快速切换夹具的转台机构的制作方法
本发明涉及汽车制造,尤其涉及一种快速切换夹具的转台机构。
背景技术:
1、申请号为“cn201210101209.8”的专利文献公开了一种起重机用回转锁定装置,用于锁定与回转支承内圈有相对运动的起重机转台,回转锁定装置包括焊接在转台底板上的挡块和与摇臂连接的锁止块组成,挡块可以阻止锁止块在水平方向转动,通过软轴控制摇臂最终控制锁止块竖直运动与回转支承内圈啮合,实现转台的锁定。本发明还提供了一种工程机械。通过本发明提供的技术方案,在驾驶室内操纵软轴手柄能够实现0-360°范围内任意位置锁定转台,从而提高起重机行驶、带载行驶或运输过程中的安全性;通过软轴控制回转锁锁齿垂直于回转支承方向的运动从而实现转台的锁定或解锁,结构简单、动作可靠。
2、申请号为“cn202211421912.7”的专利文献公开了一种egr冷却器点焊设备,包括本体机架及焊接装置,本体机架上形成有与待焊接件对应的多个装夹工位;本体机架上安装有底座,底座上安装有水平回转机构和回转限位机构;水平回转机构包括回转轴及转台;回转限位机构包括限位件,限位件安装在回转轴周围;转台的上方安装有竖直旋转机构、竖直限位机构和夹紧机构;竖直旋转机构包括旋转轴及与旋转轴一端相连的手柄,旋转轴上安装有装夹板;竖直限位机构对旋转轴的旋转角度进行限位;焊接装置对装夹工位上的待焊接件进行点焊。本申请提供的egr冷却器点焊设备实现对组成egr冷却器的各个待焊接件的集中点焊,工件传送简单,集中点焊可大幅度提高尺寸控制精度,减小工件流转时间,提高加工效率。
3、上述专利文献结合现有技术揭示了现有的转台机构存在以下缺陷:
4、传统的自动化焊接形式主要采用水平单轴回转,通过伺服电机驱动,转台两面分别放置焊接夹具和焊接夹具,来实现节拍的提升,降低制造成本,夹具和转台连接主要采用固定式定位和气缸夹紧的形式,转台设置固定的定位销,夹具对应设置定位孔,人工利用叉车将夹具放置在转台对应位置上,通过人工调试夹具与转台基准相对应,然后气缸夹紧夹具,调试过程移动夹具困难,需要借用外力移动夹具的位置来保证夹具在转台的安装位置,然后用气缸夹紧夹具,保证安全,该方式夹具在转台调试安装难度比较大,定位精度不高,存在夹具在转台安装困难问题,无法实现夹具快速切换到转台,安装困难的缺点,切换效率低。
技术实现思路
1、为了克服现有技术的不足,本发明的目的之一在于提供一种快速切换夹具的转台机构,其能解决无法快速切换夹具、安装困难的问题。
2、本发明的目的之一采用如下技术方案实现:
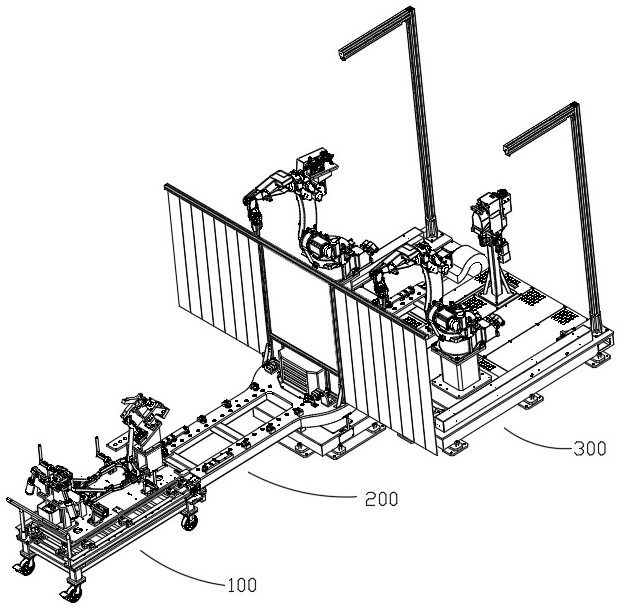
3、一种快速切换夹具的转台机构,包括快速切换移动组件、转台导向定位组件,所述快速切换移动组件包括车架组件、多个滚筒组件、夹具定位机构、前端定位组件及2个侧部导向机构、2个快速夹,多个所述滚筒组件安装于所述车架组件,所述夹具定位机构包括夹具定位销并设置于所述车架组件的尾部,所述前端定位组件设置于所述车架组件的前端,2个所述快速夹设置于所述车架组件的两端;所述转台导向定位组件包括导向主框架、前部配合端、2个侧部挂台,所述导向主框架沿长度方向设置有两列万向球,所述导向主框架上沿对角方向设置有2个快速插紧销,所述快速插紧销的侧部设置有感应器,2个侧部挂台分别设置于所述导向主框架的两端;所述转台导向定位组件设置于变位机组件上并配合快速切换移动组件进行操作,移动所述快速切换移动组件使所述夹具定位销插接固定于所述前部配合端,2个所述快速夹与所述侧部挂台锁紧配合,夹具沿所述滚筒组件、万向球滑动到位后,所述快速插紧销将夹具固定。
4、进一步地,所述侧部导向机构包括第一导向组件,所述第一导向组件包括第一导向架、第一导向滚轮,所述第一导向滚轮滚动安装于所述第一导向架,所述第一导向组件设置于所述车架组件的两侧并位于前端。
5、进一步地,所述侧部导向机构还包括第二导向组件,所述第二导向组件包括第二导向架、第二导向滚轮,所述第二导向滚轮滚动安装于所述第二导向架,所述第二导向组件设置于所述车架组件的两端,所述第二导向组件位于第一导向组件的内侧。
6、进一步地,所述夹具定位机构还包括上定位板、下定位板,所述上定位板与夹具的端部连接,所述下定位板设置于所述车架组件,所述夹具定位销的两端设置有侧部横轴。
7、进一步地,所述下定位板的外侧固定设置一l型边角。
8、进一步地,所述导向主框架的前端设置有用于限制车架组件前后位置的抵触限位块,所述侧部挂台的前端设置有锲型端。
9、进一步地,所述导向主框架上设置有2个机械限位组件,所述导向主框架末端与所述变位机组件的开口衔接,2个所述机械限位组件位于所述变位机组件的开口两侧。
10、进一步地,所述前端定位组件包括2个前定位销、安装板,2个所述前定位销垂直安装于所述安装板,所述前部配合端设有2个与前定位销对应的销孔。
11、进一步地,所述滚筒组件的长度方向与所述夹具的移动方向垂直,所述滚筒组件的两端设置有夹具导向轮。
12、进一步地,所述车架组件的底部设置有底部万向轮,所述车架组件的尾部设置有侧部扶手。
13、相比现有技术,本发明的有益效果在于:
14、采用快速切换移动组件与销、导向机构配合,替代人工用叉车切换夹具的方式,利用快速切换移动组件将夹具人工推到指定位置,固定后人工推动夹具切换到转台,人工插入快插锁紧销定位,能够实现夹具的快速切换和精准定位,降低了人工成本调试安装成本,减少了切换时间,解决了无法快速切换夹具、安装困难的问题。
15、上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其他目的、特征和优点能够更明显易懂,以下特举较佳实施例,并配合附图,详细说明如下。
技术特征:
1.一种快速切换夹具的转台机构,包括快速切换移动组件、转台导向定位组件,其特征在于:
2.如权利要求1所述的快速切换夹具的转台机构,其特征在于:所述侧部导向机构包括第一导向组件,所述第一导向组件包括第一导向架、第一导向滚轮,所述第一导向滚轮滚动安装于所述第一导向架,所述第一导向组件设置于所述车架组件的两侧并位于前端。
3.如权利要求2所述的快速切换夹具的转台机构,其特征在于:所述侧部导向机构还包括第二导向组件,所述第二导向组件包括第二导向架、第二导向滚轮,所述第二导向滚轮滚动安装于所述第二导向架,所述第二导向组件设置于所述车架组件的两端,所述第二导向组件位于第一导向组件的内侧。
4.如权利要求1所述的快速切换夹具的转台机构,其特征在于:所述夹具定位机构还包括上定位板、下定位板,所述上定位板与夹具的端部连接,所述下定位板设置于所述车架组件,所述夹具定位销的两端设置有侧部横轴。
5.如权利要求4所述的快速切换夹具的转台机构,其特征在于:所述下定位板的外侧固定设置一l型边角。
6.如权利要求1所述的快速切换夹具的转台机构,其特征在于:所述导向主框架的前端设置有用于限制车架组件前后位置的抵触限位块,所述侧部挂台的前端设置有锲型端。
7.如权利要求1所述的快速切换夹具的转台机构,其特征在于:所述导向主框架上设置有2个机械限位组件,所述导向主框架末端与所述变位机组件的开口衔接,2个所述机械限位组件位于所述变位机组件的开口两侧。
8.如权利要求1所述的快速切换夹具的转台机构,其特征在于:所述前端定位组件包括2个前定位销、安装板,2个所述前定位销垂直安装于所述安装板,所述前部配合端设有2个与前定位销对应的销孔。
9.如权利要求1所述的快速切换夹具的转台机构,其特征在于:所述滚筒组件的长度方向与所述夹具的移动方向垂直,所述滚筒组件的两端设置有夹具导向轮。
10.如权利要求1所述的快速切换夹具的转台机构,其特征在于:所述车架组件的底部设置有底部万向轮,所述车架组件的尾部设置有侧部扶手。
技术总结
本发明公开了一种快速切换夹具的转台机构,包括快速切换移动组件、转台导向定位组件,快速切换移动组件包括车架组件、多个滚筒组件、夹具定位机构、前端定位组件及2个侧部导向机构、2个快速夹,转台导向定位组件设置于变位机组件上并配合快速切换移动组件进行操作,移动快速切换移动组件使夹具定位销插接固定于前部配合端,2个快速夹与侧部挂台锁紧配合,夹具沿滚筒组件、万向球滑动到位后,快速插紧销将夹具固定。利用快速切换移动组件将夹具人工推到指定位置,固定后人工推动夹具切换到转台,人工插入快插锁紧销定位,能够实现夹具的快速切换和精准定位,降低了人工成本调试安装成本,解决了无法快速切换夹具、安装困难的问题。
技术研发人员:殷勇
受保护的技术使用者:广州多玛机器人科技有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!