一种用于快速装夹的熔覆装置
1.本实用新型涉及激光熔覆技术领域,特别是涉及一种用于快速装夹的熔覆装置。
背景技术:
2.激光熔覆是指所选用的涂层材料通过不同方法添加到基材表面,也可将材料熔化凝固后堆叠形成零件。
3.激光熔覆制造由于技术原理的限制,在尺寸精度和表面粗糙度难以达到传统机加工制造的水平,但其堆叠成型的方式能够实现零件的快速制造,同时提高材料的利用率。与传统技术相结合后,对初步成型的零件做进一步的加工来满足外形及精度要求,充分发挥两者的优势。在传统机床的换刀过程中,用气动结构夹紧与松开刀柄,可以实现快速装卸。
4.通常,熔覆装置包括光学组件、设于光学组件上方的激光器与设于光学组件下方的喷嘴,送粉器将金属粉末通过喷嘴的粉末流道汇聚在喷嘴的下方,激光器发出的激光束经过光学组件后,从喷嘴的激光通道射出聚焦在喷嘴下方,作用在汇聚的粉末上,将其熔化后凝固,进行熔覆工作。熔覆过程中,喷嘴保护气体通道输出的保护气体在工件周围形成保护气帘,防止工件在凝固时氧化。
5.目前常见的熔覆装置需要在喷嘴上焊接各种管道或者添加接头,当管路较多时,结构显得冗杂,体积较大,装卸不方便,难以与传统机床配合使用。
技术实现要素:
6.针对现有技术中存在的技术问题,本实用新型的目的是:提供一种用于快速装夹的熔覆装置,结构紧凑,装卸方便,方便配合传统机床使用。
7.为了达到上述目的,本实用新型采用如下技术方案:
8.一种用于快速装夹的熔覆装置,包括光学组件、喷嘴、激光器与连接件,喷嘴中部设有激光通道,喷嘴侧部设有第一保护气体通道、冷却介质通道与粉末流道,冷却介质通道环绕喷嘴设置,第一保护气体通道的进气口、冷却介质通道的进水口与出水口以及粉末流道的进粉口均位于喷嘴上端面,粉末流道的出粉口与第一保护气体通道的出气口分别设于激光通道一侧,连接件上下两端分别与光学组件和喷嘴上端面连接,连接件设有第一通孔、第二通孔、第三通孔、第四通孔与第五通孔,第一通孔的上端连接有保护气体气源,第二通孔或第三通孔的上端连接有冷却介质供应源,第四通孔的上端连接有金属粉末源,第一通孔、第二通孔、第三通孔与第四通孔的下端分别与第一保护气体通道的进气口、冷却介质通道的进水口和出水口以及粉末流道的进粉口对接,第五通孔上下两端分别与光学组件和激光通道对接,连接件一侧设有用于与机床刀具夹头配合的刀柄。
9.进一步,光学组件包括由上至下依次设置的准直镜片与聚焦镜片,聚焦镜片设于准直镜片与连接件之间。
10.进一步,聚焦镜片下方设有保护镜片,保护镜片位于聚焦镜片与连接件之间。
11.进一步,还包括由上至下依次串接的准直镜固定块、聚焦镜固定块与保护镜固定
块,准直镜片卡接于准直镜固定块,聚焦镜片卡接于聚焦镜固定块,保护镜片卡接于保护镜固定块,保护镜固定块与连接件连接。
12.进一步,准直镜固定块、聚焦镜固定块与保护镜固定块均设有与冷却介质供应源连通的冷却通道。
13.进一步,保护镜固定块还设有第二保护气体通道,第二保护气体通道一端连接保护气体气源,另一端朝向保护镜片上端面。
14.进一步,粉末流道横截面由进粉口向出粉口逐渐缩小。
15.进一步,粉末流道内壁为光滑表面。
16.进一步,第一通孔、第二通孔、第三通孔与第四通孔以第五通孔为中心环绕布置于第五通孔四周。
17.进一步,连接件上方设有气管、进水管和粉管,气管两端分别连接第一通孔与保护气体气源,进水管一端连接冷却介质供应源,进水管另一端连接第二通孔或第三通孔,粉管两端分别连接第四通孔与金属粉末源。
18.总的说来,本实用新型具有如下优点:
19.1.设计紧凑型的熔覆装置。目前常见的熔覆装置为了实现较多功能,结构设计复杂,体积和重量较大;本实用新型简化结构,通过3d打印技术成型各通道零件,减小了装置体积和重量。
20.2.适用于传统机床刀具夹头装夹。基于标准的装夹结构,紧凑型的熔覆装置在体积和重量上更符合刀具夹头的使用要求。
21.3.改变传统喷嘴的粉路、水路、气路进入方式。传统熔覆装置中,需要在熔覆喷嘴上焊接管道或者添加接头,当管路较多时,结构显得冗杂,影响外观。本实用新型的喷嘴通过连接件与各供应源相连接,实现美观的同时能够快速更换喷嘴,避免重复连接管道。
附图说明
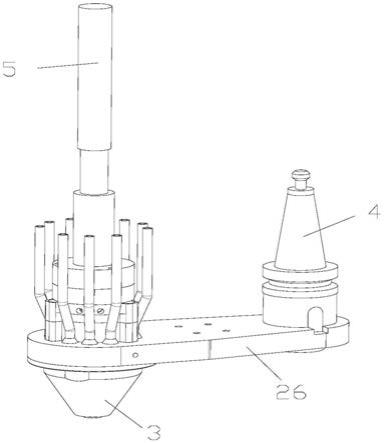
22.图1为本实用新型实施例的立体结构示意图。
23.图2为本实用新型实施例的分解示意图。
24.图3为本实用新型实施例的俯视示意图。
25.图4为喷嘴的立体结构示意图。
26.图5为喷嘴的俯视示意图。
27.图6为图5的a
‑
a示意图。
28.图7为图5的c
‑
c示意图。
29.图8为图5的d
‑
d示意图。
30.图9为保护镜固定块的立体结构示意图。
31.附图标记说明:
[0032]1‑
光学组件;11
‑
准直镜片;12
‑
聚焦镜片;13
‑
保护镜片;21
‑
光纤固定块;22
‑
准直镜固定块;23
‑
聚焦镜固定块;24
‑
保护镜固定块;241
‑
第二出气口;242
‑
第二进水口;243
‑
第二出水口;251
‑
粉管;252
‑
进水管;253
‑
出水管;254
‑
气管;26
‑
连接件;3
‑
喷嘴;31
‑
进气口;32
‑
进水口;33
‑
出水口;34
‑
粉末流道;35
‑
定位结构;4
‑
刀柄;5
‑
光纤接头。
具体实施方式
[0033]
下面来对本实用新型做进一步详细的说明。
[0034]
如图1~图8所示,一种用于快速装夹的熔覆装置,包括光学组件1、喷嘴3、激光器与连接件26,激光器用于向光学组件1输出激光,喷嘴3中部设有用于激光通过的激光通道,喷嘴3侧部设有第一保护气体通道、冷却介质通道与粉末流道34,冷却介质通道环绕喷嘴3设置,第一保护气体通道设有进气口31与出气口,冷却介质通道设有进水口32与出水口33,粉末流道34设有进粉口与出粉口,第一保护气体通道的进气口31、冷却介质通道的进水口32与出水口33以及粉末流道34的进粉口均位于喷嘴3上端面,粉末流道34的出粉口与第一保护气体通道的出气口分别设于激光通道一侧,连接件26上下两端分别与光学组件1和喷嘴3上端面连接,连接件26设有第一通孔、第二通孔、第三通孔、第四通孔与第五通孔,第一通孔的上端连接有保护气体气源,第二通孔或第三通孔的上端连接有冷却介质供应源,第四通孔的上端连接有金属粉末源,第一通孔的下端与第一保护气体通道的进气口31对接,第二通孔的下端与冷却介质通道的进水口32对接,第三通孔的下端与冷却介质通道的出水口33对接,第四通孔的下端与及粉末流道34的进粉口对接,第五通孔上下两端分别与光学组件1和激光通道对接,连接件26一侧设有用于与机床刀具夹头配合的刀柄4。
[0035]
具体地,喷嘴3为上大下小的圆锥形结构。粉末流道34由喷嘴3外侧向喷嘴3中心倾斜设置。保护气体气源输出保护气体,保护气体从第一通孔进入第一保护气体进气口31,通过第一保护气体通道后从出气口喷出,在喷嘴3下方的工件周围形成保护气帘。气帘结构是为了在熔覆过程中工件成型时,在其周围形成保护气体氛围,防止工件氧化,同时保护气体气流可以加强粉末汇聚效果。冷却介质供应源输出的冷却介质从第二通孔(或第三通孔)、进水口32进入冷却介质通道,从出水口33、第三通孔(或第二通孔)流出。由于冷却介质通道环绕喷嘴3设置,因此冷却介质能够对喷嘴3进行有效冷却。金属粉末源输出的金属粉末从第四通孔进入,通过进粉口进入粉末流道34,从出粉口流出汇聚于喷口下方。激光器对应设于光学组件1上方,激光器发出的激光束经过光学组件1与激光通道后聚焦在喷嘴3下方,作用在汇聚的金属粉末上,将其熔化后凝固,进行熔覆工作。机床刀具夹头夹紧刀柄4后可以移动熔覆装置,熔覆过程结束后,机床刀具夹头松开刀柄4,以便夹持其他刀具进行传统铣削。
[0036]
由于第一保护气体通道的进气口31、冷却介质通道的进水口32与出水口33以及粉末流道34的进粉口均位于喷嘴3上端面,通过在连接件26设置第一通孔、第二通孔、第三通孔、第四通孔与第五通孔,使得连接件26具备与第一保护气体通道、冷却介质通道、粉末流道34、光学组件1连接的接口,能够实现相应的防氧化功能、冷却功能、输粉功能与功能激光熔化,各个部件集中于连接件26上,结构紧凑,装卸方便;基于标准的刀柄4设计适用于传统机床刀具夹头装夹,方便配合传统机床使用。
[0037]
需要说明的是,“第二通孔”与“第三通孔”对应于冷却介质通道的两端(即进水口32与出水口33),此处并不限定第二通孔与进水口32对应,第三通孔与出水口33对应,也可以设置为第二通孔与出水口33对应,第三通孔与进水口32对应。
[0038]
光学组件1包括由上至下依次设置的准直镜片11与聚焦镜片12,聚焦镜片12设于准直镜片11与连接件26之间。
[0039]
激光束从激光器射出,经过准直镜片11后成为平行光,平行光经过聚焦镜片12聚
焦后,通过喷嘴3激光通道汇聚于喷嘴3下方的金属粉末上。
[0040]
聚焦镜片12下方设有保护镜片13,保护镜片13位于聚焦镜片12与连接件26之间。
[0041]
保护镜片13能够有效阻挡粉尘进入聚焦镜片12,防止造成聚焦镜片12污染。
[0042]
还包括由上至下依次串接的准直镜固定块22、聚焦镜固定块23与保护镜固定块24,准直镜片11卡接于准直镜固定块22,聚焦镜片12卡接于聚焦镜固定块23,保护镜片13卡接于保护镜固定块24,保护镜固定块24与连接件26连接。
[0043]
具体地,准直镜固定块22上方设有光纤固定块21,准直镜固定块22与光纤固定块21通过螺丝固定,并将准直镜片11固定于准直镜固定块22,连接激光器的光纤接头5与光纤固定块21通过螺丝锁定连接。激光从激光器发出后,经光纤接头5射出到准直镜片11后成为平行光。准直镜固定块22和聚焦镜固定块23通过螺丝固定,并将聚焦镜固定于聚焦镜固定块23,准直后的平行光经过聚焦镜片12聚焦后,汇聚在喷嘴3下方的成型平面上。聚焦镜固定块23和保护镜固定块24通过螺丝固定,并将保护镜片13固定于保护镜固定块24。保护镜固定块24通过螺丝固定在连接板上,喷嘴3通过螺丝固定在连接板上。
[0044]
准直镜固定块22、聚焦镜固定块23与保护镜固定块24均设有与冷却介质供应源连通的冷却通道。
[0045]
冷却通道能够有效降低准直镜片11、聚焦镜片12与保护镜片13的温度,延长了准直镜片11、聚焦镜片12与保护镜片13的使用寿命。如图9所示,保护镜固定块24的冷却通道两端设有第二进水口242和第二出水口243。
[0046]
保护镜固定块24还设有第二保护气体通道,第二保护气体通道一端设有第二进气口31,用于连接保护气体气源,另一端设有第二出气口241,朝向保护镜片13上端面。
[0047]
通过第二保护气体通道向保护镜片13上端面吹送保护气体,能够有效减少粘附在保护镜片13表面的粉尘,不会影响激光的汇聚,有利于得到更好的熔覆效果。
[0048]
粉末流道34横截面由进粉口向出粉口逐渐缩小。
[0049]
粉末流道34较宽的一端位于喷嘴3上端,较窄的一端位于喷嘴3下端,粉末流道34出口处流道内径为1.0mm~2.0mm。采用这种结构有利于在喷嘴3上部累积较多的金属粉末,使得金属粉末向下流动时不会出现断流现象。
[0050]
粉末流道34内壁为光滑表面。
[0051]
光滑表面有利于金属粉末向下顺畅地流动,不会出现滞流现象,有利于得到更好的熔覆效果。
[0052]
第一通孔、第二通孔、第三通孔与第四通孔以第五通孔为中心环绕布置于第五通孔四周。
[0053]
采用这种结构后,喷嘴3结构更加均衡,结构更加紧凑,熔覆装置整体更加美观。
[0054]
如图3所示,连接件26上方设有气管254、进水管252和粉管251,气管254两端分别连接第一通孔与保护气体气源,进水管252一端连接冷却介质供应源,进水管252另一端连接第二通孔或第三通孔,粉管251两端分别连接第四通孔与金属粉末源。
[0055]
通过各管道的连接,使保护气体气源、冷却介质供应源与金属粉末源可以外置,连接件26上仅连接各管道与喷嘴3,使得整体更加轻巧,更加符合刀具夹头的使用要求。
[0056]
利用喷嘴3上的定位结构35,使喷嘴3和各管道分别对应:进气口31与气管254对应、进水口32或出水口33分别与进水管252对应、进粉口与粉管251对应。刀柄4与连接板通
过螺丝固定。
[0057]
需要说明的是,“进水口32”与“出水口33”仅用于区别冷却介质通道的两个端口,并不限定哪个与进水管252连接。当“进水口32”与“出水口33”中的任一个与进水管252连接时,其实质就为进水端口,另一个实质为出水端口。
[0058]
本实施例中,喷嘴3采用不锈钢、青铜等热传导性良好的材料制成。
[0059]
粉末流道34可以有三路、四路、六路等多路。金属粉末源为送粉器,产品型号为lampf
‑
td。
[0060]
保护气体包括但不限于氩气、氮气。
[0061]
本实施例采用的冷却介质为水,冷却介质供应源为冷水机,产品型号为dly
‑
1200w
‑
ad5
‑
a。
[0062]
本实施例中还设有出水管253,出水管253和进水管252对应,连接于第三通孔或第二通孔。出水管253和进水管252可以与冷水机构成回路,以便循环使用冷却水。
[0063]
冷却介质通道和冷却通道的结构均采用3d打印成型减小零件体积,使结构更紧凑。
[0064]
工作过程:
[0065]
熔覆过程开始时,机床刀具夹头夹紧刀柄4移动连接件26至工作位置,氩气瓶输出的氩气分成两路,一路经过第二进气口31通入保护镜固定块24中的第二保护气体通道,从第二出气口241喷出于保护镜片13上,另一路经过气管254和进气口31,流经第一保护气体通道,从喷嘴3的出气口中喷出,在喷嘴3下方形成氩气气帘。冷水机输出冷却水依次串联通入光纤固定块21、准直镜固定块22、聚焦镜固定块23、保护镜固定块24中的冷却通道、喷嘴3中的冷却介质通道,从出水管253回流到冷水机,从而对每个结构进行循环冷却。送粉器输送金属粉末至粉管251,经过进粉口34进入喷嘴3的粉末流道34中,最后通过出粉口汇聚在喷嘴3的下方。同时,激光器发出的激光束经过光学组件1和激光通道后聚焦在喷嘴3下方,作用在汇聚的粉末上,将其熔化后凝固,进行熔覆工作。
[0066]
熔覆过程结束后,机床刀具夹头松开刀柄4,夹持其他刀具进行传统铣削。
[0067]
上述实施例为本实用新型较佳的实施方式,但本实用新型的实施方式并不受上述实施例的限制,其他的任何未背离本实用新型的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1