钢板表面抛丸处理机的工件悬挂装置的制作方法
1.本实用新型涉及一种表面处理设备,尤其涉及抛丸机工件悬挂装置的改进。
背景技术:
2.铸件表面除锈处理一般是采用抛丸除锈,将工件挂在抛丸机的仓体内,利用高速喷射铁丸击打工件表面完成除锈,由于工件直接挂在仓体内不可移动及转动,因此实际表面除锈的效果不好,尤其是较小的非规则面,其表面仍然需要人工除锈,除锈时间长,效率低。
技术实现要素:
3.为了克服现有技术的不足,本实用新型提供了一种除锈彻底,除锈效率高的钢板表面抛丸处理机的工件悬挂装置。
4.本实用新型采用如下技术方案实现:钢板表面抛丸处理机的工件悬挂装置,设于抛丸处理机的仓体内,所述工件悬挂装置包括设于所述仓体顶部的圆形轨道,所述圆形轨道上设有轨道电机所述轨道电机的外壳上固定吊钩组件,所述轨道电机驱动所述吊钩组件在圆形轨道上移动。
5.所述吊钩组件包括与所述轨道电机螺栓固定的基座和吊钩本体,所述基座上设有安装孔,所述吊钩本体的末端插入所述安装孔内且通过螺母固定在所述安装孔上。
6.所述基座的上端面上设有高于所述基座上端面的安装台,所述安装台与所述轨道电机的外壁贴合,且通过螺栓固定在所述轨道电机的外壁上;
7.所述吊钩本体的末端伸出所述基座的上端面且置于所述基座的上端面和所述安装台的上端面之间,所述吊钩本体的末端设有螺纹,所述螺母套合在所述吊钩本体的末端上将所述吊钩本体固定在所述基座上。
8.相比现有技术,本实用新型在抛丸过程中,轨道电机带动吊钩本体在仓体内进行小半径的旋转,这样带动工件在小半径旋转,在旋转过程中由于离心力影响,工件进行慢速的自转,这样就能使工件无死角的暴露在高速喷射的铁丸下,使得除锈更加彻底。
附图说明
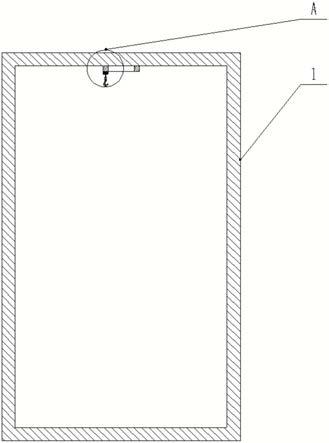
9.图1是本实用新型结构示意图;
10.图2是图1的a处放大结构示意图;
11.图中:1、仓体;2、圆形轨道;3、轨道电机;4、基座;5、安装台;6、吊钩本体。
具体实施方式
12.下面,结合附图以及具体实施方式,对本实用新型做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
13.如图1-2所示,钢板表面抛丸处理机的工件悬挂装置,设于抛丸处理机的仓体1内,所述工件悬挂装置包括设于所述仓体1顶部的圆形轨道2,所述圆形轨道2上设有轨道电机3所述轨道电机3的外壳上固定吊钩组件,所述轨道电机3驱动所述吊钩组件在圆形轨道2上移动。在抛丸过程中,轨道电机3带动吊钩本体6在仓体1内进行小半径的旋转,这样带动工件在小半径旋转,在旋转过程中由于离心力影响,工件进行慢速的自转,这样就能使工件无死角的暴露在高速喷射的铁丸下,使得除锈更加彻底。
14.所述吊钩组件包括与所述轨道电机3螺栓固定的基座4和吊钩本体6,所述基座4上设有安装孔,所述吊钩本体6的末端插入所述安装孔内且通过螺母固定在所述安装孔上。在抛丸过程中,轨道电机3带动吊钩本体6在仓体1内进行小半径的旋转,这样带动工件在小半径旋转,在旋转过程中由于离心力影响,工件进行慢速的自转,这样就能使工件无死角的暴露在高速喷射的铁丸下,使得除锈更加彻底。
15.所述基座4的上端面上设有高于所述基座4上端面的安装台5,所述安装台5与所述轨道电机3的外壁贴合,且通过螺栓固定在所述轨道电机3的外壁上;
16.所述吊钩本体6的末端伸出所述基座4的上端面且置于所述基座4的上端面和所述安装台5的上端面之间,所述吊钩本体6的末端设有螺纹,所述螺母套合在所述吊钩本体6的末端上将所述吊钩本体6固定在所述基座4上。在抛丸过程中,轨道电机3带动吊钩本体6在仓体1内进行小半径的旋转,这样带动工件在小半径旋转,在旋转过程中由于离心力影响,工件进行慢速的自转,这样就能使工件无死角的暴露在高速喷射的铁丸下,使得除锈更加彻底。
17.上述实施方式仅为本实用新型的优选实施方式,不能以此来限定本实用新型保护的范围,本领域的技术人员在本实用新型的基础上所做的任何非实质性的变化及替换均属于本实用新型所要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1