一种双端面磨床工装的制作方法
1.本实用新型涉及一种双端面磨床工装,特别是关于dg600双端面磨床加工轻窄系列轴承端面工装。
背景技术:
2.现有的dg600双端面磨床为瑞典引进设备,它设定的加工范围是外径大于240mm,宽度大于22mm的轴承套圈;而外径大于240mm,宽度小于22mm的轻窄系列轴承套圈则不能加工。原有工装结构为:下支撑轮,上压紧轮,左动力旋转轮三点支撑;受原有工装结构限制宽度22mm已达到最小极限值,没有改进的空间。
技术实现要素:
3.为克服现有技术的缺点,解决了轻窄系列轴承端面加工问题,本实用新型提供一种双端面磨床工装。
4.本实用新型的技术解决方案是:一种双端面磨床工装,其特征在于:包括:底座、筋板、支撑板、合金支点、左夹板、右夹板,所述的底座设有与双端面磨床下支撑的定位槽相接的螺栓的通孔,所述的底座上面接有支撑板,所述的筋板分别与底座和支撑板相接,所述的支撑板上端为半环形支撑体,左右两弧端部分别装有左夹板、右夹板,半环形支撑体内焊接两点合金支点。
5.本实用新型同现有技术相比具有以下优点:解决了轻窄系列轴承端面加工难的实际生产问题,发掘出机床更多的加工能力,降低了加工轻窄系列小批量轴承的成本投入,并且加工质量超过标准要求,更好的保证了产品质量。
附图说明
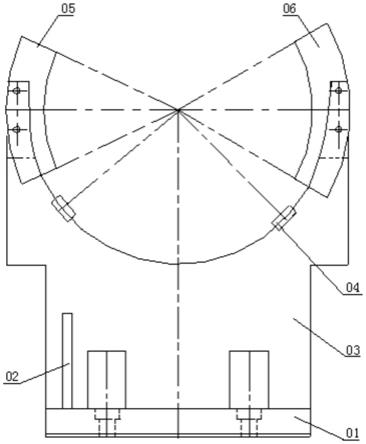
6.附图1为本实用新型实施例的主示图。
7.附图2为本实用新型实施例的左示图。
8.图中:01—底座02—筋板03—支撑板04—合金支点
9.05—左夹板06—右夹板。
具体实施方式
10.下面结合附图说明实施例:
11.本实用新型包括:底座01、筋板02、支撑板03、合金支点04、左夹板05、右夹板06,所述的底座01设有与双端面磨床下支撑的定位槽相接的螺栓的通孔,所述的底座01上面接有支撑板03,所述的筋板02分别与底座01和支撑板03相接,所述的支撑板03上端为半环形支撑体,左右两弧端部分别装有左夹板05、右夹板06,半环形支撑体内焊接两点合金支点04,两合金支点04与垂直的夹角分别为45度和50度,用于径向定位;上部两侧的左夹板05、右夹板06,用于调整轴向定位。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1