电动汽车车身焊接设备及方法与流程
本发明涉及车身焊接设备,尤其涉及电动汽车车身焊接设备及方法。
背景技术:
1、电阻点焊机是一种电动汽车车身常用的电焊设备,主要用于金属的点焊和连接,原理为通过施加高电流和压力,在接触面上产生局部热量,使金属材料熔化并形成焊接点。电阻点焊机具有快速、高效、可靠的优点。
2、现有适用于车身焊接的电阻点焊设备,通常吊升、起重装置(如手拉葫芦)吊挂于龙门架上使用(参照图1),在实际使用时由于吊升、起重装置与龙门架的承载横梁之间存在摩擦阻力,这导致电阻点焊机在移位调节对吊升、起重装置进行拽拉时,且吊升、起重装置的滑动存在滞后性,造成吊升、起重装置与电阻点焊机之间呈现斜拉状态;
3、吊升、起重装置对电阻点焊机施加的斜拉吊升力,会分解成水平和竖直向上的两个拉力,其中需要手动出力对抗水平方向上的拉力,较为费力,进而一般需额外手动出力拽拉吊绳,将吊升、起重装置牵引至与电阻点焊机上下径直对齐垂吊的使用状态;
4、但是,手动对吊升、起重装置牵引拽拉时,需要手部抓持吊绳实施大幅度的牵拉动作,操作较为麻烦,且在牵拉过程中一只手需要稳定电阻点焊机,进而只能单手牵拉出力,造成输出的拽拉力度有限,吊升、起重装置移动的距离也有限,有可能需要多次重复地实施牵拉动作,才能将吊升、起重装置移动到位,操作麻烦、费时,且吊绳上一般会涂抹润滑油,手掌或者手套与吊绳频繁地接触会被弄脏,此外由于吊绳多为钢丝材质,钢丝吊绳在长时间使用过后会产生众多的毛刺,手掌与钢丝吊绳握紧接触时有被刺伤的风险。
技术实现思路
1、有鉴于此,本发明提供电动汽车车身焊接设备及方法,以解决手动通过钢丝吊绳对吊升、起重装置牵引拽拉对齐时,手掌有可能被钢丝吊绳上毛刺刺伤的问题。
2、本发明提出的技术方案为:
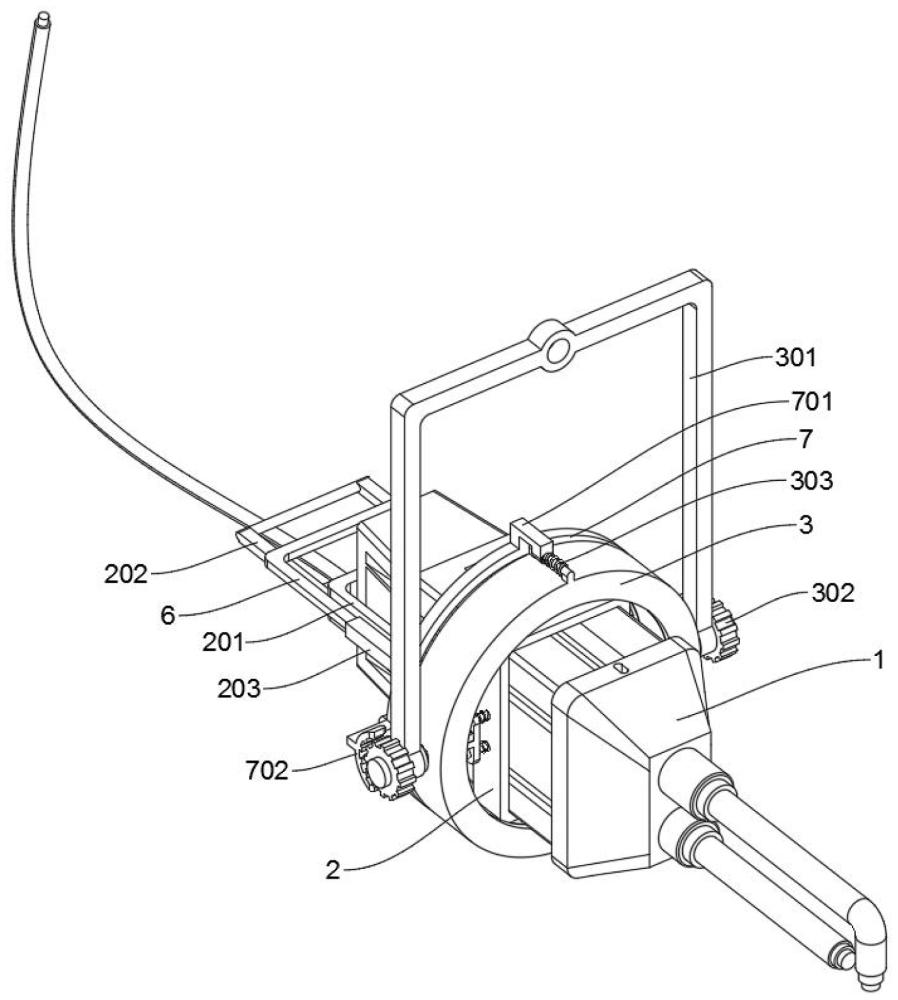
3、电动汽车车身焊接设备,具体包括,电阻点焊机、龙门架和手拉葫芦,所述手拉葫芦滑动安装于龙门架的顶端横撑梁轴上,手拉葫芦吊绳的底部挂钩上吊挂有电阻点焊机;
4、所述电阻点焊机的主体上固定有套插安装框,套插安装框上套装有套环,套环上转动安装有u型吊框,u型吊框与手拉葫芦的吊钩吊挂连接;所述u型吊框左右竖撑侧杆的底部对称焊接有两处定位齿轮,套环与u型吊框之间的转轴与两处定位齿轮贯穿转动配合;所述套环后侧通过弹簧顶推滑动安有与其同心设置的驱动环,驱动环上呈左右对称焊接有两处半圆齿环,两处半圆齿环对应与两处定位齿轮插接配合用于固定u型吊框,u型吊框被定位于时用于左右摆转牵拉吊绳和手拉葫芦,将手拉葫芦调整至与电阻点焊机上下对齐的位置;
5、所述套插安装框的后侧焊接有u形套框,u形套框上滑动安装有u形驱动框,u形驱动框的前端对称焊接有两处l状推杆,两处l状推杆的横向部分向前滑移与驱动环抵靠接触;所述u形套框的后侧焊接有把框,u形驱动框的后端部分与把框滑动贴合,且u型吊框摆转牵拉吊绳和手拉葫芦时,套环与电阻点焊机固定保持在一起。
6、进一步的,
7、所述u形套框与电阻点焊机的后侧部分套插配合,且u形套框上呈左右对称焊接有两处定位杆套,u形驱动框的左右侧杆对应与定位杆套贯穿滑动配合。
8、进一步的,
9、所述套环的圆周外壁上呈上下对称焊接有两处定位轴,且驱动环上呈上下对称焊接有两处u形定位框,两处u形定位框的首端部分通过弹簧顶推对应与两处定位轴滑动配合。
10、进一步的,
11、所述把框用于扭转电阻点焊机和u型吊框,把框呈矩形结构,内部呈前后间隔焊接有两处横向把杆,常态下u形驱动框的尾端部分居中置于两处横向把杆之间,且前侧横向把杆与u形套框的尾端部分之间间隔设置有可穿过手指的缝隙。
12、进一步的,
13、所述套插安装框的外围套插焊接有圈形保持架,且套环的截面呈u形结构,与圈形保持架转动配合,圈形保持架的圆周内壁上环绕设置有一圈定位齿片。
14、进一步的,
15、所述圈形保持架绕套环转动用于扭转调节电阻点焊机前侧两处电极焊接杆的焊接角度。
16、进一步的,
17、所述套插安装框的左右侧板上对称焊接有两组定位短柱,两组定位短柱上通过弹簧顶推对称滑动安装有两处t形插板,两处t形插板的首端部分穿过圈形保持架与一圈定位齿片插接配合用于将套环和圈形保持架定位在一起。
18、进一步的,
19、两处所述l状推杆的前端均焊接有一处三顶推块。
20、进一步的,
21、两处所述t形插板的水平部分均焊接有一处楔形受力块,两处三顶推块向后滑移与两处楔形受力块斜面抵靠接触用于将两处t形插板向外侧顶推。
22、使用电动汽车车身焊接设备的方法,包括以下操作操作步骤:
23、①、首先将电阻点焊机通过u型吊框吊挂于手拉葫芦吊绳底部的吊钩上,然后将电阻点焊机调整至焊接工位并启动电阻点焊机;
24、②、在焊接过程中需要左右拽拉调整手拉葫芦时,通过u形驱动框向前滑移驱动两处半圆齿环和两处定位齿轮插接配合将u型吊框定位,u型吊框最好被定位于竖立状态,u型吊框定位后通过把框左右扭转电阻点焊机即可驱动u型吊框左右摆转对手拉葫芦的位置实施牵引调节;
25、③、在焊接过程中需要调整电阻点焊机的焊接角度时,通过u形驱动框向后滑移将两处t形插板向内侧顶推抽脱,松开圈形保持架和电阻点焊机,圈形保持架被松开后可带动电阻点焊机于套环内部自由转动调节角度,角度调节完成后,两处t形插板复位插接对电阻点焊机进行定位保持。
26、本发明提供的电动汽车车身焊接设备,具有如下有益效果:
27、本发明在使用时,通过u型吊框,可直接依托对电阻点焊机施加的扭转驱动力拽拉驱动手拉葫芦左右滑移,相较于通过手部拽拉吊绳将手拉葫芦滑移与电阻点焊机上下对齐的现有技术,双手均无需离开把框,无需手部实施大幅度的牵引拽拉,操作简单便捷,且双手在不离开把框的情况下可共同出力,输出的扭转力度较大,有助于提升手拉葫芦在每次牵引时移动的距离,使手拉葫芦在被牵引较少次数的情况下就可被调整到位,操作方便、高效。
28、此外,在通过u型吊框扭转牵引手拉葫芦时,双手始终握持于把框上出力,无需与吊绳接触,相较于现有技术,可避免被吊绳上的润滑油弄脏手掌或者手套,还可避免被吊绳上的钢丝毛刺刺伤手掌,对手拉葫芦的牵引对齐操作洁净和安全。
29、此外,u型吊框具有一定的长度,其在牵拉对齐手拉葫芦的过程中实质充当力臂使用,其具有的长度可提升力臂的长度,放大对手拉葫芦施加的扭矩,进一步增大手拉葫芦被单次牵引移动的距离,进一步减少对手拉葫芦的牵引次数,使手拉葫芦的牵引对齐操作更加方便、高效。
30、此外,两处半圆齿环可插接固定两处定位齿轮和u型吊框,避免u型吊框在左右扭转牵引出力时,前后摇晃摆动卸掉扭转力,有助于保证u型吊框对手拉葫芦牵拉调整功能的正常实施。
31、此外u形驱动框的后端部分与把框贴合靠近,可使双手在握持于把框上扭转出力的过程中随时直接对u形驱动框前后顶推完成u型吊框的松紧,操作使用简便。
32、另外,圈形保持架绕套环实际组成了电阻点焊机焊接角度的转动调整机构,通过此机构在调节过程中,电阻点焊机的重力完全依托套环和手拉葫芦承载,相较于缺少对焊接角度实施辅助调节机构的现有技术,可省去需手动出力对抗手拉葫芦的吊拉力和电阻点焊机提升重力的麻烦,对焊接角度的调整更加便捷。
- 还没有人留言评论。精彩留言会获得点赞!