利于抑制锌灰的炉鼻子内气氛温度控制方法和加热装置与流程
1.本发明涉及一种钢板热镀锌技术,尤其涉及一种利于抑制锌灰的炉鼻子内气氛温度控制方法和加热装置。
背景技术:
2.热浸镀锌是一种有效且普遍运用的的钢材防腐技术,热镀锌后的钢板,由于锌的覆盖作用,增强了耐蚀的能力,从而大大延长了使用寿命,起到了节约材料和资源的作用。
3.参见图1,钢板2从退火炉1出炉后则进入锌锅4内的锌液5中进行热镀锌工序,而为了防止钢板2在进行热镀锌前受外部环境干扰,在退火炉1和锌锅4之间设置有一个炉鼻子3,炉鼻子3的一端与退火炉1连通,另一端则浸没在锌锅4内的锌液5中。钢板2从退火炉1出炉后经转向辊6转向进入炉鼻子3中,经过炉鼻子3内的封闭环境后再进入锌液5中镀锌,完成镀锌的钢板2再经转向辊6转向后出锌锅4,从而完成热浸镀锌过程。在炉鼻子3的封闭环境内还充盈有氮氢混合气体,在氮氢混合气体的保护下,钢板2在镀锌前不会受外部氧化环境的影响,从而能提高钢板2表面的镀锌质量。
4.然而,由于锌的熔点和沸点都很低,炉鼻子3内的高温锌液5容易发生锌蒸发产生锌蒸汽,一旦炉鼻子3内的气氛温度下降,气氛中的锌蒸汽就会发生凝华而形成固态的冷凝锌灰,这些锌灰掉落在钢板2上就会对钢板的镀锌质量造成不利影响。因此,消除炉鼻子3内的锌灰对钢板2的影响是提升钢板2镀锌质量的重要突破方向。
5.在消除锌灰影响这一方面,目前已经有了一些技术方案。比如,中国专利(cn110358993a)介绍了一种抑制镀锌线炉鼻子内锌蒸气扩散的方法,在该方法中,在炉鼻子侧面或上方抽吸含有锌蒸气的炉气,这种抽吸的处理方式,会导致炉鼻子内锌液面的锌蒸气分压急剧下降,过小的锌蒸气分压与该温度下的饱和锌蒸气压之间的差值变大,反而促进锌液面发生更大的蒸发,因此,很难彻底解决冷凝锌灰问题。再比如,中国专利(cn109385592a)公开了一种一种炉鼻子锌灰控制系统,在该系统中,通过炉鼻子外接一套加湿装置,增湿氮气中的水分与锌锅表面熔融的锌液反应,形成氧化薄膜,从而阻止锌液面的锌蒸发。这是一种常规对冷凝灰预防措施,然而,这种增湿办法存在一些副作用,无法适用于一些超高强钢以及锌液中铝含量55wt.%的高铝镀锌的热镀锌生产。由此可见,现有的技术方案都具有不同程度的局限性,钢板镀锌质量仍然会受到锌灰的不利影响。
技术实现要素:
6.本发明的目的在于提供一种利于抑制锌灰的炉鼻子内气氛温度控制方法和加热装置,本发明的气氛温度控制方法和加热装置能稳定维持炉鼻子内的气氛温度,从而有效防止锌蒸气凝结锌灰,提升了钢板热镀锌的工艺质量。
7.为了实现上述技术目的,本发明采用如下技术方案:一种利于抑制锌灰的炉鼻子内气氛温度控制方法,包括:在炉鼻子的外壁上设置加热装置,控制所述加热装置对炉鼻子全部长度的外壁加热,将炉鼻子外壁温度减锌液温度的
温差控制在预定的第一温差范围内;控制钢板进入炉鼻子时的温度,将钢板进入炉鼻子时的钢板温度减锌液温度的温差控制在预定的第二温差范围内。
8.进一步地,所述第一温差范围为-40℃至50℃。
9.进一步地,所述第二温差范围为-20℃至40℃。
10.进一步地,所述气氛温度控制方法还包括:预先设置一种特定尺寸规格的钢板作为基准钢板,预先设置基准等效温度计算公式,所有尺寸规格的钢板均能通过所述基准等效温度计算公式将实际温度转换成对应的基准等效温度;所述钢板实际温度与基准等效温度之间的对应关系为,钢板在实际温度下的散热量与基准钢板在基准等效温度下的散热量一致;对于任意一种规格的钢板,当钢板进入炉鼻子时,先通过基准等效温度计算公式将钢板实际温度转换成与其对应的基准等效温度,然后再将钢板的基准等效温度作为钢板温度来与锌液温度相减,从而得出所述钢板进入炉鼻子时的钢板温度减锌液温度的温差。
11.进一步地,所述基准等效温度计算公式为:t
等效 = t
实际 + 2
ꢀ×ꢀ
10
ꢀ×ꢀ
(h
ꢀ-ꢀ
h0) + 0.01
ꢀ×ꢀ
(w
ꢀ-ꢀ
w0);其中,t
等效
为基准等效温度, t
实际
为钢板实际温度,h为钢板实际厚度,w为钢板实际宽度,h0为基准钢板厚度,w0为基准钢板宽度。
12.进一步地,所述气氛温度控制方法还包括:将钢板进入炉鼻子时的钢板温度波动控制在20℃以内。
13.一种用于实现上述气氛温度控制方法的利于抑制锌灰的炉鼻子内气氛温度加热装置,包括加热元件和保温覆盖层,所述加热元件布置在炉鼻子的全部长度的外壁上,所述保温覆盖层包覆在加热元件上。
14.进一步地,所述加热元件与炉鼻子的外壁之间通过浇注耐火水泥固定在一起。
15.进一步地,所述加热元件为电阻丝。
16.在本发明的气氛温度控制方法中,采用加热装置对炉鼻子的外壁进行加热,以维持炉鼻子内的气氛温度稳定,从而可以防止锌蒸气的凝华成灰;将炉鼻子外壁温度以及钢板温度与锌液温度之间的温差控制在一定的温差范围内,减少炉鼻子内锌蒸气分压与锌液温度的饱和锌蒸气压之间的差异,以防止锌蒸气凝结锌灰;将所有不同尺寸规格钢板的温度全部统一转换成基准等效温度,以基准等效温度作为钢板温度与锌液温度比较并计算温差,能实现对于钢板带入热量的稳定控制的,从而实现对炉内气氛温度的稳定控制;为了方便将钢板温度转换成基准等效温度,预先设置基准等效温度计算公式,所有尺寸规格的钢板均能通过所述基准等效温度计算公式将实际温度转换成对应的基准等效温度。本发明的气氛温度加热装置用于对炉鼻子的外壁进行加热,以维持炉鼻子内的气氛温度稳定,从而可以防止锌蒸气的凝华成灰;所述加热元件布置在炉鼻子的全部长度的外壁上,这样就能对全部长度的炉鼻子进行加热,从而防止局部过冷的现象,有效抑制了锌灰在过冷区域处凝结;利用耐火水泥将加热元件固定在炉鼻子外壁上,加热元件的热量经过耐火水泥传导给炉鼻子的外壁,相较于直接采用加热元件的辐射加热,可以使得加热更加均匀。
17.本发明的气氛温度控制方法和气氛温度加热装置相对现有技术,具有有益效果如下:1)本发明的气氛温度控制方法,用加热装置对炉鼻子全部长度的外壁进行加热,将炉鼻子外壁温度、钢板温度与锌液温度之间的温差控制在一定的温差范围内,并且通过控制钢板进入炉鼻子时的温度波动,从而在总体上稳定控制炉鼻子内的气氛温度,以减少炉鼻子
内锌蒸气分压与锌液温度的饱和锌蒸气压之间的差异,进而有效防止锌蒸气凝结锌灰,由此提升了钢板热镀锌的工艺质量。2)本发明的气氛温度加热装置,将加热元件布置在炉鼻子的全部长度的外壁上,实现了对炉鼻子的外壁进行全长度加热,从而维持炉鼻子内的气氛温度稳定,并且没有过冷区域,防止了锌蒸气的凝华成灰,由此提升了钢板热镀锌的工艺质量。
附图说明
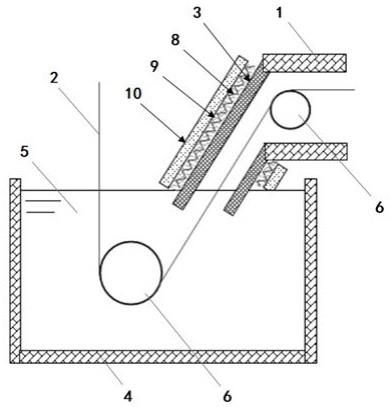
18.图1为现有技术的退火炉、炉鼻子和锌锅的结构示意图;图2为在炉鼻子上布置本发明的利于抑制锌灰的炉鼻子内气氛温度加热装置的结构示意图;图3为布置有本发明气氛温度加热装置的炉鼻子的横截面图。
19.图中:1-退火炉、2-钢板、3-炉鼻子、4-锌锅、5-锌液、6-转向辊、8-电阻丝、9-耐火水泥、10-保温覆盖层。
具体实施方式
20.下面结合附图和具体实施例对本发明作进一步说明:参见图2和图3,本实施方式提供了一种利于抑制锌灰的炉鼻子内气氛温度控制方法,该气氛温度控制方法包括:在炉鼻子3的外壁上设置加热装置,控制所述加热装置对炉鼻子3全部长度的外壁加热,将炉鼻子3外壁温度减锌液温度的温差控制在预定的第一温差范围内;更具体地,所述第一温差范围为-40℃至50℃,用数学表达式表示就是,-40℃ =《 t
炉鼻子-t
锌液 =《 50℃,其中,t
炉鼻子
为炉鼻子外壁温度,t
锌液
为锌液温度。
21.控制钢板2进入炉鼻子3时的温度,将钢板2进入炉鼻子3时的钢板温度减锌液温度的温差控制在预定的第二温差范围内。更具体地,所述第二温差范围为-20℃至40℃,用数学表达式表示就是,-20℃ =《 t
钢板-t
锌液 =《 40℃,其中,t
钢板
为钢板温度,t
锌液
为锌液温度。
22.采用加热装置对炉鼻子3的外壁进行加热,其目的就是,维持炉鼻子3内的气氛温度稳定,通常将炉鼻子3内的气氛温度维持在锌液温度,比如460℃以上,从而可以防止锌蒸气的凝华成灰。而将炉鼻子3外壁温度、钢板温度与锌液温度之间的温差控制在一定的温差范围内,其目的都是为了减少炉鼻子3内锌蒸气分压与锌液温度的饱和锌蒸气压之间的差异,以防止锌蒸气凝结锌灰。
23.控制钢板2进入炉鼻子3时的温度,具体来说就是控制钢板2出退火炉1时的温度。在本实施方式中,对于钢板进入炉鼻子3时的温度控制,从根本上讲,就是对钢板带入到炉鼻子3内的热量进行控制。然而,由于各种尺寸规格的钢板在相同的温度下所具有的热量是不同的,尺寸较大的钢板具有的热量则较大,而尺寸较小的钢板具有的热量则较小,若对于所有尺寸规格钢板,都只是直接对实际温度进行控制的话,那么就无法实现对于钢板带入热量的稳定控制。
24.为解决上述不同尺寸规格的钢板在相同温度下带入热量不同的问题,在本实施方式中引入了基准等效温度的概念。具体来说,本实施方式的气氛温度控制方法还包括:预先设置一种特定尺寸规格的钢板作为基准钢板,预先设置基准等效温度计算公式,
所有尺寸规格的钢板均能通过所述基准等效温度计算公式将实际温度转换成对应的基准等效温度;所述钢板实际温度与基准等效温度之间的对应关系为,钢板在实际温度下的散热量与基准钢板在基准等效温度下的散热量一致;对于任意一种规格的钢板2,当钢板2进入炉鼻子3时,先通过基准等效温度计算公式将钢板实际温度转换成与其对应的基准等效温度,然后再将钢板2的基准等效温度作为钢板温度来与锌液温度相减,从而得出所述钢板2进入炉鼻子3时的钢板温度减锌液温度的温差。更具体地,所述基准等效温度计算公式为:t
等效 = t
实际 + 2
ꢀ×ꢀ
10
ꢀ×ꢀ
(h
ꢀ-ꢀ
h0) + 0.01
ꢀ×ꢀ
(w
ꢀ-ꢀ
w0);其中,t
等效
为基准等效温度(℃), t
实际
为钢板实际温度(℃),h为钢板实际厚度(mm),w为钢板实际宽度(mm),h0为基准钢板厚度(mm),w0为基准钢板宽度(mm)。
25.在本实施方式中,将所有不同尺寸规格钢板的温度全部统一转换成基准等效温度,这样一来,无论钢板的尺寸规格如何,只要基准等效温度一致,则其散热量是一致的。以基准等效温度作为钢板温度与锌液温度比较并计算温差,在此基础上,只要对钢板2的基准等效温度进行稳定控制,就能实现对于钢板2带入热量的稳定控制的,从而实现对炉内气氛温度的稳定控制。
26.优化地,将钢板2进入炉鼻子3时的钢板温度波动控制在20℃以内,其目的是减少炉鼻子3内该温度下的锌蒸气分压波动,防止锌蒸气凝华。
27.本实施方式的气氛温度控制方法,用加热装置对炉鼻子3全部长度的外壁进行加热,将炉鼻子3外壁温度、钢板温度与锌液温度之间的温差控制在一定的温差范围内,并且通过控制钢板进入炉鼻子时的温度波动,从而在总体上稳定控制炉鼻子3内的气氛温度,以减少炉鼻子内锌蒸气分压与锌液温度的饱和锌蒸气压之间的差异,进而有效防止锌蒸气凝结锌灰,由此提升了钢板热镀锌的工艺质量。本实施方式的气氛温度控制方法尤其适合于高铝镀锌以及超高强钢的热镀锌生产,因为高铝镀锌以及超高强钢的热镀锌生产无法采用常规的炉鼻子增湿的抑制锌灰的工艺方法。
28.参见图2和图3,为了实现上述气氛温度控制方法,本实施方式还提供了一种利于抑制锌灰的炉鼻子内气氛温度加热装置,所述气氛温度加热装置包括加热元件和保温覆盖层10,在本实施方式中,所述加热元件为电阻丝8,所述加热元件布置在炉鼻子3的全部长度的外壁上,电阻丝8可布置在炉鼻子3的四周,也可仅布置在炉鼻子3的上下两面,所述保温覆盖层10包覆在加热元件上。
29.本实施方式的气氛温度加热装置用于对炉鼻子3的外壁进行加热,加热的目的是为了维持炉鼻子3内的气氛温度稳定,通常将炉鼻子3内的气氛温度维持在锌液温度,比如460℃以上,从而可以防止锌蒸气的凝华成灰。
30.此外,由于气体具有扩散快的特性,若对炉鼻子3的加热只是局部加热的话,含有锌蒸气的气体很容易扩散到温度低的部位,并在局部产生冷凝灰,而且局部过冷区域的锌蒸气分压会进一步降低,锌蒸气分压高处的气体会不断往锌蒸气分压低处流动、扩散,从而加剧了凝结锌灰的产生。为了防止上述不利影响,尽可能抑制锌灰的产生,在本实施方式的气氛温度加热装置中,所述加热元件布置在炉鼻子3的全部长度的外壁上,这样就能对全部长度的炉鼻子3进行加热,从而防止局部过冷的现象,有效抑制了锌灰在过冷区域处凝结。
31.参见图3,进一步优化地,所述加热元件与炉鼻子3的外壁之间通过浇注耐火水泥9
固定在一起。利用耐火水泥9将加热元件固定在炉鼻子3外壁上,加热元件的热量经过耐火水泥9传导给炉鼻子3的外壁,相较于直接采用加热元件的辐射加热,可以使得加热更加均匀,炉鼻子3的整体温度较为均匀,不会出现局部过冷或过热的现象。
32.优选地,在实际生产过程中,须保证保温覆盖层10的外表温度低于60℃,若温度过高,则说明保温覆盖层10的保温效果差,或厚度不够,炉鼻子3内部气氛温度容易受外界影响。
33.以上仅为本发明的较佳实施例而已,并非用于限定本发明的保护范围,因此,凡在本发明的精神和原则之内所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1