一种低松弛预应力特种不锈钢拉吊索用不锈钢钢丝及其生产方法与流程
本发明涉及钢丝生产,尤其涉及一种低松弛预应力特种不锈钢拉吊索用不锈钢钢丝及其生产方法。
背景技术:
1、目前的预应力低松弛拉吊索一般采用环氧树脂涂层钢绞线和热镀锌钢绞线作为主要的拉索受力结构,而这些钢绞线一般采用高强碳素钢丝或镀锌高碳钢丝,这些材料均是在易腐蚀的高碳钢丝表面增加了一层防腐涂层,只能短时间缓解整个拉吊索的耐腐蚀性能,而且在锚具部位需要锚具与绞线之间硬接触,这样一来,表面涂层遭到破坏,导致锚固段钢丝腐蚀更加严重,整个吊索的使用寿命也被局限在锚固段的使用寿命,现有技术生产的吊索的钢丝性能指标往往不能满足要求,比如生产出来的钢丝存在延展性差、不能耐长期腐蚀等,这些问题的存在最终导致其在制成的钢索强度不足、耐腐蚀性较差的问题,并且现有的高碳钢丝的拉丝设备和拉丝模具以及拉丝减面率等工艺均不能完成现在的特种不锈钢钢丝的生产需要,由于不锈钢和高碳素钢是两种合金比例完全不同的材料,属于不同的金属种类别,其强化方式及相变机制区别较大,所以目前高碳钢钢丝的拉丝工艺完全不具备该不锈钢钢丝的拉丝生产需要。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明目的在于提供一种低松弛预应力特种不锈钢拉吊索用不锈钢钢丝及其生产方法,解决了现有技术中存在的问题,经该方法制造出来的低松弛预应力特种不锈钢拉吊索用不锈钢钢丝其力学性能满足:抗拉强度≥1960mpa、塑性延生强度rp0.2≥1750mpa、断后伸长率≥4.0%、松弛性能≤2.5%、扭转性能≥14次、缠绕性能≥8圈,具有高强度、良好的延展性、抗松弛性能以及良好的耐腐蚀性能,使其在各种高性能应用中具有广泛的潜力。
3、(二)技术方案
4、为实现上述目的,本发明提供如下技术方案:一种低松弛预应力特种不锈钢拉吊索用不锈钢钢丝及其生产方法,其特征在于,包括以下步骤:s1盘条表面处理、s2离线皮膜润滑、s3在线水性润滑、s4在线干式润滑、s5在线补温、s6连续拉拔、s7成品收线,其中步骤s4、s5、s6循环执行共计十道次,在第8至第10道次中,引入在线水性润滑步骤,位于s4的在线干式润滑之前。
5、s1、盘条表面处理:在这一步骤中,金属盘条的表面通过酸洗处理,清除或减少表面上的杂质、污垢、氧化物等不纯物质,以改善金属的表面质量;s2、离线皮膜润滑:将s1步骤中的盘条表面增加一层耐压涂层,降低线材与拉丝模具之间的摩擦力;s3、在线水性润滑:盘条经过放线、调直后,在线涂敷环氧基润滑涂层,然后经过在线烘干,进入到第一道次拉拔;s4、在线干式润滑:使用干式润滑粉对盘条进行润滑;s5、在线补温:将s4步骤中的金属盘条加热到特定的温度范围,使金属软化,以便进行后续加工;s6、连续拉拔:将s5步骤中的金属盘条通过一系列拉拔模具,逐渐减小其截面积并增加其长度来完成;s7、成品收线:在经过九次拉拔之后,将s6步骤中的制成的钢丝卷绕。
6、优选的,步骤s3在线水性润滑包括:待处理的盘条经过放线设备,使盘条呈直线状态,通过水性润滑涂敷装置在盘条上涂敷环氧基润滑涂层,涂敷速度1-5m/min,后进入在线烘干装置,烘干温度为100℃-200℃,烘干时间为1-5min。
7、优选的,步骤s4在线干式润滑的方式为流体动压润滑,其中1-5道次采用gb227钠基干式润滑粉,其线速度为:30m/min-50m/min,5-10道次采用钙基干式润滑粉,其线速度为:40m/min-60m/min。
8、优选的,步骤s5在线补温的温度为:前3道次拉丝入模温度控制在40-55℃,出模温度控制在120-160℃之间,后7道次拉丝入模温度控制在50-60℃,出模温度控制在100-130℃之间。
9、优选的,步骤s6连续拉拔中前3道次拉拔力控制在40kn-45kn,4至6道次控制在20kn-35kn,7至10道次控制在10kn-18kn。
10、优选的,步骤s6连续拉拔中的速度控制采用pid闭环控制。
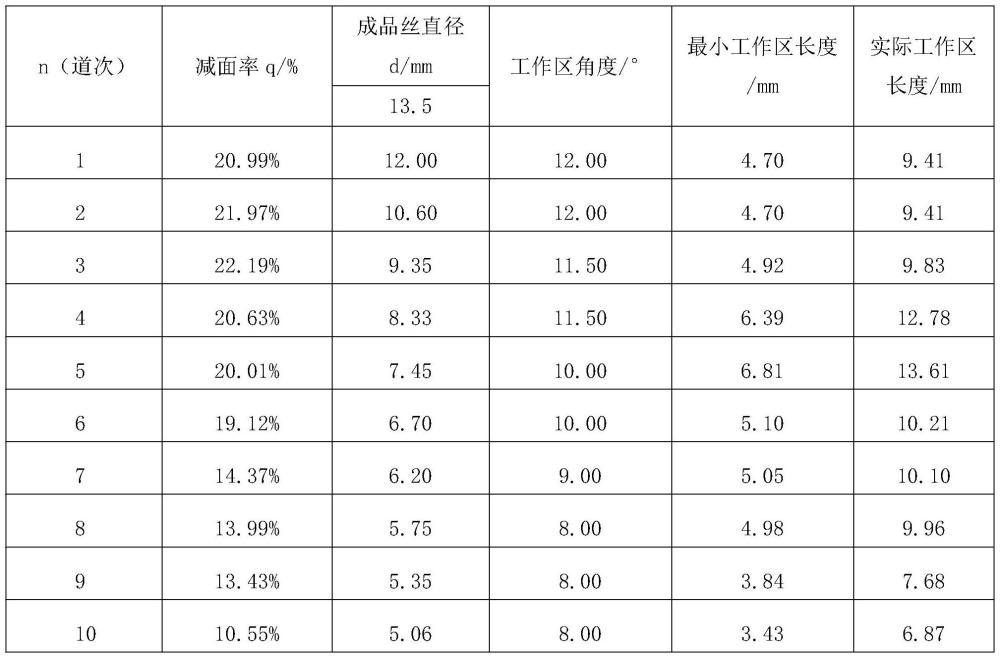
11、优选的,步骤s6连续拉拔十个道次中不锈钢钢丝的减面率范围为:前3道次:20-24%,4至6道次:15-22%,7至10道次10-15%。
12、优选的,步骤s6连续拉拔九个道次中拉拔模具的工作区角度范围为:1-2道次:12°、3-4道次:11.5°、5-6道次:10°、第7道次:9°、8-10道次:8°。
13、优选的,步骤s6连续拉拔九个道次中拉拔模具实际工作区长度范围为:1-3道次:9.5±0.4mm、4-5道次:13±1mm、6-9道次:10.0±0.3mm、第10道次:7.5±0.3mm。
14、(三)有益效果
15、通过该生产方法制成的低松弛预应力特种不锈钢拉吊索用不锈钢钢丝,其力学性能满足:抗拉强度≥1960mpa、塑性延生强度rp0.2≥1750mpa、断后伸长率≥4.0%、松弛性能≤2.5%、扭转性能≥14次、缠绕性能≥8圈,具有高强度、良好的延展性、抗松弛性能以及良好的耐腐蚀性能,使其在各种高性能应用中具有广泛的潜力,且成本合理,适合大规模的应用。
技术特征:
1.一种低松弛预应力特种不锈钢拉吊索用不锈钢钢丝的生产方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种低松弛预应力特种不锈钢拉吊索用不锈钢钢丝的生产方法,其特征在于,所述步骤s4、s5、s6循环执行共计十道次,在第8至第10道次中,引入在线水性润滑步骤,位于s4的在线干式润滑之前。
3.根据权利要求1所述的一种低松弛预应力特种不锈钢拉吊索用不锈钢钢丝的生产方法,其特征在于,所述步骤s3在线水性润滑包括:待处理的盘条经过放线设备,使盘条呈直线状态,通过水性润滑涂敷装置在盘条上涂敷环氧基润滑涂层,涂敷速度1-5m/min,后进入在线烘干装置,烘干温度为100℃-200℃,烘干时间为1-5min。
4.根据权利要求1所述的一种低松弛预应力特种不锈钢拉吊索用不锈钢钢丝的生产方法,其特征在于,所述步骤s4在线干式润滑的方式为流体动压润滑,其中1-5道次采用gb227钠基干式润滑粉,其线速度为:30m/min-50m/min,5-10道次采用钙基干式润滑粉,其线速度为:40m/min-60m/min。
5.根据权利要求1所述的一种低松弛预应力特种不锈钢拉吊索用不锈钢钢丝的生产方法,其特征在于,所述步骤s5在线补温的温度为:前3道次拉丝入模温度控制在40-55℃,出模温度控制在120-160℃之间,后7道次拉丝入模温度控制在50-60℃,出模温度控制在100-130℃之间。
6.根据权利要求1所述的一种低松弛预应力特种不锈钢拉吊索用不锈钢钢丝的生产方法,其特征在于,所述步骤s6连续拉拔中前3道次拉拔力控制在40kn-45kn,4至6道次控制在20kn-35kn,7至10道次控制在10kn-18kn。
7.根据权利要求1所述的一种低松弛预应力特种不锈钢拉吊索用不锈钢钢丝的生产方法,其特征在于,所述步骤s6连续拉拔中的速度控制采用pid闭环控制。
8.根据权利要求1所述的一种低松弛预应力特种不锈钢拉吊索用不锈钢钢丝的生产方法,其特征在于,所述步骤s6连续拉拔十个道次中不锈钢钢丝的减面率范围为:前3道次:20-24%,4至6道次:15-22%,7至10道次10-15%。
9.根据权利要求1所述的一种低松弛预应力特种不锈钢拉吊索用不锈钢钢丝的生产方法,其特征在于,所述步骤s6连续拉拔九个道次中拉拔模具的工作区角度范围为:1-2道次:12°、3-4道次:11.5°、5-6道次:10°、第7道次:9°、8-10道次:8°;拉拔模具的实际工作区长度范围为:1-3道次:9.5±0.4mm、4-5道次:13±1mm、6-9道次:10.0±0.3mm、第10道次:7.5±0.3mm。
10.根据权利要求1-9任一项所述一种低松弛预应力特种不锈钢拉吊索用不锈钢钢丝的生产方法,其特征在于,其制成的钢丝力学性能满足:抗拉强度≥1960mpa、塑性延生强度rp0.2≥1750mpa、断后伸长率≥4.0%、松弛性能≤2.5%、扭转性能≥14次、缠绕性能≥8圈。
技术总结
本发明涉及钢丝生产领域,尤其涉及一种低松弛预应力特种不锈钢拉吊索用不锈钢钢丝及其生产方法,包括以下步骤:S1、盘条表面处理:对盘条进行酸洗,去除氧化皮等杂质;S2、离线皮膜润滑:对盘条表面涂敷耐压涂层;S3、在线水性润滑:对盘条进行放线、调直,涂敷环氧基润滑涂层后烘干;S4、在线干式润滑:使用干式润滑粉对盘条进行润滑;S5、在线补温:加热、保温和冷却盘条;S6、连续拉拔:将金属盘条拉拔到所需直径或尺寸;S7、成品收线:将金属线材或线材卷绕或卷盘;经过这些工序制成的不锈钢钢丝具有高强度、良好的延展性、抗松弛性能以及良好的耐腐蚀性能,使其在各种高性能应用中具有广泛的潜力。
技术研发人员:潘宜杰,赵立刚,杨鹏
受保护的技术使用者:富佰新材料(浙江)有限公司
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!