一种高强高韧压铸铝合金及其制备方法与流程
[0001]
本发明涉及金属及金属加工技术领域,具体地说是一种高强高韧压铸铝合金及其制备方法,特别是一种可在铸态下提供高强度与高韧性的压铸铝合金及其制造方法。
背景技术:
[0002]
压力铸造是铝合金铸件生产的重要手段之一,适用于生产薄壁、形状复杂、轮廓清晰的铸件,铸件组织致密、力学性能好,生产效率高,大批量生产成本低。车用铝合金铸件有65%为压铸件。压铸件的质量主要由合金成分、熔体质量、模具结构设计以及压铸参数的优化等多个因素决定的因素。提高压铸件性能的一致性、可重复性以及机械性能,常用的方法是采用真空压铸工艺和设备,并且实践证明其可有效可行。但是,真空压铸工艺和设备在对铸件性能提高依旧有限,若要使压铸件满足结构件的生产要求,需从材料本身入手,通过合金成分优化以提高材料铸造性能、充填性能、机械性能、铸造模具的寿命等。
[0003]
由于近年全球范围环境压力加剧,各国都对汽车工业提出了更加严格的节能减排要求,并且逐步开始了由传统内燃机向新能源的转变。汽车动力系统的改变,对于压力铸造行业是一场严峻的挑战。铝合金压铸行业亟需寻找新的产品增长点,从传统的功能件向车身、底盘、转向系统等结构件转变。结构件是指是汽车中的承载件或受力件,与汽车行驶安全密切相关,多数结构件装在车身结构的节点上并与其他构件连接形成抗变形的高强度框架,通常具有尺寸大、壁薄、结构复杂等特征。这类零件可以通过不同的连接工艺,如铆接、焊接、粘接、或者其他连接方法形成结构复杂的车体。车体结构既需要有较高的延伸率和较好的机械强度来满足要求,同时也需要有合适的耐腐蚀性和抗冲击性能来满足车体结构的要求。
[0004]
现有高韧性铝合金可分为可热处理强化与不可热处理强化两类。可热处理合金主要为铝硅锰镁体系,这类合金可通过t4、t5、t6或t7等热处理手段提高机械性能。热处理强化的原理是在高温下将溶质元素溶解到基体中,通过快速冷却形成过饱和固溶体,随后在低温的时效过程中使溶质元素以沉淀相的形式析出进而实现沉淀强化。铝硅锰镁系合金常规固溶处理为470-500℃保温进行30-120分钟,温水淬火,然后在160-225℃时效保温90-240分钟。不可热处理强化的合金主要为铝硅锰与铝镁硅体系合金,此类合金进行热处理基本没有强化效果。由于可以热处理强化的合金需要固溶处理和水淬,高温与快速冷却极易使铸件变形,进而需要后续人工矫形,增加生产工序与成本。非热处理的合金可在铸态下直接应用,进而避免热处理过程带来的变形、气泡缺陷等问题。因此对于非热处理高强高韧压铸合金的开发应用一直是压铸行业的热点。
[0005]
结构件的常规性能要求为:屈服强度大于120mpa、抗拉强度大于180mpa、延伸率大于10%。铝镁硅锰体系能提供的机械性能是屈服强度不低于130mpa和延伸率不低于10%。因此,目前的铝硅锰与铝镁硅体系这两类合金最主要问题是:强度和韧性无法满足高质量铸件产品的设计要求,都需要进一步提高。
技术实现要素:
[0006]
针对上述存在的问题,本发明的目的在于提供了一种高强高韧压铸铝合金及其制备方法。本发明的压铸铝合金能够明显的提高铸态压铸件的屈服强度和延伸率,特别适合制造汽车以及其它行业所需的高强高韧的薄壁件。
[0007]
本发明为实现上述目的,采取以下技术方案予以实现:
[0008]
一种高强高韧压铸铝合金,包括质量百分比的以下元素:
[0009]
镁(mg):0.1~10wt%;
[0010]
铁(fe):0.1~3wt%;
[0011]
铍(be):5~30ppm;
[0012]
三至五种选自:硅(si)、锰(mn)、锌(zn)、钒(v)、镍(ni)、铬(cr)、锆(zr)、钛(ti)、钇(y)、钆(gd)、钼(mo)、镧(la)、铈(ce)的微量元素,每种微量元素含量为0.1~1.0wt%;
[0013]
杂质元素<0.3wt%;
[0014]
余量为铝。
[0015]
优选地,所述合金中元素镁(mg)的含量为:4~6wt%。
[0016]
优选地,所述合金中元素铁(fe)的含量为:0.5~2wt%。
[0017]
优选地,所述合金中每个微量元素含量为0.1~0.5wt%;
[0018]
优选地,所述合金中元素铍(be)的含量为:10~20ppm。
[0019]
优选地,所述合金中杂质元素的含量<0.15wt%。
[0020]
本发明的另一目的在于公开上述高强高韧压铸铝合金的制备方法,包括以下步骤:
[0021]
(1)根据铝合金配方,采用纯元素或合金锭配好原料;
[0022]
(2)将反应容器加热至750℃,加入铝元素和除铍、镁以外的其他元素,使其熔化成熔体;
[0023]
(3)对熔体进行扒渣;
[0024]
(4)将熔体预热到200℃并加入铍元素;然后将镁元素浸入熔体液面下,持续搅拌使其熔化并均匀分散,得到金属液;
[0025]
(5)等待至少五分钟让金属液温度和成分均匀;
[0026]
(6)采用氮气或氩气对金属液进行除气;
[0027]
(7)检查金属液的合金成分,使其达到预定要求;如果超过偏差,则需要加入额外的元素对成分进行调整;
[0028]
(8)将金属液转送到压铸机的压射筒里,操作压铸机完成预设的压铸工艺,得到满足要求的铸件。
[0029]
本发明的金属液通过高压压铸工艺进行铸造,从而得到所需的铸件。
[0030]
本发明高强高韧压铸铝合金中的合金元素除了镁与铁以外,还有一定量的辅助微量元素。作为主要的合金元素,镁的含量应该不低于0.1wt%但是不高于10%,最好是在4wt%到6wt%;铁的含量应该不低于0.1wt%但是不高于3wt%,最好是在0.5wt%到2wt%,以保证铸件有合适的韧性和强度。辅助微量元素的选用很广泛,例如si、mn、zn、v、ni、cr、zr、ti、y、gd、mo等元素。每个元素的含量低于1wt%,但是高于0.1wt%。还有一些特殊的微量元素,例如be。这个元素可以作为特殊的防氧化元素加入,其加入量一般为5ppm到30ppm。
在本发明中,合金中辅助微量元素的数量最少有三个,但是不超过五个。因此,所发明的合金为五元到七元合金(元素含量在0.1%以下的成份不计入体系数中)。
[0031]
在所有的微量元素中,铁的加入是为了改善脱模性和形成第二相强化所需的金属间化合物,由铁的存在增加了第二相的数量,从而改善材料的强度和刚度。镍、铬、锆、钛、钇、钆、镧、铈等元素都是第二相形成元素,它们在铝中的溶解度低,主要用来形成第二强化相。在这些微量元素中,元素之间也可能发生反应,形成新的相,例如铁和锰可以发生反应。
[0032]
与现有技术相比,本发明的有益效果如下:
[0033]
本发明的压铸铝合金能够明显的提高铸态压铸件的屈服强度和延伸率,使得制备的铝合金可以在铸态下直接使用,无须进行热处理。
[0034]
本发明的压铸铝合金可以提供高韧性和适当的强度,从而满足对高质量铸件产品的设计要求,适合制造汽车以及其它行业所需的高强高韧的薄壁件。
具体实施方式
[0035]
以下结合具体实施例来对本发明作进一步的说明。
[0036]
需要说明的是,本发明提供的技术方案中所采用的原料,除特殊说明外,均通过常规手段制备或通过商业渠道购买。
[0037]
一种高强高韧压铸铝合金,包括质量百分比的以下元素:
[0038]
镁(mg):0.1~10wt%;
[0039]
铁(fe):0.1~3wt%;
[0040]
铍(be):10~30ppm;
[0041]
三至五种选自:硅(si)、锰(mn)、锌(zn)、钒(v)、镍(ni)、铬(cr)、锆(zr)、钛(ti)、钇(y)、钆(gd)、钼(mo)、镧(la)、铈(ce)的微量元素,每个微量元素含量为0.1~1.0wt%;
[0042]
杂质元素<0.3wt%;
[0043]
余量为铝。
[0044]
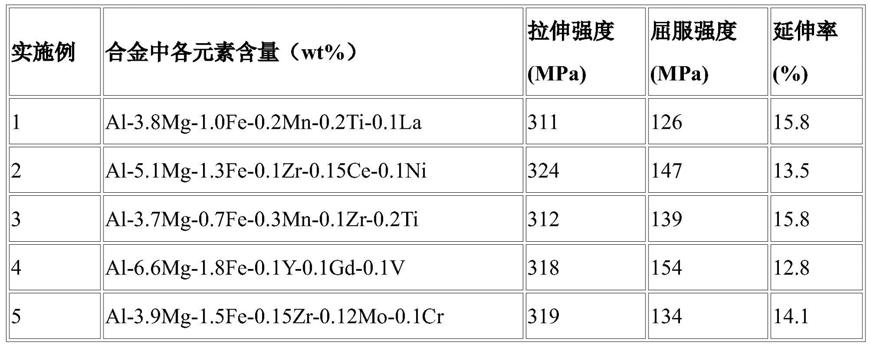
本发明具体以实施例1-5所示配方制备压铸铝合金,如表1所示。
[0045]
上述高强高韧压铸铝合金的制备方法,包括以下步骤:
[0046]
(1)根据铝合金配方,采用纯元素或合金锭配好原料;
[0047]
(2)把带有坩埚的空炉子加热到750℃,加入铝元素和除铍、镁以外的其他元素,使其熔化成熔体;
[0048]
(3)对熔体进行扒渣;必要时可以采用助剂在扒渣前进行造渣。
[0049]
(4)将铍元素预热到200℃后加入熔体,然后将镁元素浸入熔体液面下,持续搅拌使其熔化并均匀分散,得到金属液;
[0050]
(5)等待至少五分钟让金属液温度和成分均匀;
[0051]
(6)采用氮气或氩气对金属液进行除气,使其达到预定的含氢量,含氢量小于0.1%。
[0052]
(7)检查金属液的合金成分,使其达到预定要求;如果超过偏差,则需要加入额外的元素对成分进行调整;
[0053]
(8)保持熔体在690-700℃的温度,将金属液转送到压铸机的压射筒里,操作压铸机完成预设的压铸工艺,得到满足要求的铸件。
[0054]
压铸机压铸工艺可以参照现有技术。
[0055]
本发明的铝合金可以在铸态下直接使用,无须进行热处理。
[0056]
将制得的铸件作为样品进行检测:
[0057]
从实施例1-5配方制得的铸件上取样切片,依据astm b557m
–
10要求的拉伸样品尺寸。然后在室温下对样品进行测试。所得结果如表1所示。
[0058]
表1实施例1-5制得的样品的力学性能检测数据表
[0059][0060]
实施例1-5的配方中都含有铍(be):20ppm,但其含量小于0.1,因此不在主要成分中列出。
[0061]
从表1可以看出,本发明的压铸铝合金可以提供高韧性和适当的强度,从而满足对高质量铸件产品的设计要求,适合制造汽车以及其它行业所需的高强高韧的薄壁件。
[0062]
对比表2中常规压铸合金的力学性能,本发明的压铸铝合金在铸态下可提供必要的强度及远超过常规合金的延伸率,使得制备的铝合金可以在铸态下直接使用,无须进行热处理。
[0063]
表2常规压铸合金力学性能
[0064][0065]
以上对本发明实施例所提供的技术方案进行了详细介绍,本文中应用了具体个例对本发明实施例的原理以及实施方式进行了阐述,以上实施例的说明只适用于帮助理解本发明实施例的原理;同时,对于本领域的一般技术人员,依据本发明实施例,在具体实施方式以及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1