限位架的中部开有矩形转孔,且矩形转孔中转动连接有止退抵块,且止退抵块的底端与l形限位架之间设置有压缩弹簧,l形限位架的底端嵌装有电磁铁,止退抵块的底端嵌装有永磁体;顶杆的表面开有与止退抵块相适配的止退齿牙;通过设置的止退机构,可以在齿轮带动顶杆上移之后自动将其位置锁定。
13、优选地,所述焊接操作台的下表面固定有四个支撑腿,且焊接操作台的侧面靠近正面的中部设置有敲击机构,且敲击机构包括固定在焊接操作台侧面的l形铰接台,l形铰接台的顶端转动连接有转动座台,转动座台的顶端靠近中部滑动连接有竖直的竖直导杆,所述竖直导杆的顶端固定有横置的横管,且横管靠近上翼板的一侧插接有l形敲击杆;所述横管远离l形敲击杆的一端下表面固定有垂直向下延伸的传动抵杆,且传动抵杆的底端设置有s形变径轮,转动座台的顶端远离竖直导杆的一端固定有减速电机,且s形变径轮的中间固定在减速电机的输出轴顶端;所述竖直导杆的圆周外壁靠近顶端固定有环形挡圈,环形挡圈的下表面设置有复位压簧。
14、优选地,靠近中间的所述顶杆的顶端预留有电机槽,且电机槽内转动连接有旋转顶块,工字形抵辊转动连接在旋转顶块的顶端;电机槽的槽底设置有步进电机,步进电机的输出轴顶端固定在旋转顶块的下表面;通过设置的旋转顶块,可以在一侧焊接完成之后配合顶起机构对h型钢进行翻转。
15、本发明中的有益效果为:
16、1、通过设置带有向上顶起的轴杆座,可以在进行焊接的时候能够将下翼板呈弓形放置在焊接操作台上,使得焊接后的焊渣脱落后可以自动掉落,避免传统的横置放置方法导致焊接后的焊渣只能保留在原位置不能自动脱落的现象。
17、2、通过设置的带有卡接槽且整体能够转动的抵紧卡件,可以在对下翼板进行抵紧的时候,避免将下翼板的棱边处造成磨损和压出豁口,确保端部边缘处的规整。
18、3、通过设置的复位压簧,配合s形变径轮的设置,可以间歇性的带动l形敲击杆对上翼板进行高频敲击,即可加速焊渣的脱落,又便于释放焊接时产生的残余应力。
技术特征:
1.一种自动化焊接方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种自动化焊接方法,其特征在于,所述步骤二中的腹板(10)、下翼板(3)和上翼板(9)在弯曲成型之后都需要进行去应力回火。
3.根据权利要求1所述的一种自动化焊接方法,其特征在于,所述焊接辅助装置包括焊接操作台(1),所述焊接操作台(1)的整体呈长条形结构,且焊接操作台(1)的上表面位于两端分别设置有互相对称的t形滑块(11),两个所述t形滑块(11)的上表面靠近相对的一端边棱处均设置有轴杆架(30),两个轴杆架(30)之间转动连接有同一根传动杆(29),且传动杆(29)的两端均固定有抵紧卡件(2),两个传动杆(29)的端部均设置有驱动机构;所述焊接操作台(1)的上表面位于中部嵌装有多个滑动轴承(14),且每个滑动轴承(14)中均滑动连接有竖直的顶杆(22),顶杆(22)的顶端均设置有工字形抵辊(222);所述焊接操作台(1)的侧面设置有机械座轨道,且机械座轨道上滑动连接有电动滑块,且电动滑块的顶端设置有焊接机械臂(15),焊接机械臂(15)靠近焊接位置的一端设置有焊枪。
4.根据权利要求3所述的一种自动化焊接方法,其特征在于,所述焊接操作台(1)的上表面位于两端均设置有一组l形滑轨(12),且t形滑块(11)滑动连接在l形滑轨(12)中;所述焊接操作台(1)的上表面靠近两端分别固定有互相对称的自锁液压顶杆(18),两个t形滑块(11)相背的一侧靠近底端均开有缺槽,且两个自锁液压顶杆(18)延伸杆的端部固定在缺槽的槽底处。
5.根据权利要求3所述的一种自动化焊接方法,其特征在于,所述驱动机构包括固定在t形滑块(11)侧面靠近顶端的轴杆座(17),且轴杆座(17)的中间转动连接有长杆轴,所述长杆轴的两端分别固定有蜗杆套和从动皮带轮,其中,蜗杆套位于靠近传动杆(29)的一端,所述传动杆(29)靠近蜗杆套的一端固定有与蜗杆套互相啮合的间歇蜗轮(16),且t形滑块(11)远离抵紧卡件(2)的一端固定有正反转电机,正反转电机的输出轴顶端固定有与从动皮带轮形成传动连接的主动皮带轮;主动皮带轮和从动皮带轮之间缠绕有同一根传送带(28)。
6.根据权利要求3所述的一种自动化焊接方法,其特征在于,两个所述抵紧卡件(2)的圆周外壁靠近焊接操作台(1)的中部均预留有卡接槽,卡接槽的槽宽与下翼板(3)的厚度相适配。
7.根据权利要求3所述的一种自动化焊接方法,其特征在于,所述顶起机构还包括固定在焊接操作台(1)下方开口向上的槽型滑轨(24),所述顶杆(22)的数量为三个,靠近两边的顶杆(22)靠近中间的一侧开有齿面一(2201),且靠近中间的一个顶杆(22)的两侧分别开有互相对称的齿面二;所述槽型滑轨(24)中滑动连接有两个互相对称的凸台滑块,且两个凸台滑块的顶端均固定有伺服电机(25),两个所述伺服电机(25)的输出轴顶端分别固定有互相对称的齿轮(23),两个所述凸台滑块之间转动连接有同一根双向螺杆(26)。
8.根据权利要求7所述的一种自动化焊接方法,其特征在于,所述焊接操作台(1)的下表面靠近每个顶杆(22)的侧面均设置有止退机构,且止退机构包括固定在焊接操作台(1)下表面的l形限位架(20),l形限位架(20)的中部开有矩形转孔,且矩形转孔中转动连接有止退抵块(21),且止退抵块(21)的底端与l形限位架(20)之间设置有压缩弹簧,l形限位架(20)的底端嵌装有电磁铁(27),止退抵块(21)的底端嵌装有永磁体;顶杆(22)的表面开有与止退抵块(21)相适配的止退齿牙(2202)。
9.根据权利要求3所述的一种自动化焊接方法,其特征在于,所述焊接操作台(1)的下表面固定有四个支撑腿(13),且焊接操作台(1)的侧面靠近正面的中部设置有敲击机构,且敲击机构包括固定在焊接操作台(1)侧面的l形铰接台,l形铰接台的顶端转动连接有转动座台(19),转动座台(19)的顶端靠近中部滑动连接有竖直的竖直导杆(6),所述竖直导杆(6)的顶端固定有横置的横管(7),且横管(7)靠近上翼板(9)的一侧插接有l形敲击杆(8);所述横管(7)远离l形敲击杆(8)的一端下表面固定有垂直向下延伸的传动抵杆(31),且传动抵杆(31)的底端设置有s形变径轮(5),转动座台(19)的顶端远离竖直导杆(6)的一端固定有减速电机(4),且s形变径轮(5)的中间固定在减速电机(4)的输出轴顶端;所述竖直导杆(6)的圆周外壁靠近顶端固定有环形挡圈,环形挡圈的下表面设置有复位压簧(32)。
10.根据权利要求3所述的一种自动化焊接方法,其特征在于,靠近中间的所述顶杆(22)的顶端预留有电机槽,且电机槽内转动连接有旋转顶块(223),工字形抵辊(222)转动连接在旋转顶块(223)的顶端;电机槽的槽底设置有步进电机(221),步进电机(221)的输出轴顶端固定在旋转顶块(223)的下表面。
技术总结
本发明属于焊接装置技术领域,尤其是一种自动化焊接方法,针对现有技术中在进行拱形的H型钢焊接时采用的平躺式焊接不仅使得翻钢费事费力而且不利于排渣的问题,现提出以下方案,包括钢板条的预处理,将待焊接的原料钢板进行切割分条,并对钢板条的边部进行去毛刺处理,之后再将钢板条弯曲成型,再将下翼板放置在焊接辅助装置上,并通过焊接辅助装置上的顶起机构将下翼板保持拱起的状态;之后再将腹板竖直放置于下翼板的上表面中部。本发明可以在进行焊接的时候能够将下翼板呈弓形放置在焊接操作台上,使得焊接后的焊渣脱落后可以自动掉落,避免传统的横置放置方法导致焊接后的焊渣只能保留在原位置不能自动脱落的现象。
技术研发人员:刘啸,范芷彰,李升锦
受保护的技术使用者:沈阳松陵三航机械制造有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!