一种马桶座圈智能磨边角生产线的制作方法
一种马桶座圈智能磨边角生产线
1.【技术领域】本发明涉及盖板加工设备技术领域,特别是一种马桶座圈智能磨边角生产线。
2.
背景技术:
马桶座圈通常采用压铸的方式进行生产制造,而通过压铸生产出来的马桶座圈带有毛刺、瑕疵以及外表面会凹凸不平,在传统的生产制造过程中,对马桶座圈进行进一步处理通常由人工完成,这不仅效率低下、人工成本较高,而且由于人为因素,各个马桶盖的抛光质量差异性较大。
3.为此,公开号为cn109571658a的发明专利公开了洁具技术领域的一种马桶盖和马桶座圈的生产设备及其生产方法,包括取料设备、裁切设备、转运设备和去料设备,所述取料设备在裁切设备的右侧,所述裁切设备在转运设备的右侧,所述转运设备在去料设备的右侧,所述去料设备的左侧通过传送带连接有整体打磨设备,所述整体打磨设备的左侧通过传送带连接有上表面打磨设备,该马桶盖和马桶座圈的生产设备和方法能够将木料一次性加工成马桶盖和马桶座圈,相较于传统的注塑马桶盖和马桶座圈生产更加的方便快捷,能够快速的生产出木质马桶盖和马桶座圈,节约生产成本,填补市场木质马桶盖和马桶座圈的空缺,提高市场竞争;但该发明存在以下问题:仅能对马桶盖的端面进行打磨。
4.而公开号为cn209520687u的实用新型公开了一种机械臂式全自动六面木板砂光机,属于木工生产设备领域。该机械臂式全自动六面木板砂光机包括传输机构、升降机构、砂光机构和夹紧机构。传输机构用于传输木板。升降机构用于将传输到位的木板托起。夹紧机构用于将托起的木板夹紧。砂光机构用于对木板砂光和翻面。砂光机构包括机械臂、转换接头、打磨头和吸盘组件,转换接头和机械臂转动连接,打磨头和吸盘组件分别和转换接头连接,打磨头用于对木板砂光,吸盘组件用于对木板翻面,机械臂为至少六轴的柔性机械臂。该机械臂式全自动六面木板砂光机能够提高自动化程度,减少人工干预,提高产品的精度和生产效率;一次性打磨六个面,减少工序,替代人工打磨,提高生产效率;但该实用新型存在以下问题:其一,机械臂不仅设置有仅用于翻面的吸盘组件,而且还设置有打磨头,加工不能同时连续进行;其二,设置有两个砂光位,需要切换砂光位才能完成全部打磨,加工不能同时连续进行,效率低。
5.因此,现有技术并不能满足我们的需要。
6.
技术实现要素:
为解决上述问题,本发明提供一种高效率的马桶座圈智能磨边角生产线。
7.为实现上述目的,本发明提供如下技术方案:一种马桶座圈智能磨边角生产线,包括至少一个用于放置未加工马桶座圈的工作台、至少一个对从所述工作台运送的未加工马桶座圈进行磨边角处理的加工单元、至少一个将已加工马桶座圈运送走的运输机构以及控制所述加工单元和运输机构的控制系统,所述工作台上均固定设置有用于放置未加工马桶座圈的治具,所述治具上设置有代表所述未加工马桶座圈形状的识别编码,所述加工单元包括机械臂和磨边角装置,所述磨边角装置包括用于打磨所述未加工马桶座圈内外周的磨边机以及用于打磨所述未加工马桶座圈的
铰接座的直边和圆边的磨角机,所述机械臂的运动末端固定设置有用于吸取所述治具上所述未加工马桶座圈的吸取装置和用于识别所述识别编码的识别器,所述吸取装置上固定设置有若干个用于吸取马桶座圈的吸盘,所述控制系统根据所述识别器的信号判断未加工马桶座圈形状并向所述机械臂输出与所述未加工马桶座圈形状唯一对应的运动轨迹信号,使得所述机械臂与磨边角装置配合对所述未加工马桶座圈实现磨边角加工,所述运输机构上方还设置有用于夹持或释放已加工马桶座圈的缓存台,所述缓存台包括用于夹持所述已加工马桶座圈的伸缩夹头以及控制所述伸缩夹头伸缩的动力机构,所述马桶座圈智能磨边角生产线还包括用于检测所述运输机构上是否有马桶座圈位于缓存台下方并向所述控制系统传输检测信号的传感器,所述伸缩夹头根据所述传感器的检测信号由所述控制系统控制而进行夹持所述已加工马桶座圈或释放所述已加工马桶座圈至所述运输机构上;加工时,将所述未加工马桶座圈放置在所述治具上,所述控制系统控制所述机械臂运动至所述治具上并使得所述吸盘将所述未加工马桶座圈吸附在所述吸取装置上,同时机械臂上的识别器会自动识别治具上的识别编码,所述控制系统根据所述识别器的信号判断所述未加工马桶座圈形状并向所述机械臂输出与所述未加工马桶座圈形状唯一对应的运动轨迹信号,即自动调取程序;然后所述控制系统继续控制所述机械臂根据运动轨迹信号依次将所述未加工马桶座圈伸向所述磨边机和磨角机,使得所述机械臂配合所述磨边角装置运作对所述未加工马桶座圈的内周、外周以及对所述铰接座的直边、圆边进行打磨,进而使得所述未加工马桶座圈加工成为已加工马桶座圈;最后所述机械臂将所述已加工马桶座圈放置在所述缓存台上,所述动力机构驱动伸缩夹头伸出并夹持所述已加工马桶座圈,待所述传感器检测所述运输机构上没有马桶座圈通过或即将通过时,所述动力机构带动伸缩夹头缩回,使得已加工马桶座圈掉落至所述运输机构上并由所述运输机构上运输至下一个加工工位。
8.作为优选实施方式,进一步限定为:所述磨边机为砂带机,所述砂带机设置有用于打磨所述未加工马桶座圈内周的第一砂轮和用于打磨所述未加工马桶座圈外周的第二砂轮,所述第一砂轮的直径小于所述第二砂轮的直径,所述磨角机包括用于打磨所述铰接座直边的直角气磨机和用于打磨所述铰接座圆边的电磨机。
9.作为优选实施方式,进一步限定为:所述加工单元还包括清理机,所述清理机包括第二机架,所述第二机架上固定设置有一开口朝上的集尘斗,所述集尘斗的开口上还设置有用于清理所述吸盘上的灰尘的滚筒,所述集尘斗的下端开设有出口。
10.作为优选实施方式,进一步限定为:所述运输机构包括第三机架和活动设置在所述第三机架上的输送带,所述缓存台还包括与所述第三机架固定连接第四机架,所述第四机架之间构成有容纳所述已加工马桶座圈、伸缩夹头以及动力机构的缓存空间,所述缓存空间位于所述输送带的正上方。
11.作为优选实施方式,进一步限定为:所述第四机架两侧的上端面固定连接有第二连接板,所述动力机构为固定设置在所述第二连接板下端面上的气缸,所述伸缩夹头包括与所述气缸伸出端固定连接的托盘和活动设置在所述托盘上的挡板,所述传感器固定设置在所述第三机架上并位于所述缓存台的下方。
12.作为优选实施方式,进一步限定为:所述第二连接板朝内的一侧固定设置有导向件,所述导向件上开设有通孔,所述挡板固定连接有导向柱的一端,所述导向柱的另一端插设所述通孔内。
13.作为优选实施方式,进一步限定为:所述工作台还包括第一机架,所述治具包括固定设置在所述第一机架上的底板和若干个固定设置在所述底板上的定位器,所述定位器上设置有供螺丝穿过的通槽,所述底板上还开设有若干个与所述通槽相适配的螺丝孔,所述定位器上还设置有装配后抵在所述未加工马桶座圈外周的定位柱。
14.作为优选实施方式,进一步限定为:所述第一机架包括若干个固定脚,所述固定脚设置在所述运输机构两侧使得装配后所述治具位于所述运输机构的正上方。
15.作为优选实施方式,进一步限定为:所述吸取装置还包括第一连接板,所述第一连接板的一端固定连接有固定座的一端,所述固定座的另一端固定连接在所述机械臂的运动末端,所述第一连接板的另一端固定连接有若干个连接柱的一端,所述连接柱的另一端固定连接有所述吸盘。
16.作为优选实施方式,进一步限定为:所述连接柱上还固定设置有缓冲器,所述连接柱的外周面上套设有连接件的一端,所述连接件的另一端固定连接有缓冲器的一端,所述缓冲器的另一端活动设置有缓冲件。
17.本发明的有益效果是:1、本发明的只需将未加工马桶座圈放置在专用的治具上,机械臂不但能自动抓取治具上的未加工马桶座圈,而且机械臂上的识别器会自动识别治具上的识别编码并由控制系统自动调取程序对未加工马桶座圈进行智能磨边角加工处理,杜绝人工调用程序错误导致错误加工等问题的发生,与传统的人工处理相比,降低工人的劳动强度和人工成本,并且保证产品的一致性,同时一条生产线可以同时对多种不同型号和规格的马桶座圈进行磨边处理,大大提高了生产线的工作效率和互换性;2、本发明的运输机构上还固定设置若干个有位于输送带上方的缓存台,机械臂将磨边角完毕的已加工马桶座圈将放置在伸缩夹头的托盘上,待传感器检测输送带没有马桶座圈通过或即将通过时,气缸带动托盘缩回,已加工马桶座圈掉落至输送带上并运输至下一个加工工位,结构简单,设计巧妙,并且适用于不同尺寸的马桶座圈,大大提高装置的工作能力,并能有效防止多个马桶座圈堆叠,从而杜绝马桶座圈摔落造成损坏或者摔落导致影响生产线的自动运行等问题的发生。
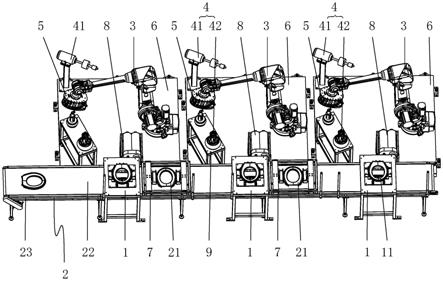
18.【附图说明】图1是本发明的结构示意图之一;图2是本发明的结构示意图之二;图3是工作台的结构示意图;图4是工作台的分解示意图;图5是吸取装置的结构示意图之一;图6是吸取装置的结构示意图之二;图7是砂带机的结构示意图;图8是加工装置的结构示意图;图9是缓存台的结构示意图;图10是缓存台的局部剖视图;图11是清理机的结构示意图;图12是清理机的横向剖视图。
19.【具体实施方式】以下结合附图和具体实施方式对本发明作进一步详细说明:如附图1、附图2所示,一种马桶座圈智能磨边角生产线,包括至少一个用于放置未加工马桶座圈11的工作台1、至少一个对从所述工作台1运送的未加工马桶座圈11进行磨边角处理的加工单元、至少一个将已加工马桶座圈21运送走的运输机构2以及控制所述加工单元和运输机构2的控制系统,所述工作台1上均固定设置有用于放置未加工马桶座圈11的治具12,所述治具12上设置有代表所述未加工马桶座圈11形状的识别编码,所述加工单元包括机械臂3和磨边角装置4,所述磨边角装置4包括用于打磨所述未加工马桶座圈11内外周的磨边机41以及用于打磨所述未加工马桶座圈11的铰接座111的直边和圆边的磨角机42,所述机械臂3的运动末端固定设置有用于吸取所述治具12上所述未加工马桶座圈11的吸取装置5和用于识别所述识别编码的识别器,所述吸取装置5上固定设置有若干个用于吸取马桶座圈的吸盘51,所述控制系统根据所述识别器的信号判断未加工马桶座圈11形状并向所述机械臂3输出与所述未加工马桶座圈11形状唯一对应的运动轨迹信号,使得所述机械臂3与磨边角装置4配合对所述未加工马桶座圈11实现磨边角加工,所述运输机构2上方还设置有用于夹持或释放已加工马桶座圈21的缓存台7,所述缓存台7包括用于夹持所述已加工马桶座圈21的伸缩夹头71以及控制所述伸缩夹头71伸缩的动力机构72,所述马桶座圈智能磨边角生产线还包括用于检测所述运输机构2上是否有马桶座圈位于缓存台7下方并向所述控制系统传输检测信号的传感器73,所述伸缩夹头71根据所述传感器73的检测信号由所述控制系统控制而进行夹持所述已加工马桶座圈21或释放所述已加工马桶座圈21至所述运输机构2上;加工时,将所述未加工马桶座圈11放置在所述治具12上,所述控制系统控制所述机械臂3运动至所述治具12上并使得所述吸盘51将所述未加工马桶座圈11吸附在所述吸取装置5上,同时机械臂3上的识别器会自动识别治具12上的识别编码,所述控制系统根据所述识别器的信号判断所述未加工马桶座圈11形状并向所述机械臂3输出与所述未加工马桶座圈11形状唯一对应的运动轨迹信号,即自动调取程序;然后所述控制系统继续控制所述机械臂3根据运动轨迹信号依次将所述未加工马桶座圈11伸向所述磨边机41和磨角机42,使得所述机械臂3配合所述磨边角装置4运作对所述未加工马桶座圈11的内周、外周以及对所述铰接座111的直边、圆边进行打磨,进而使得所述未加工马桶座圈11加工成为已加工马桶座圈21;最后所述机械臂3将所述已加工马桶座圈21放置在所述缓存台7上,所述动力机构72驱动伸缩夹头71伸出并夹持所述已加工马桶座圈21,待所述传感器73检测所述运输机构2上没有马桶座圈通过或即将通过时,所述动力机构72带动伸缩夹头71缩回,使得已加工马桶座圈21掉落至所述运输机构2上并由所述运输机构2上运输至下一个加工工位;只需将所述未加工马桶座圈11放置在专用的治具12上,机械臂3不但能在控制系统的控制下自动抓取治具12上的未加工马桶座圈11,而且机械臂3上的识别器会自动识别治具12上的识别编码并由控制系统自动调取程序对未加工马桶座圈11进行智能磨边角加工处理,杜绝人工调用程序错误导致错误加工等问题的发生,与传统的人工处理相比,降低工人的劳动强度和人工成本,并且保证产品的一致性,同时一条生产线可以同时对多种不同型号和规格的马桶座圈进行磨边处理,大大提高了生产线的工作效率和互换性。
20.更进一步来说,所述机械臂3和加工单元均通过固定板6固定连接在地面上,所述工作台1与运输机构2固定设置在所述加工单元的同一侧,方便上料和取料,用户根据实际
生产需要,可以将所述工作台1固定设置在所述加工单元的另一侧;在本实施例中,所述加工单元的数量n为3个,所述工作台1的数量也为n,所述缓存台7的数量为n
‑
1个,n为大于等于1的整数,用户根据实际生产规模和生产需要,自由选择n的数量,即自由选择所述加工单元、工作台1以及缓存台7的数量。
21.如附图1、附图2、附图7和附图8所示,在本实施例中,所述磨边机41为砂带机,所述砂带机设置有用于打磨所述未加工马桶座圈11内周的第一砂轮411和用于打磨所述未加工马桶座圈11外周的第二砂轮412,所述第一砂轮411的直径小于所述第二砂轮412的直径,所述磨角机42包括用于打磨所述铰接座111直边的直角气磨机421和用于打磨所述铰接座111圆边的电磨机422;所述直角气磨机421和电磨机422通过固定架9固定设置在所述固定板6上,方便快捷,一次性完成所有的打磨任务,与传统的人工处理相比,大大提高人工的利用率,降低工人的劳动强度和人工成本,并且保证产品的一致性,同时一条生产线可以同时对多种不同型号和规格的马桶座圈进行磨边处理,大大地提高了生产线的工作效率和互换性。
22.如附图11和附图12所示,在本实施例中,所述加工单元还包括清理机8,所述清理机8包括第二机架81,所述第二机架81上固定设置有一开口朝上的集尘斗82,所述集尘斗82的开口上还设置有用于清理所述吸盘51上的灰尘的滚筒83,所述集尘斗82的下端开设有出口821;所述清理机8用于清理加工时打磨产生并附着在所述吸盘51上的灰尘,工作时,所述机械臂3将所述吸取装置5伸至所述清理机8上,在两所述滚筒83相对旋转的作用下,将所述吸盘51上的灰尘抖落在所述集尘斗82内,及时清理所述吸盘51上的灰尘,提高所述吸盘51的吸附能力,减少灰尘对所述吸取装置5吸附能力的影响。
23.如附图1、附图2、附图9和附图10所示,在本实施例中,所述运输机构2包括第三机架23和活动设置在所述第三机架23上的输送带22,所述缓存台7还包括与所述第三机架23固定连接第四机架74,所述第四机架74之间构成有容纳所述已加工马桶座圈21、伸缩夹头71以及动力机构72的缓存空间75,所述缓存空间75位于所述输送带22的正上方;所述第四机架74两侧的上端面固定连接有第二连接板75,所述动力机构72为固定设置在所述第二连接板75下端面上的气缸,所述伸缩夹头71包括与所述气缸伸出端固定连接的托盘711和活动设置在所述托盘711上的挡板712,所述传感器73固定设置在所述第三机架23上并位于所述缓存台7的下方;所述第二连接板75朝内的一侧固定设置有导向件78,所述导向件78上开设有通孔781,所述挡板712固定连接有导向柱79的一端,所述导向柱79的另一端插设所述通孔781内;所述机械臂3将磨边角完毕的已加工马桶座圈21将放置在所述伸缩夹头71的托盘711上,待所述传感器73检测输送带22没有马桶座圈通过或即将通过时,气缸带动托盘711缩回,使得已加工马桶座圈21掉落至输送带22上并由输送带22运输至下一个加工工位,结构简单,设计巧妙,并且适用于不同尺寸的马桶座圈,大大提高装置的工作能力,并能有效防止多个马桶座圈堆叠,从而杜绝马桶座圈摔落造成损坏或者摔落导致影响生产线的自动运行等问题的发生。
24.如附图1至附图4所示,在本实施例中,所述工作台1还包括第一机架13,所述治具12包括固定设置在所述第一机架13上的底板14和若干个固定设置在所述底板14上的定位器15,所述定位器15上设置有供螺丝穿过的通槽151,所述底板14上还开设有若干个与所述通槽151相适配的螺丝孔141,所述定位器15上还设置有装配后抵在所述未加工马桶座圈11
外周的定位柱152;所述第一机架13包括若干个固定脚131,所述固定脚131设置在所述运输机构2两侧使得装配后所述治具12位于所述运输机构2的正上方;所述定位器25上设置有供螺丝穿过的通槽251,用户根据马桶座圈型号与规格的不同,调节所述定位器25的位置以此放置不同的马桶座圈,所述底板24上雕刻有所述识别编码,机械臂3上的识别器会自动识别所述治具22上的识别编码并自动调取程序进行磨边加工处理,杜绝人工调用程序错误导致错误加工等问题的发生。
25.如附图1、附图2、附图5和附图6所示,在本实施例中,所述吸取装置5还包括第一连接板52,所述第一连接板52的一端固定连接有固定座53的一端,所述固定座53的另一端固定连接在所述机械臂3的运动末端,所述第一连接板52的另一端固定连接有若干个连接柱54的一端,所述连接柱54的另一端固定连接有所述吸盘51;所述连接柱54上还固定设置有缓冲器55,所述连接柱54的外周面上套设有连接件56的一端,所述连接件56的另一端固定连接有缓冲器55的一端,所述缓冲器55的另一端活动设置有缓冲件551;所述连接柱54与所述吸盘51之间还设置有弹簧,当所述吸取装置5吸取所述未加工马桶座圈11时,所述缓冲器55抵在所述未加工马桶座圈11的上端面或侧端,所述弹簧与所述缓冲器55配合,抵消了所述机械臂3在抓取所述未加工马桶座圈11时下压的力量,有效地防止所述吸取装置5损坏未加工马桶座圈11。
26.工作原理:首先,在所述治具12上放置未加工马桶座圈11;其次,控制系统控制所述机械臂3运动至所述治具12上并使得所述吸盘51将所述未加工马桶座圈11牢牢地吸附在所述吸取装置5上,同时机械臂3上的识别器会自动识别治具12上的识别编码,所述控制系统根据所述识别器的信号判断所述未加工马桶座圈11形状并向所述机械臂3输出与所述未加工马桶座圈11形状唯一对应的运动轨迹信号,即自动调取程序;然后,所述控制系统继续控制所述机械臂3根据运动轨迹信号依次将所述未加工马桶座圈11伸向所述磨边机41和磨角机42,使得所述机械臂3配合所述磨边角装置4运作,对所述未加工马桶座圈11的内周、外周以及对所述铰接座111的直边、圆边进行打磨,使得所述未加工马桶座圈11加工成为已加工马桶座圈21;最后所述机械臂3将吸附的所述已加工马桶座圈21放置在所述缓存台7上,由所述动力机构72驱动伸缩夹头71伸出并夹持所述已加工马桶座圈21,待所述传感器73检测输送带22没有马桶座圈通过或即将通过时,所述气缸带动托盘711缩回,使得已加工马桶座圈21掉落至输送带22上并由输送带22运输至下一个加工工位。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1