一种具有分割设计的磨轮形貌、其金刚石磨轮及制备工艺的制作方法
[0001]
本发明属于超硬磨料工具制造领域,具体涉及一种具有分割设计的磨轮形貌、其金刚石磨轮及制备工艺。
背景技术:
[0002]
钎焊金刚石磨轮为回转型轮状结构,主要利用外圆表面的金刚石磨粒对材料进行加工去除,可以有效应用于打磨铸件材料表面毛刺、飞边以及冒口等形貌,并且在石材加工领域可对大理石、花岗岩等硬脆材料进行仿形磨削、磨边等加工。
[0003]
钎焊金刚石磨轮是利用含能与金刚石发生化学冶金反应的活性焊料,在高温环境中将金刚石与钢基体焊接制备而成。磨轮一般是外圆面需要布金刚石磨料,然后利用外圆的金刚石对材料进行加工,由于磨轮的规格多种,且厚度不一,一般情况下,当磨轮厚度小于40mm时,活性焊料流淌长度小,能够较好地均匀焊接,磨轮顶端与底部焊料厚度基本一致,但当磨轮厚度较大时,由于焊料在高温环境下有一定的流动性,受重力的作用,会在磨轮外圆表面发生流淌,特别是当金刚石密度低或者保温时间长的条件下,焊料的流淌更为明显,严重时会在磨轮底部聚集成滴或者将底部金刚石全部掩盖,失去加工能力,导致磨轮报废。因此,对磨轮表面焊料层厚度的控制成为了钎焊金刚石磨轮性能发挥的关键前提。
[0004]
虽然在改进金刚石布料密度、优化钎焊工艺方面亦可达到改善焊料流动性,但上述方式未能从根本上改进焊料的流动性问题。因为在竖直方向上,焊料的流淌不可避免,过长的布料区域必然会造成焊料在底部的堆积。因此,解决此问题,必须从磨粒与焊料在磨轮外圆表面形成的形貌方面研究解决。
技术实现要素:
[0005]
针对在不同厚度的钎焊金刚石磨轮表面布料时,焊料容易发生堆积,焊料层过厚的问题,本发明提供了一种具有分割设计的磨轮形貌、其金刚石磨轮及制备工艺,通过创造性地提出一种具有分割设计的金刚石排布形貌,颗粒钎焊层厚度均匀,设计的磨轮形貌不仅不影响打磨效率,而且起到防止焊料过度流淌的效果。
[0006]
本发明创造性地提出了基于磨轮厚度以及焊料对基体的润湿特点对磨轮表面布料形貌进行分割设计,从而制备防止焊料过度流淌的新型钎焊金刚石磨轮的方案。本发明技术方案中基于焊料最大流淌长度,将磨轮外圆表面在垂直方向进行方案设计,并且为保证在磨轮磨削时加工稳定,保证效率,综合设计了磨轮外圆表面圆周方向磨料分布形貌。该发明所得出的磨轮表面形貌,磨削锋利,制备简单,有效地防止了焊料在磨轮表面的不均匀现象,降低了钎焊工艺制备难度,提高了生产效率,具有较高的经济效益。
[0007]
金刚石磨轮钎焊制备时状态为垂直放置,基体表面的合金焊料会在基体表面发生扩散结合,并与表面的金刚石颗粒发生化学冶金反应,对其进行包埋。由于合金焊料对金刚石的润湿作用,使用合金焊料不至于完全流淌,类似于树木的树根对土壤的固定作用。
[0008]
虽然金刚石可以对熔化的合金焊料起到较好的固定,但受重力作用影响,焊料仍
然会有一定垂直往下的流动,当合金焊料流动量过大时,合金焊料会完全包埋住金刚石,磨轮表面失效。因此,可建立以下模型,焊料受重力垂直流动,整体近似三角形结构,当底边的尺寸大于金刚石的粒径时,磨轮失效。
[0009]
本发明提供了一种具有分割设计的磨轮形貌,所述磨轮为金刚磨轮,磨轮外圆面的厚度为h,磨轮能够发挥性能,表面不被合金焊料覆盖的最长厚度为h,h=d/tanθ;其中θ为合金焊料对钢基体的铺展倾角,h为合金焊料在磨轮表面发生流淌堆积失效的最大厚度,d为金刚石粒径;
[0010]
目前多采用bni2规格的镍基合金焊料钎焊金刚石,在常规钎焊工艺条件下,此合金焊料对钢基体完全润湿,处于自然流淌状态,即θ=0
°
,但结合镍基焊料对金刚石的包埋与爬升中金刚石对焊料流淌的阻挡作用,以及金刚石密度等对铺展的影响,角θ一般取0.8
°
~1.2
°
;优选地,取1
°
。
[0011]
当h<h时,金刚石磨轮表面可以整体常规布料,焊料基本不会在表面堆积至超过金刚石的高度,金刚石可以有效发挥材料去除效果;
[0012]
当h>h时,金刚石磨轮在磨轮外圆表面圆周方向设置分割带或将磨轮外圆表面的金刚石布料区域均等地分割成若干小块;
[0013]
(1)当在磨轮外圆表面圆周方向设置分割带时,所述分割带为空白区域,相应的金刚石磨粒被去除,即空白区域不布料;所述分割带为连续的分割曲线,所述分割曲线宽度为1.5mm~5mm之间,优选2~3mm;
[0014]
所述分割曲线选择能采用数学公式描述的曲线,由于三角函数曲线更易表达与描述,优选三角函数曲线,进一步优选正弦曲线;
[0015]
其中分割曲线的极高值与极低值之差小于h,优选小于2h/3;曲线的周期大于50mm,小于πd/6,一般地,优选75mm~πd/9,其中d为磨轮外圆直径;
[0016]
具体包括以下两种情况:
[0017]
①
当2h>h>h时,磨轮表面整体布金刚石磨料时,焊料会在大于h的厚度上堆积;因此,采用分割曲线将h厚度分割成h
1
和h
2
,且h
1
和h
2
的厚度均不大于h;
[0018]
一般情况下,将h平均分割成两部分即可,即h/2<h,在磨轮外圆表面厚度为h/2处设置分割曲线,即能达到要求。由于分割的区域内无金刚石或焊料,已布料区域的合金焊料在熔化时受金刚石的固着作用以及焊料本身的表面张力作用,不会扩散流淌至分割线区域。
[0019]
由于磨轮在圆周方向高速转动对工件进行打磨,若在垂直方向上进行二等分,则分割线为一条直线,在中心的分割线会无磨料排布,打磨工件时,中间部分不能有效打磨工件,明显影响打磨效果。因此,通常情况下可采用曲线分割的方式。所采用的曲线应尽量不影响或少影响原来的金刚石形貌。因为采用曲线分割后,分割线为空白区域,相应的金刚石以及合金焊料被去除,整体的金刚石数量减少,对打磨效率造成一定影响,因此曲线应当较细,且圆周方向单位时间内金刚石颗粒数基本稳定。
[0020]
需要说明的是,钎焊金刚石工艺中焊料熔化也存在一定的扩散浸渍现象,即使在分割区域无焊料流淌,但有可能存在一定的边缘浸渍扩散现象,宽度1~5mm。在本发明中,此宽度小于分割线的宽度,且浸渍扩散厚度薄,不影响金刚石焊接包埋,因此可忽略焊料浸渍、扩散在基体表面的影响。
[0021]
②
当h>2h时,磨轮表面整体布金刚石磨料时,焊料会在大于h的厚度上堆积。因此,采用n-1条分割曲线将h厚度分割成h
1
、h
2
……
h
n
,使每个部分的厚度均不大于h;
[0022]
一般情况下,将h平均分割成n部分,即h/n<h,则:n>h/h;其中n为整数,曲线数量为n-1;厚度h等分成n个h/n,在每一分割处设置一条分割曲线,单个部分曲线的分割特点与第二种情况中叙述一致。
[0023]
(2)当将磨轮外圆表面的金刚石布料区域均等地分割成若干小块时,每个小块垂直方向的高度不大于h,这样也可以使焊料在磨轮表面不发生过度流淌;但此种方式对金刚石布料区域分割较为细碎,相应地金刚石布料总量降低,对金刚石的磨削效率可能有一定的影响,适用于磨削去除量不大、排屑要求高的场景。
[0024]
对于被分割成的若干个小块,若分割成大小、形状不尽相同,且又要求在磨轮表面布料区域分布均匀,计算困难,更不太具备实际可操作性。因此,所采用的分割小块的形状选择等三角形、等四边形、等六边形中任意一种或多种混合使用,所述几何图形边上相应的金刚石磨粒被去除,即所有分割小块的边长为空白区域;为使分割的小块均匀地铺满磨轮表面,且分割线的位置与方向均匀(这样单位面积内磨轮表面的金刚石数目一致且分布均匀),因此采用符合“平面镶嵌”原理的图形。
[0025]
所述分割小块必须满足在任意一个分割线的交叉节点处分割小块的角度之和为360度;相邻分割小块的分割线宽度1.5mm~5mm之间,优选2~3mm。
[0026]
本发明还提供了一种具有上述磨轮形貌的金刚石磨轮,利用磨轮外圆面的金刚石对材料进行磨削去除,所述金刚石磨轮外圆面的厚度为h,其尺寸根据设计要求确定,一般范围在3~250mm之间;磨轮外圆直径范围在80mm~600mm之间;根据磨轮厚度与合金焊料会发生流淌的最大厚度之间的关系选择金刚石布料形貌,包括整体常规布料或采用分割曲线、分割小块对磨轮外圆表面金刚石磨料进行分割;金刚石磨轮外圆表面圆周方向设置分割带或将磨轮外圆表面的金刚石布料区域均等地分割成若干小块。
[0027]
本发明所述具有上述磨轮地貌的金刚石磨轮的制备工艺步骤如下:
[0028]
(1)磨轮基体表面喷砂去锈、去油,然后用无水乙醇或者丙酮擦洗干净,保证表面无粉尘、锈迹;
[0029]
(2)利用激光切割方式在单面不干胶贴纸上切割设计好的曲线或几何图形,曲线的宽度与长度及几何图形高度与分割线的宽度根据设计要求确定;
[0030]
(3)将切割设计好的单面不干胶贴纸贴覆至磨轮基体表面相应位置,未被贴到的部分为排布金刚石区域;
[0031]
(4)在贴有不干胶贴纸的磨轮基体表面覆涂粘结剂;
[0032]
(5)磨轮基体表面布洒金刚石磨料,磨粒参数根据设计要求确定;
[0033]
(6)布洒可以焊接金刚石的镍基活性合金焊料;焊料粒度与用量根据要求确定;
[0034]
(7)撤去不干胶贴纸,金刚石与焊料按贴纸形状进行了分割;
[0035]
(8)将布料后的磨轮送至炉内进行真空钎焊,出炉后即可得到所设计要求的钎焊金刚石磨轮;
[0036]
步骤(4)中所述粘结剂用油性压敏胶与丙酮按1:2体积比混合制备。
[0037]
本发明的有益效果如下:
[0038]
(1)本发明基于焊料受重力影响流淌的特性,将布料表面创造性地进行分割,有效
防止了焊料在金刚石表面的过度流淌;
[0039]
(2)本发明制备的磨轮表面金刚石出露正常,打磨工件时磨削效率高,散热快,有效延长了磨轮的使用寿命与稳定性;
[0040]
(3)本发明磨轮制备工艺中所采用的分割方式通过简单的贴覆分割即可实现,易操作,成本低,具有较高的经济效益。
附图说明
[0041]
图1为合金焊料在磨轮垂直方向的分布截面形貌。
[0042]
图2为对比例所述金刚石磨轮被等分的形貌。
[0043]
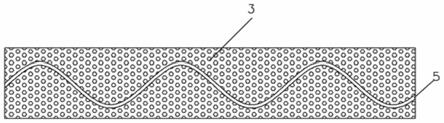
图3为实施例二所述金刚石磨轮被一条曲线分割后的形貌。
[0044]
图4为金刚石磨轮被两条曲线分割的形貌。
[0045]
图5为实施例三所述金刚石磨轮被等三角形曲线分割的形貌。
[0046]
图6为实施例四所述金刚石磨轮被等四边形曲线分割的形貌。
[0047]
图7为实施例五所述金刚石磨轮被等六边形曲线分割的形貌。
[0048]
图1~7中:1为合金焊料,2为金刚石磨粒,3为金刚石分布区域,4为二等分分割线,5为分割曲线。
具体实施方式
[0049]
以下通过实施例的具体实施方式再对本发明的上述内容作进一步的详细说明,但不仅限于以下的实施例。本发明包含上述技术思想下,根据本领域普通技术知识和惯用手段做出的各种替换或变更,均应包括在本发明的范围内。
[0050]
本发明所述金刚石磨轮外圆面的厚度为h,其范围在3~250mm之间;
[0051]
所述磨轮外圆直径范围在80mm~600mm之间。
[0052]
磨轮能够发挥性能,表面不被合金焊料覆盖的最长厚度为h,h=d/tanθ;其中θ为合金焊料对钢基体的铺展倾角,h为合金焊料会发生流淌堆积失效的最大厚度,d为金刚石粒径;
[0053]
目前多采用bni2规格的镍基合金焊料钎焊金刚石,在常规钎焊工艺条件下,此合金焊料对钢基体完全润湿,处于自然流淌状态,即θ=0
°
,但结合镍基焊料对金刚石的包埋与爬升中金刚石对焊料流淌的阻挡作用,以及金刚石密度等对铺展的影响,角θ一般取0.8
°
~1.2
°
;优选地,取1
°
。
[0054]
实施例一:
[0055]
制备一只外径300mm,厚度25mm的金刚石磨轮,金刚石为30/40目,用以打磨铸件。
[0056]
实施方式:由于磨轮厚度为25mm,所用焊料为牌号为bni2的商用镍基合金焊料,其润湿角为1
°
,则根据公式计算焊料不发生流淌的最大厚度为:
[0057]
d/tanθ=0.5/tan1
°
=28.7mm,即不超过28.7mm,焊料不会在磨轮表面发生流淌。因此,此磨轮可以按满砂方式进行布料。
[0058]
实施例二:
[0059]
制备一只外径400mm,厚度40mm的金刚石磨轮,金刚石为30/40目,用以打磨铸件。
[0060]
实施方式:由于磨轮厚度为40mm,所用焊料为牌号为bni2的商用镍基合金焊料,其
润湿角为1
°
,则根据公式计算焊料不发生流淌的最大厚度为:
[0061]
d/tanθ=0.5/tan1
°
=28.7mm,磨轮厚度大于最大不流淌厚度,因此,需要进行分割,由于28.7<40<2*28.7,因此,添加一条分割线即可满足要求,采用正弦曲线分布。其中分割曲线的极高值与极低值之差21mm;曲线的周期75mm,形状如图3所示;分割线线宽2.5mm。
[0062]
采用该磨轮形貌的金刚石磨轮进行钎焊时,焊料流淌均匀。
[0063]
实施例三:
[0064]
制备一只外径300mm,厚度150厚度的金刚石磨轮,金刚石为30/40目,用以打磨铸件。
[0065]
实施方式一:由于磨轮厚度为150mm,所用焊料为牌号为bni2的商用镍基合金焊料,其润湿角为1
°
,则根据公式计算焊料不发生流淌的最大厚度为:
[0066]
d/tanθ=0.5/tan1
°
=28.7mm,磨轮厚度远大于最大不流淌厚度,因此,需要进行分割,由于150>2*28.7,根据计算:需要分割部分n>150/28.7=5.26,因此,即分割线条数需要大于n-1,即5条,为保证焊料充分流淌以及钎焊充分,采用9条分割线。其中分割曲线的极高值与极低值之差13mm;曲线的周期70mm。分割线线宽2mm。
[0067]
实施方式二:由于磨轮厚度大,亦可采用分块的方式进行分割,此种方式分割图形采用等边三角形,三角形边长25mm,分割线线宽3mm,组成图形结构如图5所示。
[0068]
采用该磨轮形貌的金刚石磨轮进行钎焊时,焊料流淌均匀。
[0069]
实施例四:
[0070]
制备一只外径300mm,厚度150厚度的金刚石磨轮,金刚石为30/40目,用以打磨铸件。
[0071]
实施方式二:由于磨轮厚度大,亦可采用分块的方式进行分割,此种方式分割图形采用等四边形,四边形边长20mm,分割线线宽2mm,组成图形结构如图6所示。
[0072]
采用该磨轮形貌的金刚石磨轮进行钎焊时,焊料流淌均匀。
[0073]
实施例五:
[0074]
制备一只外径300mm,厚度150厚度的金刚石磨轮,金刚石为30/40目,用以打磨铸件。
[0075]
实施方式二:由于磨轮厚度大,亦可采用分块的方式进行分割,此种方式分割图形采用等六边形,六边形边长10mm,分割线线宽2mm,组成图形结构如图6所示。
[0076]
采用该磨轮形貌的金刚石磨轮进行钎焊时,焊料流淌均匀。
[0077]
对比例:
[0078]
制备一只外径400mm,厚度40mm的金刚石磨轮,金刚石为30/40目,用以打磨铸件。
[0079]
实施方式:所用焊料为牌号为bni2的商用镍基合金焊料,其润湿角为1
°
,则根据公式计算焊料不发生流淌的最大厚度为:
[0080]
d/tanθ=0.5/tan1
°
=28.7mm,磨轮厚度大于最大不流淌厚度,因此,需要进行分割,由于28.7<40<2*28.7,因此,添加一条分割线即可满足要求,采用直线进行分割,形状如图2所示;分割线线宽2.5mm。
[0081]
采用具有各实施例及对比例的磨轮形貌的金刚石磨轮进行工作时,打磨工件时磨削效率高,散热快,有效延长了磨轮的使用寿命与稳定性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1