用于组件的水蚀研磨方法与流程
用于组件的水蚀研磨方法
[0001]
本发明涉及一种用于组件的水蚀(hydroerosiven)处理的方法,其中包含研磨颗粒的液体在组件的表面上流动。
[0002]
水蚀研磨方法是在其中包含研磨颗粒的液体在待处理的表面上流动的处理方法。在液体在其上流动的同时,液体中包含的研磨颗粒碰撞待处理组件的表面,使得在撞击时通过侵蚀组件材料的研磨颗粒来侵蚀研磨相应的表面。在这种情况下,取决于研磨颗粒的几何形状,特别是形状和尺寸分布,可非常精细地处理表面,特别是处理非常精细的结构。例如,可使用水蚀研磨方法来处理由金属、陶瓷和/或塑料制成的3d打印组件的表面(其具有50-500μm的表面粗糙度)。这些表面粗糙度在使用相应的组件期间导致不期望的效果,例如结垢或压力损失增加。为了在研磨方法之后能够在误差容许值内符合确切几何形状,在生产方法期间,特别是在通过3d打印方法的生产期间,可任选需要改变组件的几何形状,并且必须可以精确且以可控地方式调节研磨方法。
[0003]
例如由wo 2014/000954 a1中已知通过水蚀方法圆整用于内燃机的喷射阀中的喷嘴上的孔(bohrungen),使得可以以该方式在非常小的孔上研磨锐边过渡部件,燃料通过该孔以高压喷射至内燃机中。对于该方法,包含研磨颗粒的液体流动通过喷嘴。为了均匀地流动通过喷嘴的孔并因此均匀地圆整边缘,将中空体引入喷射阀中,并且将包含研磨颗粒的液体引导通过中空体中形成的内部流动通道和在中空体和喷射阀的内壁之间形成的外部流动通道。在这种情况下,为了得到均匀的结果,可使用流动通过内部和外部流动通道的包含不同研磨颗粒的液体,和/或使包含研磨颗粒的液体以不同的流速或压力输送通过内部和外部流动通道。
[0004]
例如在p.a.rizkalla,development of a hydroerosion model using a semi-empirical method coupled with an euler-euler approach,dissertation,royal melbourne institute of technology,university of melbourne,2007年11月,第36-44页中描述了水蚀研磨方法的数学模拟。
[0005]
由现有技术中已知的方法的一个缺点在于特别是对于待研磨在其上具有流动障碍物(例如表面上安装的元件的形式)的表面,或者对于其中包含研磨颗粒的液体需要偏离(例如当待研磨的表面是通向通道的孔时,正如在wo 2014/000954 a1中描述的喷嘴的情况下)的组件,可能存在涡流和反流,由于其发生不均匀研磨或许多位置仍未处理。
[0006]
因此,本发明的目的是提供一种用于表面的水蚀处理的方法,其中确保表面的受控处理。
[0007]
该目的通过一种用于组件的水蚀处理的方法来实现,其中在装置中,包含研磨颗粒的液体在组件表面上流动,所述装置具有通道,包含研磨颗粒的液体在压力下流动通过所述通道并且在其中接收待处理的组件,并且在其中可以调节液体流量的阀沿着流动方向位于组件的前面,包括以下步骤:
[0008]
(a)关闭位于组件前面的阀并在包含研磨颗粒的液体中产生预定压力;
[0009]
(b)打开位于组件前面的阀并产生(einstellen)包含研磨颗粒的液体的第一体积流量而不改变步骤(a)中产生的预定压力,所述流量比流动通过的最小设定点横截面面积
与该位置处的最大允许速度的乘积小5-80%;
[0010]
(c)测量在包含研磨颗粒的液体中待处理组件前面的位置和待处理组件后面的位置之间产生的压差;
[0011]
(d)只要步骤(c)中测量的压差下降5-80%,就提高包含研磨颗粒的液体的体积流量,直到体积流量对应于流动通过的最小设定点横截面面积与该位置处的最大允许速度的乘积;
[0012]
(e)只要步骤(d)中的体积流量对应于流动通过的最小设定点横截面面积与该位置处的最大允许速度的乘积,就关闭位于组件前面的阀并终止流动。
[0013]
由于在步骤(b)中将体积流量调节为比流动通过的最小设定点横截面面积和该位置处的最大允许速度的乘积小5-80%而不改变步骤(a)中产生的预定压力,实现了在待处理表面上的均匀流动,并且减少了可能的反流,在其中发生表面过强侵蚀。不可能完全避免反流,因为这将需要低流速,使得没有材料研磨掉或者研磨过程减慢很多,使得研磨过程的经济运行不再可能。通过研磨,圆整锐边过渡部件,使得由于处理,减少引起反流和涡流的扰动,这允许体积流量和流速增加。体积流量的进一步增加是由于磨蚀材料的研磨过程而导致的流动通过的横截面的增加,使得甚至增加的横截面需要增加体积流量以保持流速恒定。
[0014]
对于水蚀处理,首先将组件引入包含研磨颗粒的液体流动通过的通道中。如果意欲处理组件的外表面,则将组件以使得包含研磨颗粒的液体可以在表面上流动的方式引入通道中。在处理内表面(例如孔)的情况下,组件以使得包含研磨颗粒的液体流动通过待处理的开口(例如孔),但不与不意欲处理的表面接触的方式与通道连接。例如为了研磨孔,可以在组件上提供合适的连接件,包含研磨颗粒的液体通过其提供并且由组件中流出。
[0015]
为了避免可能导致不受控的材料侵蚀并因此破坏组件的气蚀(kavitation),在开始时提高包含研磨颗粒的液体的压力,而不使液体在待处理的表面上流动。为此,首先关闭沿着流动方向位于待处理组件前面的阀。通过关闭阀并且在包含研磨颗粒的液体在其上或在其中流动开始之前提高压力,通过重新打开阀,可以有意地控制包含研磨颗粒的液体的流动。通过增加的压力可以防止气蚀,因为由于高压可以使由于高速而降低的液体中的静压保持在液体蒸气压以上,使得不会形成流动夹带的蒸气泡,并且在达到具有较高压力的区域时突然坍塌,使得产生局部减压,这可能会导致表面损坏。
[0016]
为了在步骤(a)中关闭阀时提高包含研磨颗粒的液体的压力,例如可以使用沿着流动方向位于阀前面的泵。包含研磨颗粒的液体中产生的压力优选为1.1-500巴(绝对压力),其中该压力取决于待处理组件的材料。如果意欲通过水蚀研磨方法处理金属或陶瓷制成的表面,则优选产生10-500巴(绝对压力),更优选10-200(绝对压力),特别是50-150巴(绝对压力),例如100巴(绝对压力)的压力。在由塑料制成的表面的情况下,优选产生1.1-100巴(绝对压力),更优选1.5-10巴(绝对压力),特别是1.5-3巴(绝对压力)的压力。为了测量步骤(a)中包含研磨颗粒的液体的压力,优选使用位于组件前面的阀和产生包含研磨颗粒的液体的压力和流量的泵之间的第一压力传感器。
[0017]
只要打开位于组件前面的阀,任何可以提高包含研磨颗粒的液体中的压力的泵(其中所述泵不会被液体中包含的研磨颗粒损坏)就适合作为提高压力并产生流量的泵。该泵的损坏可能例如是由颗粒的研磨作用导致的,特别是在具有流动偏离的区域中。因此,隔
膜泵特别优选作为用于提高包含研磨颗粒的液体的压力的泵。
[0018]
在包含研磨颗粒的液体的压力提高之后,打开位于组件前面的阀,并产生包含研磨颗粒的液体的第一体积流量而不改变步骤(a)中产生的预定压力,该体积流量比流动通过的最小设定点横截面面积和该位置处的最大允许速度的乘积小5-80%。优选地,体积流量比流动通过的最小设定点横截面面积与该位置处的最大允许速度的乘积小10-40%,特别是15-25%。设定点横截面面积是指通过水蚀研磨方法产生并且经充分处理的组件的横截面以垂直于包含研磨颗粒的液体的主要流动方向取向的横截面面积。
[0019]
包含研磨颗粒的液体的最大流速优选为1m/s至液体声速的99%,优选10-200m/s,特别是50-150m/s,例如100m/s。由于在恒定的体积流量下,液体的速度随着流动通过的横截面面积的减小而提高,并且相应地随着流动通过的横截面面积的增加而减小,因此包含研磨颗粒的液体的最大速度出现在流动通过最小横截面积的位置。在这种情况下,速度是指液体在横截面上的平均速度,其例如可以通过测量体积流量并除以横截面面积测定。
[0020]
如果在调节包含研磨颗粒的液体的速度下发现发生气蚀,则减小体积流量直到不再检测出气蚀。为了检测气蚀,例如将声音传感器置于组件后面的通道中。由于在气蚀期间由气泡破裂和由其产生的降低的压力而产生声波(这会产生噪声),因此可以通过声音传感器直接检测出气蚀。如果形成大量气泡并因此相应地发生强烈气蚀,则单独气泡的噪音会合并而形成咔嗒声(rattling)。
[0021]
由于其中材料由待处理组件的表面经液体中包含的研磨颗粒侵蚀的水蚀研磨方法,因此组件的形状变化,且流动通过的横截面增加。这导致包含研磨颗粒的液体的压力损失降低。在步骤(c)中检测出该压力损失的降低。为了检测压力损失,优选测定沿着液体的流动方向位于组件前面的压力和沿着流动方向位于组件后面的压力之间的压差。为此,该压力可以通过第二压力传感器和第三压力传感器测量,第二压力传感器位于该组件前面的阀和组件之间,第三压力传感器位于组件后面。然后由组件前面测得的压力中减去组件后面测得的压力,以形成压差。
[0022]
在本发明的范围内,位置指示“位于...前面”和“位于...后面”始终是指在研磨过程期间包含研磨颗粒的液体的流动方向。因此,“位于...前面”始终是指“沿着液体流动方向位于...前面”,且“位于...后面”相应地始终是指“沿着液体流动方向位于...后面”。
[0023]
由于随着水蚀研磨的持续时间的增加,研磨绕流的锐边障碍物并且因此减小在反流区域形成涡流的风险,因此在研磨方法的过程中,可提高液体的体积流量。此外,由于研磨侵蚀的材料,锐边的研磨和流动通过的横截面的增加导致包含研磨颗粒的液体的流动条件变化,结果是研磨效果降低。为此,根据本发明,在步骤(d)中,只要在步骤(c)中测得的压差下降5-80%,就提高包含研磨颗粒的液体的体积流量,直到该体积流量对应于流动通过的最小设定点横截面面积与该位置处的最大允许速度的乘积。优选地,在步骤(d)中,只要在步骤(c)中测得的压差下降10-30%,特别是15-25%,例如20%,就提高包含研磨颗粒的液体的体积流量。
[0024]
体积流量的增加然后可以在单独步骤中进行,其中在步骤(d)中,在每次压力损失减小时提高体积流量,或者体积流量的提高是连续、恒定和单调地增加的。在这种情况下,压力损失的该连续、恒定和单调增加的提高是优选的,因为当在单独步骤中提高体积流量时,可能会存在反流区域和因此气蚀。
[0025]
包含研磨颗粒的流的最大允许速度是以期望的方式研磨表面且不发生例如由于反流或由于气蚀引起的不期望的材料侵蚀的速度。在这种情况下,最大允许速度可以例如通过初步测试测定。然而,通过模拟计算测定最大允许速度是替代和优选的。
[0026]
体积流量的增加优选快速进行,使得不超过所提供的用于处理组件直到达到最大体积流量的处理时间。在这种情况下,处理时间同样由初步测试或模拟计算测定。此外,还可以通过初步测试或模拟计算来编制压力损失和体积流量之间的特性曲线(这表示侵蚀)。借助于特性曲线,可以将侵蚀作为压力损失和体积流量的函数来读取,并且可以由特性曲线测定期望侵蚀所需的条件。
[0027]
为了测定最大速度,如果意欲通过模拟而非通过初步测试来测定最大速度,则下文对步骤(ii)描述的数学模拟同样适用。
[0028]
为了获得具有期望尺寸的成品组件,此外有利的是同样在研磨过程之前在模拟计算中对组件的几何形状建模。以这种方式,可以生产组件的原始部件(raw part),所述组件具有的几何形状使得在通过水蚀研磨侵蚀材料之后组件以预定容许值具有期望的几何形状。该适用于测定组件的原始部件(其在水蚀研磨方法中成形以形成成品部件)的几何形状的模拟方法例如具有以下步骤:
[0029]
(i)创建待生产的成品部件的结构模型,其中将待生产的成品部件的结构模型用作下一步(ii)的第一部分执行的初始模型;
[0030]
(ii)数学模拟水蚀研磨方法,利用其由初始模型开始生产具有修改的几何形状的中间模型;
[0031]
(iii)比较步骤(ii)中生产的中间模型与成品部件的结构模型,并测定在每个结构模型的节点处在待生产的成品部件的结构模型与中间模型之间与成品部件的结构模型表面正交的距离,并比较正交距离与预定限值;
[0032]
(iv)通过在步骤(ii)中用作初始模型的模型的表面上的每个节点由步骤(iii)中测定的与表面正交的距离的5-99%添加相对符号来创建组件的修改模型,并重复步骤(ii)-(iv),其中如果在至少一个节点处在步骤(iii)中测定的正交距离大于预定限值,则步骤(iv)中创建的修改模型在步骤(ii)中用作新的初始模型;
[0033]
(v)当在步骤(iii)中测定的每个节点处在成品部件的结构模型与中间模型之间的正交距离低于预定限值时,终止模拟,步骤(b)的初始模型最后对应于待测定的原始部件几何形状进行。
[0034]
通过该方法,可以在成品部件的预定容许值内测定原始部件必须具有的几何形状,使得在进行水蚀研磨方法期间形成期望的成品部件。
[0035]
为了产生待生产的成品部件的结构模型,优选首先使用任何期望计算机辅助设计程序(cad程序)产生期望成品部件的三维图像。在创建期望成品部件的三维图像期间,必需注意它准确地按比例反映期望真实成品部件。随后将以该方式创建的图像传输至结构模型中。对于结构模型,将网格置于成品部件的图像上。在这种情况下,必需注意以该方式选择网格的各个节点,即至少两条网格线以不等于180
°
的角度接触的点,使得结构模型仍以足够精度反映出期望的成品部件。特别是在小结构(例如小半径或曲率)上,在两个节点之间的距离必须足够小,使得仍准确地描述几何形状。因为在扰乱包含研磨颗粒的液体的流动的组件的位置,例如在表面上的凸起或凹陷处,以该方式改变的流动导致研磨颗粒在表面
上的改变效果,各个节点之间的距离也应经选择使得在该类位置足够小。在这种情况下,要在节点之间选择的距离取决于待处理的组件的尺寸以及成品部件的期望尺寸容许值。尺寸容许值越大,可以选择两个节点之间的距离越大。随着距待处理表面的距离增加,同样可以提高两个节点之间的距离。如果将还使得可产生成品部件的图像的模拟程序用于步骤(ii)中的计算,则当然可以使用相同的程序来创建图像并由图像产生结构模型。
[0036]
构造合适结构模型的方式对本领域技术人员是已知的,并且通常还包含用于产生结构模型的模块的常规模拟程序可以用于创建结构模型。取决于步骤(ii)中的期望计算方法,可以使用以有限差分、有限元或有限体积运行的模拟程序。常规和优选使用基于有限元素的模拟程序,正如例如可以由获得的。
[0037]
在步骤(ii)中,由初始模型开始,数学模拟水蚀研磨方法,其中通过数学模拟产生中间模型。对于水蚀研磨方法的数学模拟,一方面数学模拟包含研磨颗粒的液体的流动,另一方面数学模拟研磨颗粒在液体中的传输,并与此相关地,数学模拟研磨颗粒对待处理的组件的撞击和由此导致的材料侵蚀。为了计算,可以使用可商购的模拟程序。例如在p.a.rizkalla,development of a hydroerosion model using a semi-empirical method coupledwith an euler-euler approach,dissertation,royal melbourne institute of technology,university of melbourne,2007年11月,第36-44页中描述了一种用于水蚀研磨方法的可能模型。然而,除了此处描述的数学模拟之外,可以使用本领域技术人员已知的任何其他数学模拟研磨方法,利用其描述了液体中包含的研磨颗粒的侵蚀和侵蚀表面材料的形式。
[0038]
如上所述,可以使用有限差分方法、有限元方法或有限体积方法来进行数学模拟,商业模拟程序通常使用有限元方法。
[0039]
对应于预期的后续生产过程的过程数据优选用作边界条件和用于数学模拟的物质数据。用于数学模拟的物质数据也应对应于预期的后续生产方法的那些。例如,所使用的包含研磨颗粒的液体的压力、温度和体积流量用作水蚀研磨方法的数学模拟的边界条件。用于数学模拟的包含研磨颗粒的液体的物质数据例如是液体的粘度和液体的密度,且其他物质数据是研磨颗粒的尺寸、形状和材料以及液体中研磨颗粒的量。其他过程数据是组件的用作结构模型的几何形状以及包含研磨颗粒的液体传输通过的通道的几何形状。可以用于数学模拟的一个其他过程量是研磨方法的持续时间。
[0040]
进行水蚀研磨方法的过程条件的变化,例如包含研磨颗粒的液体的压力或温度,和特别是包含研磨颗粒的液体的体积流量,这些过程条件的变化还相应地在研磨方法的数学模拟中考虑。除了体积流量和压力的变化之外,过程条件的变化还与研磨方法期间的几何形状的变化有关。
[0041]
由于步骤(ii)中水蚀研磨方法的数学模拟,中间模型具有对应于当初始模型经受水蚀研磨方法时形成的几何形状的几何形状。由于当首次进行步骤(ii)时将成品部件的结构模型用作初始模型,因此首次进行步骤(ii)时测定的中间模型具有经处理的表面以使得产生的中间模型反映出从成品部件开始对其表面研磨的组件的方式修改的形状。因此,中间模型的几何形状基本上确切地以与初始模型期望的形状相反的方式与成品部件的期望几何形状不同,使得在研磨过程结束时获得期望成品部件。
[0042]
为了使期望的原始部件的形状近似,使得在期望容许值内获得期望成品部件,在
步骤(iii)中,比较步骤(ii)中得到的中间模型与成品部件的结构模型,并测定每个结构模型的节点处在待生产的成品部件的结构模型与中间模型之间与成品部件的结构模型表面正交的距离。比较每个节点处测定的该正交距离与预定限值。预定限值在这种情况下优选为成品的尺容许值。
[0043]
如果在至少一个节点处成品部件的结构模型与步骤(ii)中测定的中间模型之间的正交距离大于预定限值,则进行步骤(iv),并且如果在所有节点处成品部件的结构模型与步骤(ii)中测定的中间模型均小于预定限值,则进行步骤(v),并结束该方法。
[0044]
在步骤(iv)中,通过在步骤(ii)中用作初始模型的模型的表面上的每个节点处由步骤(iii)中测定的与初始模型表面正交的距离的5-99%,优选30-70%,特别是40-60%,例如50%,添加相对符号来创建组件的修改模型。随后,重复步骤(ii)-(iv),其中将在步骤(iv)中创建的修改模型用作步骤(ii)中的新初始模型。将5-99%,优选30-70%,特别是40-60%,例如50%的在步骤(iii)中测定的正交距离,而非在步骤(iii)中测定的整个正交距离,添加到步骤(ii)中使用的初始模型中,以确保该方法收敛,并且在所有情况下都可以找到原始部件的几何形状,在水蚀研磨方法中由原始部件生产出成品部件。
[0045]
由于在步骤(iii)中比较步骤(ii)中产生的中间模型与成品部件的结构模型,在每次执行中,记录仍然导致初始模型与成品部件的偏差的正交距离。通过在步骤(ii)中将该正交距离的一部分添加到初始模型中,从而为步骤(ii)-(iv)的后续执行创建新的初始模型,在每次执行中,期望的原始部件的形状更加接近地近似。该迭代方法得到期望原始部件的形状,从而通过水蚀研磨方法生产成品部件,只要在每个节点处在步骤(ii)中得到的中间模型与成品部件的结构模型具有小于预定限值的正交距离。在这种情况下,原始部件的形状由步骤(ii)中的初始模型反映出,其中将其表面在预定容许值内(即在预定限值内)对应于成品部件的表面的模型作为中间模型产生。
[0046]
取决于待形成的成品部件,期望容许值以及因此预定限值在待生产的成品部件的整个待处理表面上可以相等。然而,还可以对成品部件的不同表面或表面的不同区域指定不同的容许值,使得然后还获得步骤(ii)的中间模型与成品部件的结构模型之间的正交距离的不同限值。
[0047]
通过水蚀研磨方法,可以处理组件外部的表面和组件内部的表面。组件内部的常见表面例如是孔或通道,其穿过组件。特别是当使用常规工具无法到达待处理的表面时,例如当意欲圆整通道的开口或组件中的孔分支和开口的入口边缘时,或者当内部有流动障碍物(例如横截面收缩的形式),或者在一个或多个拐角处形成通道时,使用水蚀研磨方法。
[0048]
当意欲通过水蚀研磨方法处理组件的外表面时,组件优选位于通道内,使得包含研磨颗粒的液体可以在外表面上流动。为此,组件优选通过合适的保持元件如杆保持在通道中。作为替代,还可将组件引入合适托架中,液体可以流动通过该托架并且通道通过合适的联接件(例如法兰)安装在组件的两侧。当意欲对组件的内表面和外表面进行水蚀处理时,该组件在通道中的定位也是可能的。在这种情况下,特别是应注意使包含研磨颗粒的液体流入组件的开口的方向应使得液体以足够高的速度流动通过组件并因此处理内表面。
[0049]
作为替代,还可首先关闭组件上的所有开口并且仅处理外表面,然后将组件与通道连接,使得仅在内表面上流动。相应地,当不意欲处理外表面时,组件则也与通道连接,使得仅仅在内表面上流动。
[0050]
在意欲处理内表面和外表面的情况下,当然还可首先处理内表面,然后在关闭组件中的开口之后,处理外表面。
[0051]
用于处理内表面的组件的连接例如可以如wo 2014/000954a1中所述进行。作为替代,包含研磨颗粒的液体流动通过的通道还可与组件的入口开口和组件的出口开口连接,使得包含研磨颗粒的液体从通道通过入口开口流出通道至组件中待处理的开口,在组件中待处理的表面上流动,然后通过出口开口回至通道中。
[0052]
为了能够精确调节包含研磨颗粒的液体的流量,特别是体积流量和组件上的期望压降,特别优选除了位于组件前面的阀之外,还将第二阀置于组件后面。然后通过第一和第二阀调节包含研磨颗粒的液体的体积流量和压力。组件后面的阀尤其可以使组件中的液体压力保持较高,使得不会发生气蚀。为此,组件后面的阀仅打开得足够宽,使得使用泵能够保持期望的压力。该压力由位于组件后面的第三压力传感器测量。为此,第三压力传感器位于组件和组件后面的阀之间。
[0053]
只要步骤(d)中的体积流量对应于流动通过的最小设定点横截面面积与该位置处的最大允许速度的乘积时,就终止组件的处理,并且结束包含研磨颗粒的液体的流动。如果仅在组件前面提供阀,则为此该将阀关闭。如果一个阀位于组件前面且第二个阀位于组件后面,则在步骤(e)中关闭位于组件后面的第二个阀,然后关闭位于组件前面的阀。
[0054]
如果不能通过组件的上述处理到达表面的所有待处理位置,则可以将组件重新置于通道中,使得包含研磨颗粒的液体沿着与第一方向不同的方向,例如沿着相对方向在待处理的表面上流动。作为替代,还可将组分保持在通道中的原始位置中并且使包含研磨颗粒的液体的流动方向反转,使其沿着相对方向在待处理的表面上流动。为此,在组件的另一侧上使用第二泵,其中优选在每种情况下不期望的所述泵通过旁路来绕过,或者作为替代,使用一个可以反转输送方向的泵。然而,优选使用两个泵。
[0055]
包含研磨颗粒的液体优选在储存容器中提供,并且在组件的待处理表面上流动之后流回至储存容器中。以该方式,连续的水蚀研磨是可能的,而不必不断提供包含研磨颗粒的新鲜液体。为了由组件移除由包含研磨颗粒的液体侵蚀的材料,有利的是研磨颗粒具有与组件的材料不同的物理性质。在组件的不可磁化的材料的情况下,例如可使用可磁化的研磨颗粒,使得可以借助磁体将研磨颗粒由与组件分离的材料中分离出来。相应地,在可磁化材料的情况下,如果研磨颗粒不可磁化,则可以用磁体直接由液体移除由组件分离的材料。作为替代,在密度不同的情况下还可由重力而分离,或者如果由组件分离出的材料颗粒的尺寸与研磨颗粒的尺寸不同,则可以借助过滤器分离。
[0056]
作为替代,还可仅将包含研磨颗粒的液体的一部分返回至存储容器中,并且通过该方法移除一部分,从而也移除一部分由该移除部分分离的材料。然后将移除的部分替换为包含研磨颗粒的新鲜液体。
[0057]
由于分离由组件作为非常小的颗粒分离的材料以及同样非常小的研磨颗粒的费用高,因此特别优选以预定间隔完全替代包含研磨颗粒的液体。在这种情况下,预定间隔可以一方面取决于所处理的组件数量,或另一方面取决于包含研磨颗粒的液体的使用时间。
[0058]
为了防止液体在储存容器中的突然松弛(relaxation)(这可能导致蒸发),优选将供回至储存容器的包含研磨颗粒的液体在流入储存容器之前松弛。为了使液体松弛,例如可以使用节流器或阀。
[0059]
为了降低研磨颗粒在进入储存容器时的速度,此外有利的是提高通道的横截面。在这种情况下,优选横截面不要太突然变宽,以防在液体中形成强烈的涡流,这可能导致通过使用包含在液体中的颗粒研磨的通道壁损坏。如果使用节流器或阀以使液体松弛,则此外优选在松弛构件的后面提供第四压力传感器,利用第四压力传感器测量液体在流入存储容器之前的压力。优选地,使用该压力以调节松弛构件,使得液体总是在预定的压力范围内流回至存储容器中。
[0060]
为了使研磨颗粒保持均匀地分布在液体中,有利的是存储容器具有搅拌器,利用搅拌器可以搅拌包含研磨颗粒的液体。
[0061]
作为用于包含研磨颗粒的液体的液体,特别适合的是天然或合成油,特别是液压油或水。合适的液压油可商购,例如以shell10-60或shell32商购。
[0062]
用于研磨颗粒的材料取决于待处理的组件的材料。如果组件由金属或陶瓷制成,则优选使用由碳化硼或金刚石制成的研磨颗粒。在由塑料制成的组件的情况下,由碳化硼、金刚石、砂或硅制成的研磨颗粒是特别合适的。研磨颗粒的形状和尺寸还取决于组件的待处理材料,并取决于期望的表面条件,特别是期望的表面粗糙度,以及待处理的结构的尺寸。适用于研磨颗粒的颗粒形状特别是锐边颗粒,例如破碎的颗粒。合适的研磨颗粒优选具有1-100μm的尺寸分布,特别是1-10μm的尺寸分布。
[0063]
为了清洁待处理组件的研磨颗粒或侵蚀材料的残留物,通常在使用包含研磨颗粒的液体处理后洗涤组件。为此,可以使用水或油,例如合成油或天然油。特别优选使用与先前用于处理组件相同的液体洗涤,用于洗涤的液体不含研磨颗粒。
[0064]
本发明的示例性实施方案显示在附图中并且将在以下描述中更详细地解释。
[0065]
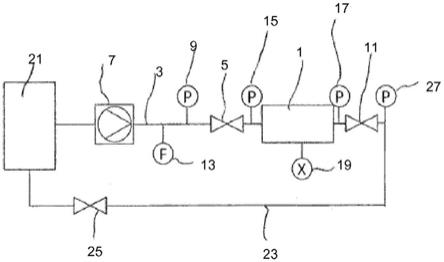
唯一的附图显示了本发明方法的方法流程图。
[0066]
为了通过水蚀研磨法处理,将组件1引入包含研磨颗粒的液体流动通过的通道3中。在这种情况下,组件1的定位取决于待处理的表面。如果意欲处理组件上的外表面,则将组件1引入通道3中,使得包含研磨颗粒的液体可以在待处理的外表面上流动。为此,通道3在所有侧面上由壁包围,并且组件1位于通道内部。然后将组件1通过合适紧固装置如杆固定在通道3中。如果意欲处理组件1中的内表面,例如孔或通道的内表面,则将通道3与组件连接,使得包含研磨颗粒的液体可以在组件1的内表面上流动。为此,例如通道3可以通过合适联接件直接与开口连接,例如组件1中的孔或通道。
[0067]
为了能够调节包含研磨颗粒的液体的流量,沿着包含研磨颗粒的液体的流动方向设有第一阀5。首先关闭第一阀5。然后,使用泵7,优选隔膜泵,提高在通道3中在泵7和第一阀5之间的包含研磨颗粒的液体的压力。使用泵7在第一阀5关闭下调节的压力取决于待处理的组件的材料。如果组件1的待处理表面由金属或陶瓷制成,则优选设定10-500巴(绝对压力),更优选10-200巴(绝对压力),特别是50-150巴(绝对压力)的压力,并且在组件1的待处理表面由塑料制成的情况下,设定1.1-100巴(绝对压力),更优选1.5-10巴(绝对压力),特别是1.5-3巴(绝对压力)的压力。在这种情况下,使用泵7在第一阀5关闭下设定的压力使用第一压力传感器9测量。
[0068]
在压力设定后,首先部分地打开第一阀5。优选地,将第一阀5打开至阀中流动通过的最大横截面的5-80%,更优选10-40%,特别是15-25%,例如20%。随后,打开沿着包含研磨颗粒的液体的流动方向设置在待处理的组件1后面的第二阀11,其中第二阀11仅打开足
以维持由泵7产生并在第一压力传感器9处测量的压力并且产生包含研磨颗粒的液体的期望体积流量的宽度。在这种情况下,使用合适的传感器13如通流式(through-flow)传感器来测量体积流量。由第一阀5和第二阀11产生的体积流量在这种情况下优选为流动通过的最小设定点横截面面积与该位置处的最大允许速度的乘积的5-80%,更优选10-40%,特别是15-15%,例如20%。
[0069]
当包含研磨颗粒的液体在待处理表面上流动时,检测包含研磨颗粒的液体的压差。为此,在这里所示的实施方案中,第二压力传感器15设置在组件的前面,且第三压力传感器17设置在组件的后面。在这种情况下,第二压力传感器15如在此所示优选位于第一阀5和组件1之间,且第三压力传感器17位于组件1和第二阀11之间。为了测定压差,由第二压力传感器15处测量的压力减去第三压力传感器17处测量的压力。
[0070]
组件中的边缘和拐角通过水蚀研磨来圆整。此外,提高流动通过的横截面。这些组件上的改变导致恒定体积流量的压差减小。
[0071]
只要在第二压力传感器15和第三压力传感器17之间检测的压差减小5-80%,优选10-30%,特别是15-25%,例如20%,就提高包含研磨颗粒的液体的体积流量。在这种情况下,体积流量的提高优选连续、恒定且单调增加进行,直到体积流量对应于组件中流动通过的最小设定点横截面面积和最大允许速度的乘积。只要达到该值,就终止包含研磨颗粒的液体的流动,关闭泵,并且首先关闭第二阀11,然后关闭第一阀5。
[0072]
为了防止在研磨过程期间的可能导致不期望材料侵蚀并因此损坏组件的气蚀,优选提供声音传感器19。利用声音传感器,可以检测出包含研磨颗粒的流动液体中的不期望的声音,特别是由于通过气蚀形成的蒸气气泡的内爆而产生的噪音或咔嗒声。只要使用声音传感器检测出的声音表明进入气蚀时,就减小体积流量,使得还降低对气蚀的敏感性。以该方式,水蚀研磨方法可以以使得不发生气蚀且因此不发生不期望的材料侵蚀的方式操作。
[0073]
优选将包含研磨颗粒的液体在水蚀研磨过程期间由储存容器21移除。在这种情况下,储存容器21可以配备有搅拌器,以防研磨颗粒的团聚和沉降。
[0074]
在流动通过组件后,优选将包含研磨颗粒的液体通过返回管线23返回至存储容器21中。在进入存储容器前,将包含研磨颗粒的液体在松弛构件25中松弛。例如节流器或阀适合作为松弛构件25。作为替代,为了使包含研磨颗粒的液体松弛并降低速度,可以提高返回管线23的流动横截面。如果使用可控或可调的松弛构件25,有利的是使用第四压力传感器27测量包含研磨颗粒的液体的压力,并使用第四压力传感器27控制和/或调节松弛构件25,从而以在对控制和/或调节所述的限值内变化的流速和/或压力将包含研磨颗粒的液体引入存储容器21。
[0075]
由于包含研磨颗粒的液体冲洗并夹带在水蚀处理期间被侵蚀的组件1的材料中,因此包含研磨颗粒的液体被经侵蚀的材料污染。为了能够在更长的时间段内使用包含研磨颗粒的液体,则可以通过合适分离方法由包含研磨颗粒的液体移除经侵蚀的材料。为此,可以在返回管线23中设置合适的分离装置,或者将一部分包含研磨颗粒的液体由存储容器21或返回管线23移除,并送至处理,其中经侵蚀材料由包含研磨颗粒的液体移除。然后可将以该方式处理的包含研磨颗粒的液体返回至储存容器中。
[0076]
作为替代,连续地或以规则间隔(这取决于经侵蚀的材料在包含研磨颗粒的液体
中的比例或者选择恒定),还可由该方法移除一部分液体并用包含研磨颗粒的新鲜液体替换它。此外,还可通过连续测试或以规则的预定间隔测试来测定经侵蚀材料的比例,并且当达到预定最大经侵蚀材料比例时,用包含研磨颗粒的新鲜液体代替所有包含研磨颗粒的液体。
[0077]
除了在此所述的实施方案外,使用包含研磨颗粒的再循环液体,当然还可作为替换总是用包含研磨颗粒的新鲜液体进行水蚀研磨,并在待处理表面上流动后由过程移除、处置或处理包含研磨颗粒的液体。
[0078]
附图标记列举
[0079]
1 组件
[0080]
3 通道
[0081]
5 第一阀
[0082]
7 泵
[0083]
9 第一压力传感器
[0084]
11 第二阀
[0085]
13 用于测量体积流量的传感器
[0086]
15 第二压力传感器
[0087]
17 第三压力传感器
[0088]
19 声音传感器
[0089]
21 储存容器
[0090]
23 返回管线
[0091]
25 松弛构件
[0092]
27 第四压力传感器
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1