一种17-4PH石油阀块及其制备方法和应用
一种17-4ph石油阀块及其制备方法和应用
技术领域
1.本发明涉及一种17-4ph石油阀块及其制备方法和应用,属于不锈钢技术领域。
背景技术:
2.石油阀块所用的不锈钢是17-4ph沉淀硬化马氏体不锈钢,马氏体沉淀硬化不锈钢具有不稳定的奥氏体组织,固溶处理后产生马氏体相变,其机械性能是通过时效处理来调整的。
3.石油阀块的性能要求高,工件的尺寸较大,最小的横截面尺寸为:550mm
×
500mm,在制备石油阀块的生产过程中对于处理工件的方式很苛刻,大工件的变形量有限,变形难度大,动态再结晶程度较低,以及性能处理时工艺参数的设定难以掌握。针对以上该问题,本发明提供了一种17-4ph石油阀块及其制备方法和应用,以满足石油阀块最终的使用性能。
技术实现要素:
4.本发明所要解决的技术问题是,本发明提供一种晶粒度细化的、满足石油阀块的工作性能要求的17-4ph石油阀块。
5.同时,本发明提供一种17-4ph石油阀块的制备方法,通过该法改善17-4ph石油阀块制备过程中晶粒度的粗化,性能热处理时工艺参数可操作性强,满足石油阀块使用时强度和良好塑韧性的配合(rm≥1000mpa,-46℃kv2≥25j)以及较好的耐晶间腐蚀性。
6.为解决上述技术问题,本发明采用的技术方案为:
7.一种17-4ph石油阀块,包括以下成分,以质量百分比wt%计,c:0.035~0.05、si:≤0.5、mn:0.6~1.0、s:≤0.005、p:≤0.01、cr:14.0~17.0、ni:4.5~6.0、mo:0.15~0.5、cu:3.0~4.5、nb:0.35~0.5、al:0.01~0.02、n:120~200ppm,其中,al和n的质量比为1:(1.0~1.5)。
8.优选地,al和n的质量比为1:1.2。
9.一种17-4ph石油阀块的制备方法,包括以下步骤:
10.s1,对石油阀块工件进行锻造前保温,保温温度为1200~1220℃,待工件温度均匀后,出炉锻造,始锻温度为1180~1200℃,终锻温度≥1000℃,锻造比为1.9~2.1;
11.s2,对s1锻造后的工件进行回炉保温,保温温度为1180~1200℃,温度均匀后继续保温0.5~1h,出炉锻造,始锻温度为1160~1180℃,终锻温度≥1000℃,总锻造比为1.7~1.9;
12.s3,对s2锻造后的工件进行回炉保温,保温温度为1140~1160℃,温度均匀后继续保温0.5~1h,出炉锻造,始锻温度为1120~1140℃,终锻温度≥1000℃,总锻造比为1.5~1.7;
13.s4,对s3锻造后的工件进行回炉保温,保温温度为1120~1140℃,温度均匀后继续保温0.5~1h,出炉锻造,始锻温度为1100~1120℃,终锻温度≥1000℃,总锻造比为0.9~
1.1;
14.s5,将s4中锻造完成的工件快速放入920~950℃的热处理炉中进行保温,待工件烧透后,保温1h~4h;
15.s6,将s5保温结束后的工件进行随炉冷却,冷速为20℃/h~100℃/h,然后对工件进行机加工;
16.s7,将s6中机加工完的工件重新加热到1040~1060℃,每25mm不锈钢工件保温至少1h,进行固溶处理;保温结束后放入920~950℃的炉中再次进行保温,保温1h~2h后出炉水冷,冷速为80℃/s~200℃/s;
17.s8,将s7中水冷后的工件进行540~600℃保温,保温时长16~20h,保温完成后冷却,冷却方式为出炉空冷。
18.优选地,s1~s4中,锻造过程中每一次的压下量均≤80mm。
19.优选地,s1~s8中,每一次的加热过程中均需要进行预热,且加热速度≤80℃/h。
20.优选地,s5中,工件中析出nbn、nb(c,n)和aln。
21.优选地,s7中,工件中再次析出nbn和nb(c,n)。
22.一种17-4ph石油阀块在石油低温开采中的应用。
23.本发明的有益效果在于:
24.1.晶间腐蚀是由于m
23
c6化合物在一定的温度下(450-820℃)于晶界析出,造成晶粒边界cr,mo元素的贫瘠,而导致材料晶界的耐蚀性降低。通过本发明可有效抑制m
23
c6化合物的析出,并且通过nbn、nb(c,n)、aln化合物来钉扎晶界,从而在固溶阶段阻碍晶粒长大,达到细化晶粒的作用。
25.2.本发明对石油阀块用17-4ph不锈钢的工件进行多次锻造,随后进行析出相的调整处理,再进行固溶和时效处理,以满足石油阀块的工作性能要求。
26.3.本发明将s4中锻造完成的石油阀块快速放入920~950℃的热处理炉中进行保温,在此温度下nbn、nb(c,n)、aln会析出,nbn、nb(c,n)、aln的析出会钉扎晶界,在后续的固溶处理过程中会起到阻碍晶粒长大的作用,达到细化晶粒的效果;最后,在该工艺结束后的硬度也便于对石油阀块的机加工。
27.4.本发明s7中固溶处理的目的是使石油阀块组织更加均匀细化;保温结束后放入920~950℃的炉中再次进行保温,保温1h~2h后出炉水冷,此时使得nbn、nb(c,n)再次充分析出,为后续时效阶段抑制m
23
c6化合物做准备,进一步提高石油阀块的耐晶间腐蚀性。
28.5.本发明的工艺可以提高不锈钢工件的mf和ms点,因为在920~950℃温度下有nb(c,n)的析出,奥氏体中溶入的合金元素含量降低,奥氏体的稳定性降低,故材料的mf和ms点升高,在油冷时会获得更多的马氏体;其次又降低了材料的as点,因为nb(c,n)的析出,奥氏体的形成元素相对含量升高,扩大了奥氏体相区,故as下降;此外nb(c,n)的析出导致原奥氏体晶界和马氏体板条间的局部ni元素的相对含量升高,在时效阶段,这些局部ni元素的相对含量升高的位置更容易形成奥氏体(即逆转变奥氏体),此时通过改变时效处理的温度,可以获得不同含量的逆转变奥氏体,为调节材料的塑韧性提供更大的空间。
29.6.本发明中每一次的加热过程中都要进行预热,且加热速度≤80℃/h,防止石油阀块加热速度过快而造成内应力过大开裂。
30.7.本发明中每一次的锻造的终锻温度≥1000℃,防止cu元素在晶界析出造成高温
脆性。
31.8.本发明使得石油阀块工件在制造过程中无开裂现象,并且工件的最终力学性能完全满足石油阀块使用的技术要求,且耐晶间腐蚀性较好(耐晶间腐蚀性采用双环动电位再活化法(dl-epr),ir/ia≤0.5)。
附图说明
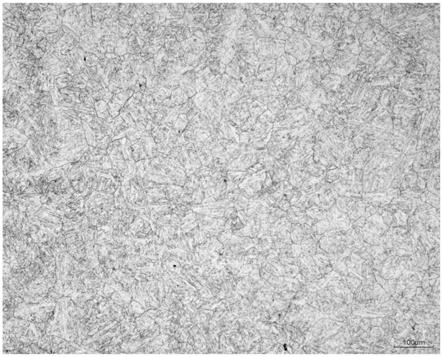
32.图1为未经过本发明处理的晶粒度图片;
33.图2为经过本发明处理后的晶粒度图片。
具体实施方式
34.为了使本发明的目的、技术方案及优点更加清晰,以下结合实施例对本发明进行进一步详细说明。此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
35.实施例1
36.一种17-4ph石油阀块,包括以下成分,以质量百分比wt%计,c:0.04、si:0.3、mn:0.8、s:0.002、p:0.01、cr:15.6、ni:4.5、mo:0.2、cu:3.5、nb:0.35、al:0.01、n:120ppm;其中,al和n的质量比为1:1.2。
37.如图2所示,一种17-4ph石油阀块的制备方法,包括:多次锻造—析出相调整处理—机加工—固溶处理—时效处理;具体步骤为:
38.s1,对石油阀块工件进行锻造前保温,保温温度为1200℃,待工件温度均匀后,出炉锻造,始锻温度为1180℃,终锻温度为1000℃,锻造比为1.9;
39.s2,对s1锻造后的工件进行回炉保温,保温温度为1180℃,温度均匀后继续保温0.5h,出炉锻造,始锻温度为1160℃,终锻温度为1010℃,总锻造比为1.7;
40.s3,对s2锻造后的工件进行回炉保温,保温温度为1140℃,温度均匀后继续保温0.5h,出炉锻造,始锻温度为1120℃,终锻温度为1020℃,总锻造比为1.5;
41.s4,对s3锻造后的工件进行回炉保温,保温温度为1120℃,温度均匀后继续保温0.5h,出炉锻造,始锻温度为1100℃,终锻温度为1000℃,总锻造比为0.9;
42.s5,将s4中锻造完成的工件快速放入920℃的热处理炉中进行保温,待工件烧透后,保温2h;在此温度下,nbn、nb(c,n)、aln会析出,nbn、nb(c,n)、aln的析出会钉扎晶界,在后续的固溶处理过程中会起到阻碍晶粒长大的作用,达到细化晶粒的效果;最后,在该工艺结束后的硬度也便于对阀块的机加工;本实施例经晶粒细化后的效果图见图2,尤其是与图1(未经过本发明处理的晶粒度图片)对比后可见,本实施例的制备方法可明显达到细化晶粒的效果;
43.s6,将s5保温结束后的工件进行随炉冷却,冷速为20℃/h,然后对工件进行机加工;
44.s7,将s6中机加工完的工件重新加热到1050℃,每25mm不锈钢工件保温16h,进行固溶处理;保温结束后放入920℃的炉中再次进行保温,保温1h后出炉水冷,冷速为80℃/s;此时,使得nbn、nb(c,n)再次充分析出,为后续时效阶段抑制m
23
c6化合物做准备,提高石油阀块的耐晶间腐蚀性;
45.s8,将s7中水冷后的工件进行580℃保温,保温时长20h,保温完成后冷却,冷却方
式为出炉空冷。
46.检测其强度和-46℃的低温冲击性能。强度为1040mpa,-46℃kv2的低温冲击功为40j;ir/ia=0.45。
47.实施例2
48.一种17-4ph石油阀块,包括以下成分,以质量百分比wt%计,c:0.04、si:0.3、mn:0.8、s:0.002、p:0.01、cr:15.6、ni:4.5、mo:0.2、cu:3.5、nb:0.35、al:0.01、n:120ppm;其中,al和n的质量比为1:1.2。
49.一种17-4ph石油阀块的制备方法,包括以下步骤:
50.s1,对石油阀块工件进行锻造前保温,保温温度为1220℃,待工件温度均匀后,出炉锻造,始锻温度为1200℃,终锻温度为1000℃,锻造比为2.1;
51.s2,对s1锻造后的工件进行回炉保温,保温温度为1200℃,温度均匀后继续保温1h,出炉锻造,始锻温度为1180℃,终锻温度为1050℃,总锻造比为1.9;
52.s3,对s2锻造后的工件进行回炉保温,保温温度为1160℃,温度均匀后继续保温1h,出炉锻造,始锻温度为1140℃,终锻温度为1020℃,总锻造比为1.7;
53.s4,对s3锻造后的工件进行回炉保温,保温温度为1140℃,温度均匀后继续保温1h,出炉锻造,始锻温度为1120℃,终锻温度为1000℃,总锻造比为1.1;
54.s5,将s4中锻造完成的工件快速放入950℃的热处理炉中进行保温,待工件烧透后,保温1h;
55.s6,将s5保温结束后的工件进行随炉冷却,冷速为100℃/h,然后对工件进行机加工;
56.s7,将s6中机加工完的工件重新加热到1050℃,每25mm不锈钢工件保温至少1h,进行固溶处理;保温结束后放入920~950℃的炉中再次进行保温,保温16h后出炉水冷,冷速为200℃/s;
57.s8,将s7中水冷后的工件进行580℃保温,保温时长20h,保温完成后冷却,冷却方式为出炉空冷。
58.检测其强度和-46℃的低温冲击性能。强度为1056mpa,-46℃kv2的低温冲击功为39j;ir/ia=0.41。
59.实施例3
60.一种17-4ph石油阀块,包括以下成分,以质量百分比wt%计,c:0.04、si:0.3、mn:0.8、s:0.002、p:0.01、cr:15.6、ni:4.5、mo:0.2、cu:3.5、al:0.01、nb:0.40、n:150ppm;其中,al和n的质量比为1:1.5。
61.一种17-4ph石油阀块的制备方法,包括以下步骤:
62.s1,对石油阀块工件进行锻造前保温,保温温度为1210℃,待工件温度均匀后,出炉锻造,始锻温度为1180℃,终锻温度为1060℃,锻造比为2.0;
63.s2,对s1锻造后的工件进行回炉保温,保温温度为1180℃,温度均匀后继续保温0.5h,出炉锻造,始锻温度为1160℃,终锻温度为1060℃,总锻造比为1.8;
64.s3,对s2锻造后的工件进行回炉保温,保温温度为1160℃,温度均匀后继续保温0.5h,出炉锻造,始锻温度为1140℃,终锻温度为1060℃,总锻造比为1.6;
65.s4,对s3锻造后的工件进行回炉保温,保温温度为1140℃,温度均匀后继续保温
0.5h,出炉锻造,始锻温度为1120℃,终锻温度为1060℃,总锻造比为1.0;
66.s5,将s4中锻造完成的工件快速放入920℃的热处理炉中进行保温,待工件烧透后,保温4h;
67.s6,将s5保温结束后的工件进行随炉冷却,冷速为20℃/h~100℃/h,然后对工件进行机加工;
68.s7,将s6中机加工完的工件重新加热到1050℃,每25mm不锈钢工件保温16h,进行固溶处理;保温结束后放入920℃的炉中再次进行保温,保温1h后出炉水冷,冷速为100℃/s;
69.s8,将s7中水冷后的工件进行580℃保温,保温时长20h,保温完成后冷却,冷却方式为出炉空冷。
70.检测其强度和-46℃的低温冲击性能。强度为1027mpa,-46℃kv2的低温冲击功为41j;ir/ia=0.37。
71.实施例4
72.一种17-4ph石油阀块,包括以下成分,以质量百分比wt%计,c:0.04、si:0.3、mn:0.8、s:0.002、p:0.01、cr:15.6、ni:4.5、mo:0.2、cu:3.5、al:0.015、nb:0.35、n:150ppm;其中,al和n的质量比为1:1.0。
73.一种17-4ph石油阀块的制备方法,石油阀块经过多次锻造后,立即进行920℃的保温,保温时长1h,保温结束后随炉冷却,对阀块进行机加工,随后将工件加热到1050℃,保温16h,再放入920℃的炉中进行保温1h出炉水冷,再进行580℃的时效处理,保温20h,出炉空冷。
74.检测其强度和-46℃的低温冲击性能。强度为1010mpa,-46℃kv2的低温冲击功为42j;ir/ia=0.42。
75.实施例5
76.一种17-4ph石油阀块,包括以下成分,以质量百分比wt%计,c:0.04、si:0.3、mn:0.8、s:0.002、p:0.01、cr:15.6、ni:4.5、mo:0.2、cu:3.5、al:0.018、nb:0.35、n:180ppm;其中,al和n的质量比为1:1.0。
77.一种17-4ph石油阀块的制备方法,石油阀块经过多次锻造后,立即进行950℃的保温,保温时长4h,保温结束后随炉冷却,对阀块进行机加工,随后将工件加热到1050℃,保温16h,再放入920℃的炉中进行保温1h出炉水冷,再进行580℃的时效处理,保温20h,出炉空冷。
78.检测其强度和-46℃的低温冲击性能。强度为1065mpa,-46℃kv2的低温冲击功为44;ir/ia=0.36。
79.实施例6
80.一种17-4ph石油阀块,包括以下成分,以质量百分比wt%计,c:0.04、si:0.3、mn:0.8、s:0.002、p:0.01、cr:15.6、ni:4.5、mo:0.2、cu:3.5、al:0.012、nb:0.35、n:180ppm;其中,al和n的质量比为1:1.5。
81.一种17-4ph石油阀块的制备方法,石油阀块经过多次锻造后,立即进行920℃的保温,保温时长2h,保温结束后随炉冷却,对阀块进行机加工,随后将工件加热到1050℃,保温16h,再放入920℃的炉中进行保温2h出炉水冷,再进行580℃的时效处理,保温20h,出炉空
冷。
82.检测其强度和-46℃的低温冲击性能。强度为1046mpa,-46℃kv2的低温冲击功为41j;ir/ia=0.40。
83.实施例7
84.一种17-4ph石油阀块,包括以下成分,以质量百分比wt%计,c:0.04、si:0.3、mn:0.8、s:0.002、p:0.01、cr:15.6、ni:4.5、mo:0.2、cu:3.5、al:0.02、nb:0.45、n:200ppm;其中,al和n的质量比为1:1.0。
85.一种17-4ph石油阀块的制备方法,石油阀块经过多次锻造后,立即进行920℃的保温,保温时长2h,保温结束后随炉冷却,对阀块进行机加工,随后将工件加热到1050℃,保温16h,再放入950℃的炉中进行保温2h出炉水冷,再进行580℃的时效处理,保温20h,出炉空冷。
86.检测其强度和-46℃的低温冲击性能。强度为1052mpa,-46℃kv2的低温冲击功为43j;ir/ia=0.44。
87.实施例8
88.一种17-4ph石油阀块,包括以下成分,以质量百分比wt%计,c:0.035、si:0.5、mn:0.6、s:0.005、p:0.01、cr:14.0、ni:6.0、mo:0.15、cu:3.0、nb:0.35、al:0.01、n:120ppm,其中,al和n的质量比为1:1.2。
89.一种17-4ph石油阀块的制备方法,石油阀块经过多次锻造后,立即进行930℃的保温,保温时长1h,保温结束后随炉冷却,对阀块进行机加工,随后将工件加热到1040℃,保温1h,再放入940℃的炉中进行保温2h出炉水冷,再进行540℃的时效处理,保温16h,出炉空冷。
90.检测其强度和-46℃的低温冲击性能。强度为1045mpa,-46℃kv2的低温冲击功为42j;ir/ia=0.41。
91.实施例9
92.一种17-4ph石油阀块,包括以下成分,以质量百分比wt%计,c:0.05、si:0.4、mn:1.0、s:0.004、p:0.005、cr:17.0、ni:5.0、mo:0.5、cu:4.5、nb:0.45、al:0.02、n:200ppm,其中,al和n的质量比为1:1.0。
93.一种17-4ph石油阀块的制备方法,石油阀块经过多次锻造后,立即进行940℃的保温,保温时长10h,保温结束后随炉冷却,对阀块进行机加工,随后将工件加热到1060℃,保温1h,再放入940℃的炉中进行保温2h出炉水冷,再进行600℃的时效处理,保温18h,出炉空冷。
94.本实施例中,锻造过程中每一次的压下量均≤80mm。并且每一次的加热过程中均需要进行预热,且加热速度≤80℃/h。防止石油阀块加热速度过快而造成内应力过大开裂。
95.检测其强度和-46℃的低温冲击性能。强度为1043mpa,-46℃kv2的低温冲击功为44j;ir/ia=0.45。
96.实施例10
97.本实施例公开了一种17-4ph石油阀块在石油低温开采中的应用。其中,低温为-46℃~-20℃。本实施例的石油阀块适合在寒冷地区进行石油开采。
98.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术
人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1