汽车偏心轴零部件加工定位调整方法及设备与流程
本发明涉及机械加工,具体为汽车偏心轴零部件加工定位调整方法及设备。
背景技术:
1、在机械传动中,回转运动变为往复直线运动或往复直线运动变为回转运动,一般都是利用偏心零件来完成的;例如车床床头箱用偏心工件带动的润滑泵,汽车发动机中的曲轴等;为了方便调节轴与轴之间的中心距,偏心轴通常运用在平面连杆机构三角带传动中;一般的轴,只能带动工件自转,但是偏心轴,不但能传递自转,同时还能传递公转,偏心轴零部件在加工时需要通过定位工装进行固定,参考中国专利,申请号为:“202210053868.2”的“一种偏心轴零部件加工偏心距调整定位工装”,该专利解决了现有的固定方式通常采用三爪或四爪卡盘进行固定,即利用丝杠结构对偏心轴零部件进行挤压固定,因此存在一些弊端,若工作人员用力过小,将会使得偏心轴零部件固定不牢固,造成加工时发生意外晃动,影响加工质量,若是用力过大,容易使得一些空心的偏心轴零部件外观发生形变,不便于工作人员对偏心轴进行后续的加工的问题,但依然存在零部件的偏心距调节较为繁琐的缺陷,对此我们提出了汽车偏心轴零部件加工定位调整方法及设备来解决上述问题。
技术实现思路
1、针对现有技术的不足,本发明提供了汽车偏心轴零部件加工定位调整方法及设备,解决了上述背景技术中提出的问题。
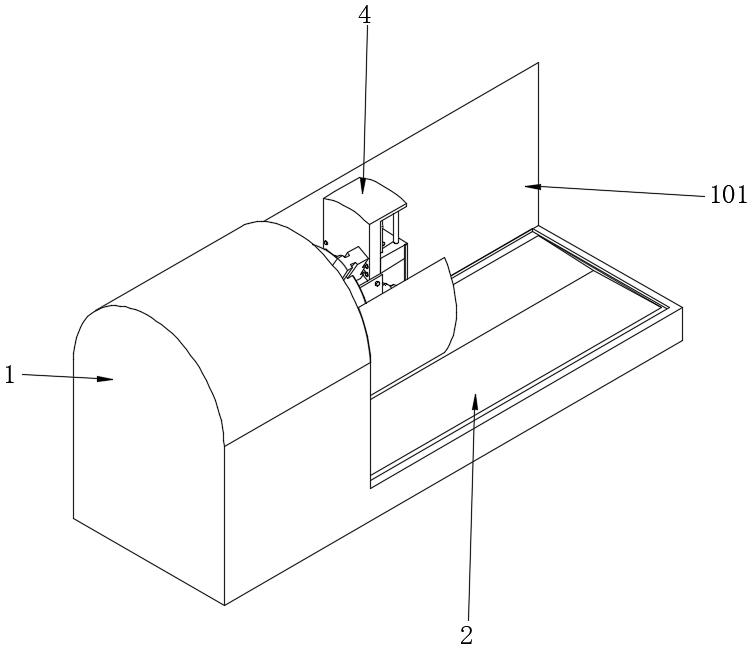
2、为实现以上目的,本发明通过以下技术方案予以实现:汽车偏心轴零部件加工定位调整设备,包括机体,所述机体内部设有驱动机构,所述机体的内部转动安装有定位盘架,所述定位盘架用于对零部件进行定位,并带动零部件转动;
3、所述定位盘架外侧固定安装有限位架,所述限位架的内部两侧均固定有外侧定位架,且外侧定位架的内部均滑动安装有凹型定位滑架,所述凹型定位滑架的内部两侧均固定有定位轴辊,用于对零部件进行夹持,并对零部件的轴心线位置进行调整。
4、优选的,两个所述外侧定位架之间固定有刻度尺板,所述凹型定位滑架的外侧中部固定有标示轴心柱,且标示轴心柱的端部固定有与刻度尺板相适配的标示板,所述标示轴心柱的圆心轴与两个定位轴辊的圆心轴以及定位盘架的圆心轴始终保持平行,标示轴心柱的圆心轴至定位盘架圆心轴的垂直距离,与两个定位轴辊的圆心轴至定位盘架圆心轴的垂直距离相同。
5、优选的,两个所述凹型定位滑架的内侧均滑动安装有定位端头,两个所述凹型定位滑架的内部均固定有定位螺套,所述定位螺套的内部转动安装有相互啮合的定位螺杆,所述定位螺杆的端部转动连接至定位端头。
6、优选的,两个所述凹型定位滑架与限位架的内侧之间均设有电动顶升推杆,所述电动顶升推杆固定安装在限位架的内部,且活塞端固定连接至凹型定位滑架。
7、优选的,两个所述凹型定位滑架的外侧四周均固定有限位滑杆,多个所述限位滑杆分别穿过对应的外侧定位架,且与外侧定位架滑动连接。
8、优选的,所述限位架的两侧均固定安装有衔接板架,且通过衔接板架的配合固定连接至定位盘架。
9、优选的,所述定位盘架的外侧套接有限位轴承,所述定位盘架内侧滑动安装有多个定位滑块,且定位滑块的内侧均开设有防滑齿槽,用于对零部件进行夹持定位,所述定位盘架的内部转动安装有多个调节螺套,所述调节螺套与定位滑块相互适配,用于带动定位滑块平移对零部件进行夹持,所述定位盘架的中部开设有通孔。
10、优选的,所述定位盘架的两侧分别设有侧边挡板与防护板架,所述侧边挡板与防护板架均固定连接至机体。
11、优选的,所述机体内部固定有底部收集盘,所述底部收集盘的顶面两侧均转动连接有弧形封板。
12、本发明还公开了汽车偏心轴零部件加工定位调整方法,基于上述汽车偏心轴零部件加工定位调整设备,具体包括以下步骤:
13、s1、首先根据零部件的偏心距,将零部件安装至定位设备内部,依照零部件的预设偏心距,通过限位架、外侧定位架以及凹型定位滑架的配合对其位置进行调节,直至零部件的轴心线与定位设备的轴心线之间的垂直距离调整至与偏心距相同后,通过定位盘架将零部件进行固定;
14、s2、零部件固定完成后,通过定位设备带动固定的零部件运行,而后通过切削设备对运行的零部件进行切削处理。
15、本发明提供了汽车偏心轴零部件加工定位调整方法及设备。与现有技术相比具备以下有益效果:
16、(1)、该汽车偏心轴零部件加工定位调整方法及设备,通过定位盘架与限位架的配合,当在对零部件进行调节时,能够通过外侧定位架与凹型定位滑架的配合,实现对零部件的调节、定位,同时通过限位架与外侧定位架和凹型定位滑架的限位夹持,能够提升零部件的加工稳定性与安全性,同时也能够便于对不同尺寸零部件进行偏心距的调节以及夹持定位作业,提升了设备的使用便捷性以及适用范围。
17、(2)、该汽车偏心轴零部件加工定位调整方法及设备,通过侧定位架与凹型定位滑架的配合,当两个凹型定位滑架通过定位轴辊对零部件进行夹持后,随着定位盘架运行带动零部件转动,能够使限位架以及侧定位架和凹型定位滑架随着零部件运行,进一步提升了零部件的限位效果,避免在作业的过程中出现偏移的现象。
18、(3)、该汽车偏心轴零部件加工定位调整方法及设备,通过侧边挡板与防护板架的设置,当通过切削设备对零部件进行加工时,能够将切割碎屑进行阻挡,同时能够起到一定的阻挡防护效果,同时通过底部收集盘的配合,能够将切削过程中产生的金属碎屑进行收集处理,便于后续的维护作业。
技术特征:
1.汽车偏心轴零部件加工定位调整设备,包括机体(1),其特征在于:所述机体(1)内部设有驱动机构(103),所述机体(1)的内部转动安装有定位盘架(3),所述定位盘架(3)用于对零部件进行定位,并带动零部件转动;
2.根据权利要求1所述的汽车偏心轴零部件加工定位调整设备,其特征在于:两个所述外侧定位架(6)之间固定有刻度尺板(12),所述凹型定位滑架(7)的外侧中部固定有标示轴心柱(11),且标示轴心柱(11)的端部固定有与刻度尺板(12)相适配的标示板(1101),所述标示轴心柱(11)的圆心轴与两个定位轴辊(9)的圆心轴以及定位盘架(3)的圆心轴始终保持平行,标示轴心柱(11)的圆心轴至定位盘架(3)圆心轴的垂直距离,与两个定位轴辊(9)的圆心轴至定位盘架(3)圆心轴的垂直距离相同。
3.根据权利要求1所述的汽车偏心轴零部件加工定位调整设备,其特征在于:两个所述凹型定位滑架(7)的内侧均滑动安装有定位端头(10),两个所述凹型定位滑架(7)的内部均固定有定位螺套(1002),所述定位螺套(1002)的内部转动安装有相互啮合的定位螺杆(1001),所述定位螺杆(1001)的端部转动连接至定位端头(10)。
4.根据权利要求1所述的汽车偏心轴零部件加工定位调整设备,其特征在于:两个所述凹型定位滑架(7)与限位架(4)的内侧之间均设有电动顶升推杆(701),所述电动顶升推杆(701)固定安装在限位架(4)的内部,且活塞端固定连接至凹型定位滑架(7)。
5.根据权利要求1所述的汽车偏心轴零部件加工定位调整设备,其特征在于:两个所述凹型定位滑架(7)的外侧四周均固定有限位滑杆(8),多个所述限位滑杆(8)分别穿过对应的外侧定位架(6),且与外侧定位架(6)滑动连接。
6.根据权利要求1所述的汽车偏心轴零部件加工定位调整设备,其特征在于:所述限位架(4)的两侧均固定安装有衔接板架(5),且通过衔接板架(5)的配合固定连接至定位盘架(3)。
7.根据权利要求1所述的汽车偏心轴零部件加工定位调整设备,其特征在于:所述定位盘架(3)的外侧套接有限位轴承(301),所述定位盘架(3)内侧滑动安装有多个定位滑块(302),且定位滑块(302)的内侧均开设有防滑齿槽(3021),用于对零部件进行夹持定位,所述定位盘架(3)的内部转动安装有多个调节螺套(303),所述调节螺套(303)与定位滑块(302)相互适配,用于带动定位滑块(302)平移对零部件进行夹持,所述定位盘架(3)的中部开设有通孔(304)。
8.根据权利要求1所述的汽车偏心轴零部件加工定位调整设备,其特征在于:所述定位盘架(3)的两侧分别设有侧边挡板(101)与防护板架(102),所述侧边挡板(101)与防护板架(102)均固定连接至机体(1)。
9.根据权利要求1所述的汽车偏心轴零部件加工定位调整设备,其特征在于:所述机体(1)内部固定有底部收集盘(2),所述底部收集盘(2)的顶面两侧均转动连接有弧形封板(201)。
10.汽车偏心轴零部件加工定位调整方法,基于权利要求1-9任一项所述的汽车偏心轴零部件加工定位调整设备,其特征在于,具体包括以下步骤:
技术总结
本发明公开了汽车偏心轴零部件加工定位调整方法及设备,本发明涉及机械加工技术领域。该汽车偏心轴零部件加工定位调整方法及设备,通过定位盘架与限位架的配合,当在对零部件进行调节时,能够通过外侧定位架与凹型定位滑架的配合,实现对零部件的调节、定位,同时通过限位架与外侧定位架和凹型定位滑架的限位夹持,能够提升零部件的加工稳定性与安全性,同时也能够便于对不同尺寸零部件进行偏心距的调节以及夹持定位作业,提升了设备的使用便捷性以及适用范围,通过侧定位架与凹型定位滑架的配合随着零部件运行,进一步提升了零部件的限位效果,避免零部件在作业的过程中出现偏移的现象。
技术研发人员:赵群好,覃道星,葛干才,李波
受保护的技术使用者:湖南双建汽车零部件有限公司
技术研发日:
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!