一种只镀部分长度地脚螺栓垂直吹风式热镀锌装置的制作方法
[0001]
本发明涉及镀锌设备领域,具体涉及一种只镀部分长度地脚螺栓垂直吹风式热镀锌装置。
背景技术:
[0002]
现有的地脚螺栓镀锌技术一般都是人工将工件放入锌锅中,镀锌完成后取出工件,如果遇到部分工件只需要镀一部分长度时,人工操作便会出现较大的偏差,导致后续需要多项工序去弥补偏差,工作效率低并且成品率低。
[0003]
并且镀锌完成后工件表面会留有多余的锌液,此时便会采用摔打等原始方式祛除工件表面所残余的锌液,工作效率低,人工操作危险系数高,同时摔打等原始方式并不能较为完好的祛除工件表面的锌液,反而更容易损坏工件。
技术实现要素:
[0004]
本发明要解决的技术问题是提供一种只镀部分长度地脚螺栓垂直吹风式热镀锌装置,结构简单,可以实现只镀部分长度地脚螺栓的热镀锌流水线的全自动化生产,并且利用吹风装置的垂直吹风功能去除多余锌液。
[0005]
为了解决上述技术问题,本发明提供了一种只镀部分长度地脚螺栓垂直吹风式热镀锌装置,包括工作台,所述工作台上设置有上料机构、镀锌机构和下料机构,所述镀锌机构包括立式镀锌转盘和吹风装置;所述立式镀锌转盘包括转盘固定架和环形导轨,所述转盘固定架固定在工作台上,所述环形导轨上设置有齿轮转向箱,所述转盘固定架上设置有升降驱动电机和转动电机,所述升降驱动电机控制升降架,所述转动电机通过所述齿轮转向箱控制所述环形导轨,所述环形导轨上设置有工件固定架。
[0006]
进一步地,所述上料机构包括上料输送机和上料机器人。
[0007]
进一步地,所述下料机构包括下料机器人和出料输送机,所述出料输送机一侧设置有冷却池。
[0008]
进一步地,所述吹风装置上布置有环形风刀,所述环形风刀通过高压空气将螺杆上多余的锌液抹除。
[0009]
进一步地,所述上料机器人与下料机器人均通过自动化程序控制。
[0010]
进一步地,所述工件固定架上设置有锁紧装置。
[0011]
进一步地,所述上料机器人具有上锁机构,所述下料机器人具有解锁机构。
[0012]
本发明的有益效果:本装置利用立式镀锌转盘可以实现升降和自转功能,可以根据镀料高度不同来确定工件固定架的高度,并且可以带动工件固定架沿椭圆轨迹在锌锅内运动,保证了镀锌效果,同时利用设置在锌锅上方的吹风装置,通过高压空气将螺杆上多余的锌液抹除,去除效果好并且工作效率高。
附图说明
[0013]
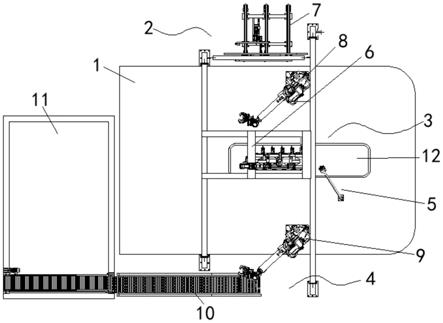
图1是本发明的整体结构示意图。
[0014]
图2是本发明的立式镀锌转盘结构示意图。
[0015]
图中标号说明:1、工作台;2、上料机构;3、镀锌机构;4、下料机构;5、吹风装置;6、立式镀锌转盘;61、转盘固定架;62、环形导轨;63、齿轮转向箱;64、升降驱动电机;65、转动电机;66、工件固定架;67、升降架;7、上料输送机;8、上料机器人;9、下料机器人;10、出料输送机;11、冷却池;12、锌锅。
具体实施方式
[0016]
下面结合附图和具体实施例对本发明作进一步说明,以使本领域的技术人员可以更好地理解本发明并能予以实施,但所举实施例不作为对本发明的限定。
[0017]
参照图1至图2所示,本发明的一种只镀部分长度地脚螺栓垂直吹风式热镀锌装置的一实施例,包括工作台1,工作台1上设置有上料机构2、镀锌机构3和下料机构4,上料机构2包括上料输送机7和上料机器人8,镀锌机构3包括立式镀锌转盘6和吹风装置5,下料机构4包括下料机器人9和出料输送机10,出料输送机10一侧设置有冷却池11,立式镀锌转盘6包括转盘固定架61和环形导轨62,转盘固定架61固定在工作台1上,环形导轨62上设置有齿轮转向箱63,转盘固定架61上设置有升降驱动电机64和转动电机65,升降驱动电机64控制升降架67,环形导轨62固定在升降架67上,转动电机65通过齿轮转向箱63控制环形导轨62,环形导轨62上设置有工件固定架66。
[0018]
使用时,上料输送机7具有固定抓取工位,用于上料机器人8抓取工件,上料机器人8通过自动化程序控制,从上料输送机7上抓取待镀地脚螺栓,放置在立式镀锌转盘6上,上料机器人8具有上锁机构,能将地脚螺栓放置到立式镀锌转盘6后锁紧地脚螺栓使其不掉落。
[0019]
立式镀锌转盘6具有升降、自转功能,根据镀料高度不同,立式镀锌转盘6通过齿轮齿条机构实现转盘升降,立式镀锌转盘6上有若干工件固定架66,当地脚螺栓放置于工件固定架66并锁紧后,能驱动地脚螺栓沿椭圆轨迹在锌锅12内运动。
[0020]
下料机器人9采用自动化程序控制,当地脚螺栓到达下料工位时,下料机器人9抓取地脚螺栓,下料机器人9具有解锁机构,能将固定在立式镀锌转盘6上的地脚螺栓解锁。下料机器人9解锁地脚螺栓后抓取地脚螺栓放置到吹风装置5上,吹风装置5通过高压空气将地脚螺栓上多余的锌液抹,在吹风装置5上完成吹风抹锌后,下料机器人9抓取地脚螺栓将地脚螺栓放置到出料输送机10上。
[0021]
吹风装置5放置于锌锅12上方,吹风装置5上布置有环形风刀,环形风刀通过高压空气将螺杆上多余的锌液抹除,之后通过出料输送机10将地脚螺栓输送至冷却池11。
[0022]
立式镀锌转盘6包括转盘固定架61、升降驱动电机64、升降架67、转动电机65、齿轮转向箱63、工件固定架66、环形导轨62。升降架67通过固定在转盘固定架61上的升降驱动电机64经过齿轮齿条传动实现上下位置调整。转动电机65通过两组齿轮转向箱63将动力传输至环形导轨62,环形导轨62上布置若干个工件固定架66,通过转动电机65驱动可以实现工件固定架66沿环形导轨62运动,实现工件的部分镀锌。
[0023]
以上所述实施例仅是为充分说明本发明而所举的较佳的实施例,本发明的保护范
围不限于此。本技术领域的技术人员在本发明基础上所作的等同替代或变换,均在本发明的保护范围之内。本发明的保护范围以权利要求书为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1