微型密封圈自动装配设备的制作方法
本发明涉及机械设备,具体涉及一种微型密封圈自动装配设备。
背景技术:
1、现有的密封圈与电极铆钉在装配的过程中,由于密封圈体积小,一般的其内径为1.8-1.9mm,壁厚0.8mm,这种尺寸的密封圈称之为微型密封圈。由于尺寸极其微小,壁厚过薄,与之配合的夹具的夹爪亦非常纤细,在夹取密封圈的过程中,通常会出现夹具断裂的现象,并且。除此之外,现有技术中,夹取密封圈的夹具其夹头通常为无法精准的进入到密封圈内对密封圈进行夹取,这样会影响整体密封圈的装配效率,且现有技术的电极铆钉在装配过程中,通常倒放在导轨上,夹取电极铆钉后还需扶正电极铆钉,这样会增加装配步骤,降低装配效率。
技术实现思路
1、有鉴于此,本发明提供了一种微型密封圈自动装配设备。
2、为实现上述目的,本发明提供如下技术方案:
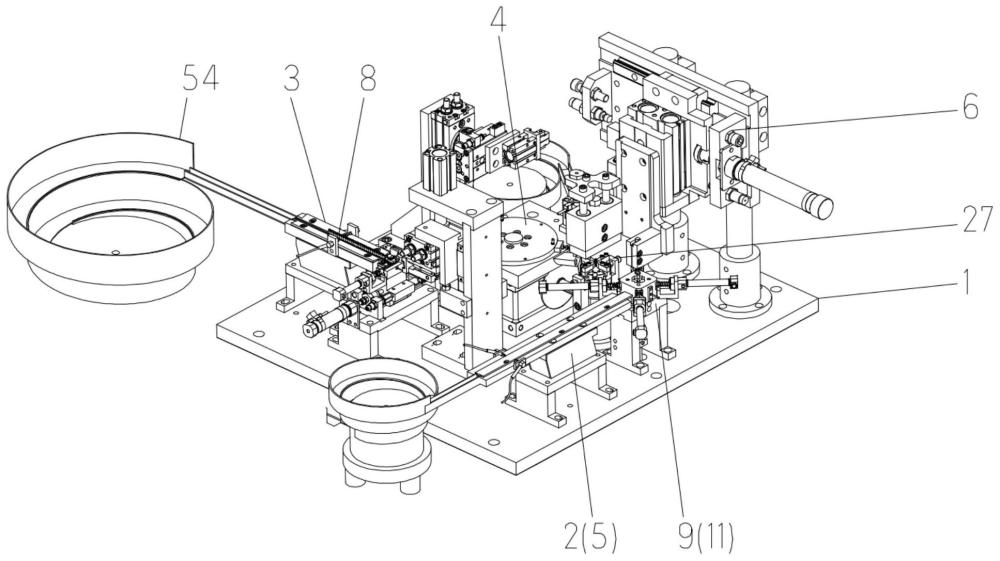
3、一种微型密封圈自动装配设备,包括机座,所述机座上设置密封圈上料装配装置和电极铆钉上料装置,所述密封圈上料装配装置和电极铆钉上料装置之间设置装配转盘,所述密封圈上料装配装置包括密封圈上料机构和送料装配机构,所述密封圈上料机构和电极铆钉上料装置上分别设置密封圈和电极铆钉,所述电极铆钉由电极铆钉上料装置运输至装配转盘,所述密封圈上料机构具有限位传递单元,所述密封圈通过密封圈上料机构运输至限位传递单元,所述密封圈通过限位传递单元传递至送料装配机构,所述送料装配机构将密封圈运输至装配转盘与电极铆钉进行装配。
4、较佳的,所述限位传递单元包括限位夹具组件和升降传递组件,所述升降传递组件可升降的设置在机座上,所述限位夹具组件和升降传递组件之间设置密封圈定位座,所述密封圈上料机构将密封圈输送至密封圈定位座上,所述升降传递组件具有升降连接端,所述升降连接端贯穿密封圈定位座及密封圈定位座上的密封圈,所述限位夹具组件对密封圈定位座上的密封圈进行限位固定,所述送料装配机构具有压紧连接端,所述升降传递组件下降的过程中密封圈沿着升降连接端移动至压紧连接端。
5、较佳的,所述升降传递组件包括支撑架、气缸和顶杆,所述密封圈定位座设置在支撑架顶端,所述气缸设置在支撑架下部,所述升降连接端设置在顶杆上,所述顶杆远离密封圈的一端与气缸连接,所述顶杆与压紧连接端之间设置传导件,所述传导件的底端与顶杆的升降连接端相接,所述传导件远离升降连接端的一侧由上到下依次设置圆柱部和锥台部,所述密封圈通过升降连接端移动至传导件,所述密封圈沿着传导件朝压紧连接端移动的过程中,所述密封圈的内径之间扩大。
6、较佳的,所述限位夹具组件包括安装块、夹紧块和夹紧气缸,所述安装块罩设在密封圈定位座上,所述安装块上开设对应夹紧块的夹紧滑槽,所述夹紧块的一端伸入夹紧滑槽夹紧密封圈定位座上的密封圈,所述夹紧气缸的一端与夹紧块连接带动夹紧块在夹紧滑槽内移动。
7、较佳的,所述密封圈上料机构的一侧设置过渡转运机构,所述过渡转运机构包括转运暂存底座,所述转运暂存底座顶端开设暂存滑槽,所述暂存滑槽呈十字结构设置,所述暂存滑槽内设有四个暂存滑块,所述暂存滑块具有密封圈暂存部,所述密封圈暂存部合并形成密封圈暂存端,所述密封圈通过送料装配机构套设在密封圈暂存端上,所述送料装配机构对应密封圈暂存端设置取料端,所述密封圈通过密封圈暂存端转移至取料端。
8、较佳的,所述电极铆钉上料装置包括铆钉振动盘、铆钉直线送料器、铆钉推料机构和铆钉夹爪机构,所述电极铆钉设置在铆钉振动盘内,所述电极铆钉依次经过铆钉振动盘和铆钉直线送料器输送至铆钉推料机构,所述铆钉夹爪机构将铆钉推料机构上的电极铆钉夹紧输送至装配转盘。
9、较佳的,所述铆钉直线送料器上设置铆钉滑轨,所述铆钉滑轨上开设铆钉限位滑槽,所述电极铆钉上开设限位环槽,所述电极铆钉位于限位环槽下部的部分伸入铆钉限位滑槽与铆钉滑轨连接,所述铆钉滑轨顶部两侧朝铆钉限位滑槽中心弯折形成限位部,所述限位部伸入限位环槽与电极铆钉连接,所述铆钉直线送料器带动电极铆钉在铆钉滑轨上移动。
10、较佳的,所述铆钉推料机构包括固定座、上推料单元和下推料单元,所述固定座上设置下滑轨,所述下推料单元可移动的设置在下滑轨上,所述下推料单元包括推料安装座和下推料气缸,所述下推料气缸的一端于推料安装座连接带动推料安装座在下滑轨上移动,所述推料安装座顶端开设推料滑槽,所述上推料单元的一端伸入推料滑槽与推料安装座连接,且所述上推料单元在推料滑槽内移动,所述上推料单元包括设置在推料滑槽内的上滑块和上推料气缸,所述上滑块可移动的设置在推料滑槽内,所述上滑块上设置分料板,所述分料板的一侧伸入限位环槽内带动电极铆钉移动。
11、较佳的,所述铆钉夹爪机构包括铆钉夹爪、夹爪升降单元和夹爪转动单元,所述铆钉夹爪固定在夹爪转动单元上,所述夹爪升降单元包括升降滑轨板、升降滑轨、升降滑动板和限位块,所述升降滑轨竖直设置在升降滑轨板的一侧,所述升降滑动板设置在可移动的设置在升降滑轨上,所述限位块设置在升降滑动板上,所述限位块和升降滑轨板上开设对应的限位孔,所述限位孔内设置限位销,所述限位销对升降滑动板在升降滑轨上的位置进行限位固定,所述夹爪转动单元可转动的设置在升降滑动板上。
12、较佳的,所述密封圈在升降传递组件中的传递步骤如下:
13、步骤一:密封圈在密封圈上料机构的带动下进入密封圈定位座,此时升降传递组件中的顶杆上升并穿过密封圈,使得密封圈套设在顶杆上,夹具限位组件对密封圈的上下位置进行限位,此时传导件处于初始位置,位于初始位置的传导件不会对密封圈进入密封圈定位座起到干涉;
14、步骤二:送料装配机构的压紧连接端下移,对传导件向顶杆方向进行施压,使得传导件与顶杆相接,传导件与顶杆相接后,气缸带动顶杆下移,并且传导件继续收到压力朝顶杆方向移动,此时密封圈由于上下位置被限定,从而在顶杆和传导件下移过程中套设在与顶杆相接的传导件的底端,密封圈套设在传导件上后,送料装配机构回位;
15、步骤三:夹具限位组件中的夹紧块被夹紧气缸带动朝远离密封圈中心位置移动,且顶杆在气缸的带动下上升,顶杆上升过程中带动传导件上升,此时,传导件上密封圈位置不变;
16、步骤四:传导件上升完毕后夹紧块回位,此时顶杆下降,送料装配机构上的压紧连接端再次下移对传导件施加压力,使得传导件朝顶杆方向移动,顶杆下降过程中密封圈的底部被夹紧块限位,从而在传导件下降的过程中由传导件的底端上升至传导件的圆柱部;
17、步骤五:送料机构的压紧连接端下移至传导件顶部,此时密封圈随着传导件的下移,由传导件的圆柱部移动至压紧连接端后被夹取。
18、本发明的有益效果在于:本设计通过设置密封圈上料装配装置和电极铆钉上料装置,能够实现密封圈上料装配的自动化,减少人工成本,提升装配效率。
技术特征:
1.一种微型密封圈自动装配设备,包括机座,其特征在于:所述机座上设置密封圈上料装配装置和电极铆钉上料装置,所述密封圈上料装配装置和电极铆钉上料装置之间设置装配转盘,所述密封圈上料装配装置包括密封圈上料机构和送料装配机构,所述密封圈上料机构和电极铆钉上料装置上分别设置密封圈和电极铆钉,所述电极铆钉由电极铆钉上料装置运输至装配转盘,所述密封圈上料机构具有限位传递单元,所述密封圈通过密封圈上料机构运输至限位传递单元,所述密封圈通过限位传递单元传递至送料装配机构,所述送料装配机构将密封圈运输至装配转盘与电极铆钉进行装配。
2.根据权利要求1所述的微型密封圈自动装配设备,其特征在于:所述限位传递单元包括限位夹具组件和升降传递组件,所述升降传递组件可升降的设置在机座上,所述限位夹具组件和升降传递组件之间设置密封圈定位座,所述密封圈上料机构将密封圈输送至密封圈定位座上,所述升降传递组件具有升降连接端,所述升降连接端贯穿密封圈定位座及密封圈定位座上的密封圈,所述限位夹具组件对密封圈定位座上的密封圈进行限位固定,所述送料装配机构具有压紧连接端,所述升降传递组件下降的过程中密封圈沿着升降连接端移动至压紧连接端。
3.根据权利要求2所述的微型密封圈自动装配设备,其特征在于:所述升降传递组件包括支撑架、气缸和顶杆,所述密封圈定位座设置在支撑架顶端,所述气缸设置在支撑架下部,所述升降连接端设置在顶杆上,所述顶杆远离密封圈的一端与气缸连接,所述顶杆与压紧连接端之间设置传导件,所述传导件的底端与顶杆的升降连接端相接,所述传导件远离升降连接端的一侧由上到下依次设置圆柱部和锥台部,所述密封圈通过升降连接端移动至传导件,所述密封圈沿着传导件朝压紧连接端移动的过程中,所述密封圈的内径之间扩大。
4.根据权利要求2所述的微型密封圈自动装配设备,其特征在于:所述限位夹具组件包括安装块、夹紧块和夹紧气缸,所述安装块罩设在密封圈定位座上,所述安装块上开设对应夹紧块的夹紧滑槽,所述夹紧块的一端伸入夹紧滑槽夹紧密封圈定位座上的密封圈,所述夹紧气缸的一端与夹紧块连接带动夹紧块在夹紧滑槽内移动。
5.根据权利要求2所述的微型密封圈自动装配设备,其特征在于:所述密封圈上料机构的一侧设置过渡转运机构,所述过渡转运机构包括转运暂存底座,所述转运暂存底座顶端开设暂存滑槽,所述暂存滑槽呈十字结构设置,所述暂存滑槽内设有四个暂存滑块,所述暂存滑块具有密封圈暂存部,所述密封圈暂存部合并形成密封圈暂存端,所述密封圈通过送料装配机构套设在密封圈暂存端上,所述送料装配机构对应密封圈暂存端设置取料端,所述密封圈通过密封圈暂存端转移至取料端。
6.根据权利要求1所述的微型密封圈自动装配设备,其特征在于:所述电极铆钉上料装置包括铆钉振动盘、铆钉直线送料器、铆钉推料机构和铆钉夹爪机构,所述电极铆钉设置在铆钉振动盘内,所述电极铆钉依次经过铆钉振动盘和铆钉直线送料器输送至铆钉推料机构,所述铆钉夹爪机构将铆钉推料机构上的电极铆钉夹紧输送至装配转盘。
7.根据权利要求6所述的微型密封圈自动装配设备,其特征在于:所述铆钉直线送料器上设置铆钉滑轨,所述铆钉滑轨上开设铆钉限位滑槽,所述电极铆钉上开设限位环槽,所述电极铆钉位于限位环槽下部的部分伸入铆钉限位滑槽与铆钉滑轨连接,所述铆钉滑轨顶部两侧朝铆钉限位滑槽中心弯折形成限位部,所述限位部伸入限位环槽与电极铆钉连接,所述铆钉直线送料器带动电极铆钉在铆钉滑轨上移动。
8.根据权利要求6所述的微型密封圈自动装配设备,其特征在于:所述铆钉推料机构包括固定座、上推料单元和下推料单元,所述固定座上设置下滑轨,所述下推料单元可移动的设置在下滑轨上,所述下推料单元包括推料安装座和下推料气缸,所述下推料气缸的一端于推料安装座连接带动推料安装座在下滑轨上移动,所述推料安装座顶端开设推料滑槽,所述上推料单元的一端伸入推料滑槽与推料安装座连接,且所述上推料单元在推料滑槽内移动,所述上推料单元包括设置在推料滑槽内的上滑块和上推料气缸,所述上滑块可移动的设置在推料滑槽内,所述上滑块上设置分料板,所述分料板的一侧伸入限位环槽内带动电极铆钉移动。
9.根据权利要求6所述的微型密封圈自动装配设备,其特征在于:所述铆钉夹爪机构包括铆钉夹爪、夹爪升降单元和夹爪转动单元,所述铆钉夹爪固定在夹爪转动单元上,所述夹爪升降单元包括升降滑轨板、升降滑轨、升降滑动板和限位块,所述升降滑轨竖直设置在升降滑轨板的一侧,所述升降滑动板设置在可移动的设置在升降滑轨上,所述限位块设置在升降滑动板上,所述限位块和升降滑轨板上开设对应的限位孔,所述限位孔内设置限位销,所述限位销对升降滑动板在升降滑轨上的位置进行限位固定,所述夹爪转动单元可转动的设置在升降滑动板上。
10.根据权利要求1-4所述的微型密封圈自动装配设备,其特征在于:所述密封圈在升降传递组件中的传递步骤如下:
技术总结
一种微型密封圈自动装配设备,所述机座上设置密封圈上料装配装置和电极铆钉上料装置,所述密封圈上料装配装置和电极铆钉上料装置之间设置装配转盘,所述密封圈上料装配装置包括密封圈上料机构和送料装配机构,所述密封圈上料机构和电极铆钉上料装置上分别设置密封圈和电极铆钉,所述电极铆钉由电极铆钉上料装置运输至装配转盘,所述密封圈上料机构具有限位传递单元,所述密封圈通过密封圈上料机构运输至限位传递单元,所述密封圈通过限位传递单元传递至送料装配机构,所述送料装配机构将密封圈运输至装配转盘与电极铆钉进行装配,通过设置密封圈上料装配装置和电极铆钉上料装置,能够实现密封圈上料装配的自动化,减少人工成本,提升装配效率。
技术研发人员:薛肇江,陈如意,胡龙华,刘斌,刘梦阳
受保护的技术使用者:汇润电气有限公司
技术研发日:
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!