一种Ti-Al-V-Fe合金热轧板材的短流程制备方法
一种ti
‑
al
‑
v
‑
fe合金热轧板材的短流程制备方法
技术领域
1.本发明涉及一种ti
‑
al
‑
v
‑
fe合金热轧板材的短流程制备方法,属于合金材料轧制技术领域。
背景技术:
2.ti
‑
al
‑
v
‑
fe系合金由于其优异的综合性能及冷热加工性,可制做成管材、板材、棒材等多种形式产品,已经应用在装甲板、液压油管、飞机发动机塔架及军用车零部件等方面。
3.随着钛合金的不断发展,合金的低成本化越来越受到研究者的关注,针对于ti
‑
al
‑
v
‑
fe系合金,其是在tc4合金的基础上,用fe代替昂贵的v来降低成本的,因而对此合金来说,优化合金熔炼和简化加工工序便成了降低成本的主要手段。现有的熔炼手段一直以多次var熔炼技术为主,而在加工技术方面,往往利用多次var熔炼所得的铸锭经锻造后,方可进行后续的轧制。而且这样的过程最终的成材率仅达到50%~55%。因而改善熔炼工艺、简化加工工艺、提高成材率是本发明所要解决的技术问题。
技术实现要素:
4.为克服现有钛合金板材制备存在的上述不足,本发明提供一种ti
‑
al
‑
v
‑
fe合金热轧板材的短流程制备方法。
5.本发明通过下列技术方案实现:一种ti
‑
al
‑
v
‑
fe合金热轧板材的短流程制备方法,其特征在于包括下列各步骤:(1)按下列质量比配料:铝钒中间合金
ꢀꢀꢀꢀꢀꢀꢀ
4.5~5.0 wt.%铝豆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3.5~3.98 wt.%高纯铁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1.2~1.8 wt.%钛白粉
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
0.1~0.15 wt.%海绵钛
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
余量,上述各组分之和为100 wt.%;(2)将步骤(1)的备料进行混料后,取适量混合料作为散装料,其余混合料均压制成块,于100~120℃烘干5~6h,随炉冷却,得压块料;(3)将步骤(2)的散装料平铺在装有七杆电子枪的eb炉冷床内,再将步骤(2)的适量压块料放入该eb炉的进料区;(4)在真空度为1.8
×
10
‑3~3.5
×
10
‑3torr时,开启1~5号电子枪对冷床内的散装混合料进行熔炼,控制1~5号电子枪的电压均为29.5~30.5kv,电流均为3.3~4.3a,熔炼100~120min后,关闭电子枪,冷却20~40min后,推入压块料至熔炼区,同时开启1~7号电子枪继续熔炼,并不断向eb炉进料区推入压块料,控制1~7号电子枪的电压均为29.5~30.5kv,1~2号电子枪电流为2.3~3.0a,3~4号电子枪电流为5.3~6.0a,5号电子枪电流
为3.6~4.6a,6~7号电子枪电流为1.6~2.6a,同时保持8~12mm/min的拉锭速度,如此持续推料、熔化和拉锭,直至熔炼完成,之后冷却至80~100℃,将铸锭从结晶器中取出,冷却至室温,经表面扒皮打磨处理后,得ti
‑
al
‑
v
‑
fe合金扁锭;(5)在步骤(4)的合金扁锭表面喷涂适量防氧化液,送入加热炉中,以4~6℃/min的升温速率升温至950~1000℃,保温6~7h,送入轧机上,进行一火8道次轧制,控制轧程变形率为55~59%,轧后厚度为82~89mm,得一火轧板;(6)将步骤(5)的一火轧板送入加热炉中,加热至930~960℃,保温2~3h,送入轧机上,进行二火7道次轧制,控制轧程变形率为75~82%,轧后厚度为15~22mm,得二火轧板;(7)将步骤(6)的二火轧板送入加热炉中,加热至920~935℃,保温1~2h,送入轧机上,进行三火6道次轧制,控制轧程变形率为53~78%,轧后厚度为5~7mm,得三火轧板;(8)将步骤(7)的热轧板在860~910℃下保温1~3h进行退火,冷却至室温后进行修磨、酸洗、矫直、剪切处理,得ti
‑
al
‑
v
‑
fe合金板材。
6.所述步骤(5)中的防氧化液为市购的无铅水性涂料,该涂料无毒无污染,在控制表面氧化、阻碍块料渗氢的同时还可改善金属的流动,涂料采用无空气的常规喷涂系统喷涂在ti
‑
al
‑
v
‑
fe合金扁锭表面,风干后再送入加热炉中。
7.所述步骤(5)中一火轧制8道次中,各道次的变形率分配依次为:4~6%、7~9%、10~12%、11~13%、10~14%、12~14%、9~10%、7~9%。
8.所述步骤(6)中二火轧制7道次中,各道次的变形率分配依次为:11~13%、17~20%、20~25%、20~23%、20~29%、18~24%、15~22%。
9.所述步骤(7)中三火轧制6道次中,各道次的变形率分配依次为:13~28%、15~25%、18~25%、11~23%、7~19%、5~14%。
10.所述步骤(8)得到的ti
‑
al
‑
v
‑
fe合金板材成分为:al:3.5wt.%~4.5wt.%,v:2.0 wt.%~3.0 wt.%,fe:1.2 wt.%~1.8 wt.%,o:0.2 wt.%~0.3 wt.%,其余为ti。
11.本发明具有下列优点和有益效果:采用上述技术方案得到的ti
‑
al
‑
v
‑
fe合金板材,不仅金相组织均匀、高低密度夹杂少、高纯净,而且加工工艺中无需进行锻造,直接使用铸锭进行热轧即可,大大缩短了钛合金板材的制造工艺流程,并且力学性能优于现有复杂制备工艺的水平。本发明工艺简单、操作方便,所得板材的综合成材率提高到80%左右,生产成本降低20~30%,具有明显的市场应用前景。
附图说明
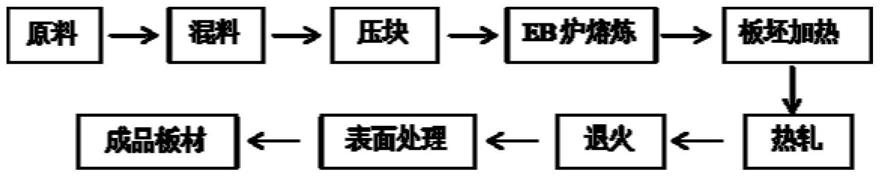
12.图1为本发明工艺流程图。
13.图2为本发明实施例1所得板材金相组织图。
14.图3为本发明实施例2所得板材金相组织图。
15.图4为本发明实施例3所得板材金相组织图。
16.图5为本发明实施例1所得板材力学性能图。
17.图6为本发明实施例2所得板材力学性能图。
18.图7为本发明实施例3所得板材力学性能图。
具体实施方式
19.下面结合具体实施方式对本发明作进一步详细说明,但本发明的保护范围并不限于所述内容。
20.实施例1(1)按下列质量比配料:铝钒合金
ꢀꢀꢀ
5 wt.%,高纯铁
ꢀꢀꢀꢀꢀ
1.8 wt.%,铝豆
ꢀꢀꢀꢀꢀꢀꢀ
3.98 wt.%,钛白粉
ꢀꢀꢀꢀꢀ
0.15 wt.%,海绵钛
ꢀꢀꢀꢀꢀ
89.07 wt.%;(2)将步骤(1)的备料进行混料后,取适量混合料作为散装料,其余混合料均压制成块,于120℃烘干5h,随炉冷却,得压块料;(3)将步骤(2)的散装料平铺在装有七杆电子枪的eb炉冷床内,再将步骤(2)的适量压块料放入该eb炉的进料区;(4)在真空度为1.8
×
10
‑3torr时,开启1~5号电子枪对冷床内的散装混合料进行熔炼,控制1~5号电子枪的电压均为29.5kv,电流均为3.3a,熔炼120min后,关闭电子枪,冷却20min后,推入压块料至熔炼区,同时开启1~7号电子枪继续熔炼,控制1~7号电子枪的电压均为29.5kv,1~2号电子枪电流为2.3a,3~4号电子枪电流为5.3a,5号电子枪电流为3.6a,6~7号电子枪电流为1.6a,同时保持8mm/min的拉锭速度,如此持续推料、熔化和拉锭,直至熔炼完成,之后冷却至100℃,将铸锭从结晶器中取出,冷却至室温,经表面扒皮打磨处理后,得ti
‑
al
‑
v
‑
fe合金扁锭;(5)在步骤(4)的合金扁锭表面喷涂适量市购的无铅水性涂料,风干后送入加热炉中,以4℃/min的升温速率升温至950℃,保温7h,送入二棍可逆式轧机上,进行一火8道次轧制,各道次的变形率依次为:5.0%、8.9%、11.6%、11.8%、11.1%、12.5%、9.5%、7.4%,轧程变形率为56%,得厚度为88mm的一火轧板;(6)将步骤(5)的一火轧板送入加热炉中,加热至930℃,保温3h,送入轧机上,进行二火7道次轧制,各道次变形率依次为:11.4%、17.9%、21.9%、20.0%、20.0%、18.8%、15.4%,轧程变形率为75.0%,得厚度为22mm的二火轧板;(7)将步骤(6)的二火轧板送入加热炉中,加热至920℃,保温2h,送入轧机上,进行三火6道次轧制,道次变形率依次为27.3%、25.0%、25.0%、22.2%、17.1%、13.8%,轧程变形率为77.3%,得厚度为5mm的三火轧板;(8)将步骤(7)的热轧板在860℃下保温3h进行退火,冷却至室温后进行修磨、酸洗、矫直、剪切处理,得ti
‑
al
‑
v
‑
fe合金板材,其中:酸洗用的是含氢氟酸水溶液,该溶液配比为:18%的hno3+12%的na
2 no3+3%的hf+余量水,以防钛合金吸氢;得到的ti
‑
al
‑
v
‑
fe合金板材成分为:al:4.14wt.%,v:2.47 wt.%,fe:1.54wt.%,o:0.24 wt.%,其余为ti;力学性能见表1、图5:表1
ꢀꢀ
样品编号r
m
/mpa r
p0.2
/mpaa/%191681811.1290381512.2391381411.7490680112.1591580711.3691081011.7平均值910.5810.811.7实施例2一种短流程ti
‑
al
‑
v
‑
fe合金铸锭直接热轧成板材的方法,包括下列各步骤:(1)按下列质量比配料:铝钒合金
ꢀꢀꢀ
4.7 wt.%,高纯铁
ꢀꢀꢀꢀꢀ
1.6 wt.%,铝豆
ꢀꢀꢀꢀꢀꢀꢀ
3.75 wt.%,钛白粉
ꢀꢀꢀꢀꢀ
0.12 wt.%,海绵钛
ꢀꢀꢀꢀꢀ
89.83 wt.%;(2)将步骤(1)的备料进行混料后,取适量混合料作为散装料,其余混合料均压制成块,于100℃烘干6h,随炉冷却,得压块料;(3)将步骤(2)的散装料平铺在装有七杆电子枪的eb炉冷床内,再将步骤(2)的适量压块料放入该eb炉的进料区;(4)在真空度为3.5
×
10
‑3torr时,开启1~5号电子枪对冷床内的散装混合料进行熔炼,控制1~5号电子枪的电压均为30.5kv,电流均为4.3a,熔炼100min后,关闭电子枪,冷却40min后,推入压块料至熔炼区,同时开启1~7号电子枪继续熔炼,控制1~7号电子枪的电压均为30.5kv,1~2号电子枪电流为3.0a,3~4号电子枪电流为5.9a,5号电子枪电流为4.6a,6~7号电子枪电流为2.6a,同时保持12mm/min的拉锭速度,如此持续推料、熔化和拉锭,直至熔炼完成,之后冷却至80℃,将铸锭从结晶器中取出,冷却至室温,经表面扒皮打磨处理后,得ti
‑
al
‑
v
‑
fe合金扁锭;(5)在步骤(4)的合金扁锭表面喷涂适量市购的无铅水性涂料,风干后送入加热炉中,以5℃/min的升温速率升温至975℃,保温6.5h,送入二棍可逆式轧机上,进行一火8道次轧制,各道次的变形率依次为:5.0%、7.9%、11.4%、11.6%、10.9%、12.3%、9.3%、8.2%,轧程变形率为55.5%,得厚度为89mm的一火轧板;(6)将步骤(5)的一火轧板送入加热炉中,加热至940℃,保温2.5h,送入轧机上,进行二火7道次轧制,各道次变形率依次为:12.4%、19.2%、20.6%、20.0%、20.0%、18.8%、15.4%,轧程变形率为75%,得厚度为22mm的二火轧板;(7)将步骤(6)的二火轧板送入加热炉中,加热至930℃,保温1.5h,送入轧机上,进行三火6道次轧制,道次变形率依次为22.7%、23.5%、23.1%、20.0%、18.8%、7.7%,轧程变形率为72.7%,得厚度为6mm的三火轧板;(8)将步骤(7)的热轧板再880℃下保温2h进行退火,冷却至室温后进行修磨、酸洗、矫直、剪切处理,得ti
‑
al
‑
v
‑
fe合金板材,其中:
酸洗用的是含氢氟酸水溶液,该溶液配比为:25%的hno3+5%的na
2 no3+8%的hf+余量水,以防钛合金吸氢;得到的ti
‑
al
‑
v
‑
fe合金板材成分为:al:3.85wt.%,v:2.51 wt.%,fe:1.62wt.%,o:0.24 wt.%,其余为ti;力学性能见表2、图6;表2
ꢀꢀ
样品编号r
m
/mpa r
p0.2
/mpaa/%190381211.9290281512.1391381111.4491081311.7590582012.4691581012平均值908.0813.511.9实施例3一种短流程ti
‑
al
‑
v
‑
fe合金铸锭直接热轧成板材的方法,包括下列各步骤:(1)按下列质量比配料:铝钒合金
ꢀꢀꢀ
4.5 wt.%,高纯铁
ꢀꢀꢀꢀꢀ
1.2 wt.%,铝豆
ꢀꢀꢀꢀꢀꢀꢀ
3.5 wt.%,钛白粉
ꢀꢀꢀꢀꢀ
0.1 wt.%,海绵钛
ꢀꢀꢀꢀꢀ
90.7 wt.%;(2)将步骤(1)的备料进行混料后,取适量混合料作为散装料,其余混合料均压制成块,于100℃烘干6h,随炉冷却,得压块料;(3)将步骤(2)的散装料平铺在装有七杆电子枪的eb炉冷床内,再将步骤(2)的适量压块料放入该eb炉的进料区;(4)在真空度为3.5
×
10
‑3torr时,开启1~5号电子枪对冷床内的散装混合料进行熔炼,控制1~5号电子枪的电压均为30.5kv,电流均为4.3a,熔炼100min后,关闭电子枪,冷却40min后,推入压块料至熔炼区,同时开启1~7号电子枪继续熔炼,控制1~7号电子枪的电压均为30.5kv,1~2号电子枪电流为3.0a,3~4号电子枪电流为5.9a,5号电子枪电流为4.6a,6~7号电子枪电流为2.6a,同时保持12mm/min的拉锭速度,如此持续推料、熔化和拉锭,直至熔炼完成,之后冷却至80℃,将铸锭从结晶器中取出,冷却至室温,经表面扒皮打磨处理后,得ti
‑
al
‑
v
‑
fe合金扁锭;(5)在步骤(4)的合金扁锭表面喷涂适量市购的无铅水性涂料,风干后送入加热炉中,以6℃/min的升温速率升温至1000℃,保温6h,送入二棍可逆式轧机上,进行一火8道次轧制,各道次的变形率依次为:6.0%、8.5%、10.5%、13.0%、13.4%、13.8%、10.0%、8.9%,轧程变形率为59%,得厚度为82mm的一火轧板;(6)将步骤(5)的一火轧板送入加热炉中,加热至960℃,保温2h,送入轧机上,进行二火7道次轧制,各道次变形率依次为:11.0%、17.8%、25.0%、
22.2%、28.6%、24.0%、21.1%,轧程变形率为81.7%,得厚度为15mm的二火轧板;(7)将步骤(6)的二火轧板送入加热炉中,加热至935℃,保温1h,送入轧机上,进行三火6道次轧制,道次变形率依次为13.3%、15.4%、18.2%、11.1%、7.5%、5.4%,轧程变形率为53.3%,得厚度为7mm的三火轧板;(8)将步骤(7)的热轧板在910℃下保温1h进行退火,冷却至室温后进行修磨、酸洗、矫直、剪切处理,得ti
‑
al
‑
v
‑
fe合金板材,其中:酸洗用的是含氢氟酸水溶液,该溶液配比为: 18%的hno3+12%的na
2 no3+8%的hf+余量水,以防钛合金吸氢;得到的ti
‑
al
‑
v
‑
fe合金板材成分为:al:4.16wt.%,v:2.42 wt.%,fe:1.59wt.%,o:0.23 wt.%,其余为ti;力学性能见表3、图7;表3
ꢀꢀꢀ
样品编号r
m
/mpa r
p0.2
/mpaa/%190581212.3291382012390880912.1490581811.9591481312.5690981912.7平均值909.0815.212.3从图2、图3、图4对应的三个实施例的金相显微组织可以看出,三个实施例均为等轴状组织。
21.从图5、图6、图7对应的三个实施例的力学性能图可看出,三个实施例均符合性能要求,相比于现有技术即:多次var熔炼的铸锭、锻造后斜轧穿孔得到的热轧板材的力学性能,三个实施例的力学性能均优于现有技术,即:rm≥880mpa,rp0.2≥780mpa,a≥11%,且取得高效短流程低成本的技术效果。
22.以上实施例是本发明较佳的实施例,并非对本发明作任何限制,凡是根据本发明技术实质对以上实施例进行简单的修改、变更以及等效结构的变化,均仍属于本发明技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1