一种同轴多种合金离心铸造装置及其铸造方法与流程
[0001]
本发明涉及合金铸造技术领域,具体为一种同轴多种合金离心铸造装置及其铸造方法。
背景技术:
[0002]
铸造合金是重要的工程材料,在工农业生产、国防建设及人民日常生活中都占有相当重要的地位,特别是在机器制造业中占的比例就更大。
[0003]
现代铸造合金种类及熔炼技术的飞速发展主要是在20世纪50年代以后,如孕育铸铁、球墨铸铁、蠕墨铸铁、可锻铸铁退火周期的大幅度缩短、电炉熔炼铸铁技术的发展等。随着人们对各种铸造合金、铸造工艺方法及铸造合金熔炼用炉的广泛深入研究,许多新技术、新成果被不断地应用到生产中,在传统的金属复合的过程中,常常将材料熔融后浇筑到另一个材料上进行复合,此时,材料见可能存在间隙,复合的效果不佳,容易脱落,因此,我们设计了一种同轴多种合金离心铸造装置及其铸造方法。
技术实现要素:
[0004]
针对现有技术的不足,本发明提供了一种同轴多种合金离心铸造装置及其铸造方法,解决了在传统的金属复合的过程中,常常将材料熔融后浇筑到另一个材料上进行复合,此时,材料见可能存在间隙,复合的效果不佳,容易脱落的问题。
[0005]
为了达到上述目的,本发明所采用的技术方案是:一种同轴多种合金离心铸造装置,包括滚筒,所述滚筒的内壁安装有铸造模具,所述铸造模具的左侧封盖有第一封板,所述封板的左侧中心处安装有转动轴,所述滚筒的右侧内腔安装有第二封板,所述第一封板和第二封板均分别与铸造模具的左右两侧壁相贴合,所述滚筒的右侧内腔上下两端分别开有限位槽,所述限位槽的内腔插接有限位销,所述第二封板的内腔还伸入安装有浇筑斗。
[0006]
前述的一种同轴多种合金离心铸造装置及其铸造方法,所述滚筒的右侧上下两端分别开有与第二封板相配合的密封槽。
[0007]
前述的一种同轴多种合金离心铸造装置及其铸造方法,所述第二封板的内腔中心开有浇筑口,所述浇筑口与浇筑斗相配合。
[0008]
一种同轴多种合金离心铸造装置的铸造方法,包括以下步骤,(1)将需要浇筑的金属材料进行融化,并在熔融液态的金属表面加入金属锡和磷铜用稻草灰覆盖炉口;(2)将融化后的金属熔融液体进行脱氧;(3)然后对滚筒进行修包、烘干,对配好的型腔全面检查,确保型腔内清洁无砂粒;(4)对浇注所需的铸造模具,在初次使用前进行预热;(5)预热后,将转动轴与外部电机连接,打开电机,控制滚筒的转速,将熔融液态的金属由浇筑斗倒入到铸造模具中;
(6)再将需要复合的金属材料重复上述步骤(1)-步骤(2),再由浇筑斗倒入到铸造模具中进行复合。
[0009]
前述的一种同轴多种合金离心铸造装置及其铸造方法,所述步骤(1)中,将金属材料加入到中频炉,再加入回炉料,开启中频炉加热,待金属材料熔化后用搅棒探底不能感觉到金属块的存在后,最后加入金属锡和磷铜用稻草灰覆盖炉口。
[0010]
前述的一种同轴多种合金离心铸造装置及其铸造方法,所述步骤(2)中,通入氩气及磷铜进行脱氧,通氩气时间不少于10分钟,脱气后静置5-10分钟。
[0011]
前述的一种同轴多种合金离心铸造装置的铸造方法,所述步骤(4)中,铸造模具(2)的炉内预热温度为1200-1250℃。
[0012]
前述的一种同轴多种合金离心铸造装置的铸造方法,步骤(6)中,需要复合的金属材料的熔点小于上一次浇筑的金属材料的熔点,所述浇筑金属材料的顺序可以为钢、铁、铜、铝、锌、铅和锡。
[0013]
前述的一种同轴多种合金离心铸造装置的铸造方法,所述步骤(5)中,所述滚筒(1)的转速为500-550r/min,且浇筑完成后间歇1分钟后进行下一次浇筑。
[0014]
本发明的有益效果为:本发明结构设计合理,将需要复合的到模具上的金属熔融后进行浇筑,在浇筑前需要对模具进行预热防止熔液遇到冷模发生爆炸,同时需要进行,修包、烘干,对配好的型腔全面检查,确保型腔内清洁无砂粒,保证复合后的铸件的强度高,在浇筑的过程中,熔融的液态倒入铸造模具中,由于高速旋转的状态,会瞬间将熔融的液态铺摊开,复合到模具上,然后间歇一分钟,待液态凝固成固体,再进行倒入下一复合金属,复合的粘合度高,使用过程中不会错位。
附图说明
[0015]
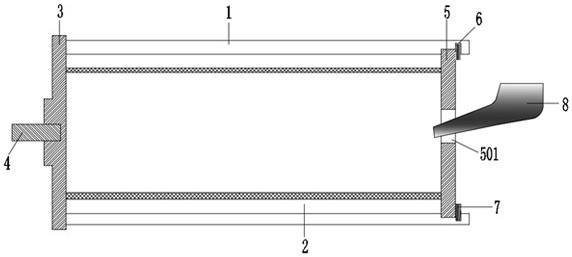
图1为本发明的结构示意图。
[0016]
图中:1、滚筒,2、铸造模具,3、封板,4、转动轴,5、第二封板,501、浇筑口,6、限位槽,7、限位销,8、浇筑斗。
具体实施方式
[0017]
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0018]
参看图1:一种同轴多种合金离心铸造装置,包括滚筒1,滚筒1的内壁安装有铸造模具2,铸造模具2的左侧封盖有第一封板3,封板3的左侧中心处安装有转动轴4,滚筒1的右侧内腔安装有第二封板5,滚筒1的右侧上下两端分别开有与第二封板5相配合的密封槽,第一封板3和第二封板5均分别与铸造模具2的左右两侧壁相贴合,滚筒1的右侧内腔上下两端分别开有限位槽6,限位槽6的内腔插接有限位销7,第二封板5的内腔还伸入安装有浇筑斗8,第二封板5的内腔中心开有浇筑口501,浇筑口501与浇筑斗8相配合。
[0019]
一种同轴多种合金离心铸造装置的铸造方法,包括以下步骤,(1)将需要浇筑的金属材料进行融化,并在熔融液态的金属表面加入金属锡和磷铜用
稻草灰覆盖炉口;(2)将融化后的金属熔融液体进行脱氧;(3)然后对滚筒(1)进行修包、烘干,对配好的型腔全面检查,确保型腔内清洁无砂粒;(4)对浇注所需的铸造模具(2),在初次使用前进行预热;(5)预热后,将转动轴(4)与外部电机连接,打开电机,控制滚筒(1)的转速,将熔融液态的金属由浇筑斗(8)倒入到铸造模具(2)中;(6)再将需要复合的金属材料重复上述步骤(1)-步骤(2),再由浇筑斗(8)倒入到铸造模具(2)中进行复合。
[0020]
优选的,步骤(1)中,将金属材料加入到中频炉,再加入回炉料,开启中频炉加热,待金属材料熔化后用搅棒探底不能感觉到金属块的存在后,最后加入金属锡和磷铜用稻草灰覆盖炉口。
[0021]
优选的,步骤(2)中,通入氩气及磷铜进行脱氧,通氩气时间不少于10分钟,脱气后静置5-10分钟。
[0022]
优选的,步骤(4)中,铸造模具(2)的炉内预热温度为1200-1250℃。
[0023]
优选的,步骤(5)中,滚筒(1)的转速为500-550r/min,且浇筑完成后间歇1分钟后进行下一次浇筑。
[0024]
优选的,步骤(6)中,需要复合的金属材料的熔点小于上一次浇筑的金属材料的熔点。
[0025]
综上,本发明结构设计合理,将需要复合的到模具上的金属熔融后进行浇筑,在浇筑前需要对模具进行预热防止熔液遇到冷模发生爆炸,同时需要进行,修包、烘干,对配好的型腔全面检查,确保型腔内清洁无砂粒,保证复合后的铸件的强度高,在浇筑的过程中,熔融的液态倒入铸造模具中,由于高速旋转的状态,会瞬间将熔融的液态铺摊开,复合到模具上,然后间歇一分钟,待液态凝固成固体,再进行倒入下一复合金属,复合的粘合度高,使用过程中不会错位,解决了在传统的金属复合的过程中,常常将材料熔融后浇筑到另一个材料上进行复合,此时,材料见可能存在间隙,复合的效果不佳,容易脱落的问题。
[0026]
以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1