一种磁钢半自动装载设备的制作方法
1.本技术涉及一种磁钢半自动装载设备。
背景技术:
2.目前的磁钢都是通过操作人员的手进行装载的,常规方式为纯人工装夹,每台磨床配作业员3名,其中2名手工将磁钢装入治具,另一名负责将治具推入磨床完成磨削加工,空余时间亦需手工装载磁钢。
3.这存在以下技术缺陷:
4.1、人工作业效率低,3人每天的生产效率低。
5.2、生产成本高。
技术实现要素:
6.本实用新型的目的在于针对上述生产方式的缺点,提供一种磁钢半自动装载设备,本技术的设备能够自动、快速地将磁钢装入治具,并将作业人员由3人减为1人,从而提高效率,降低成本。
7.所述的一种磁钢半自动装载设备,其特征在于包括机架及设置于机架上的磁钢上料机构、左右移动机构、错位旋转机构和磁钢装入机构;所述错位旋转机构包括载具、旋转伺服电机和载具定位工装,载具可拆卸性的安装在载具定位工装上,旋转伺服电机能够驱动载具旋转,所述载具定位工装通过立式支撑板框架安装在左右移动机构上,所述旋转伺服电机安装在立式支撑板框架内;载具上设有用于装入磁钢的磁钢料道;
8.所述磁钢上料机构的出料口与载具的磁钢料道进行对接,以便将磁钢物料输送到载具的磁钢料道上;所述磁钢装入机构用于将输送到磁钢料道入口处的磁钢物料,推入到磁钢料道内部的固定位置处,以方便统一卸料;所述错位旋转机构能够在左右移动机构上左右移动。
9.所述的一种磁钢半自动装载设备,其特征在于所述错位旋转机构的数量为2组,2组同时设置在所述左右移动机构上,一组错位旋转机构的载具处于装料状态时,另一组错位旋转机构的载具通过人工进行卸料。
10.所述的一种磁钢半自动装载设备,其特征在于所述载具包括载具主体和设置于载具主体上的盖板,盖板通过盖板旋转限位挡销固定安装在载具主体上;盖板上设有装载限位柱,载具主体上设有相配的限位插孔,以方便盖板在载具主体上的配合安装;所述载具主体上设有若干磁钢料道,磁钢料道在载具主体上沿圆周方向均匀间隔排布。
11.所述的一种磁钢半自动装载设备,其特征在于所述磁钢上料机构包括直振料道、直振电机、直振电机底板、进料振动盘、振动发生器和振动盘底板,直振料道前端与进料振动盘的出口连接,直振料道安装在直振电机上方,直振电机通过直振电机底板固定设置在机架上,进料振动盘通过振动盘底板固定设置在机架上;进料振动盘内的磁钢物料能够在振动发生器的驱动作用下进入直振料道,直振料道内的磁钢物料能够在直振电机的振动作
用下进入载具的磁钢料道内。
12.所述的一种磁钢半自动装载设备,其特征在于所述磁钢装入机构包括产品锁紧检测机构和前后推入机构;
13.所述前后推入机构由推入气缸、推杆和气缸支撑架组成,推杆设置于推入气缸上,推入气缸通过气缸支撑架固定安装在机架上;当磁钢物料输送至载具的磁钢料道入口处时,旋转伺服电机驱动载具旋转,然后由推入气缸推动推杆将磁钢物料推入到磁钢料道内部的固定位置处,以方便后期统一卸料;
14.所述产品锁紧检测机构包括夹持气缸、产品到位传感器上下运动气缸和产品到位传感器,所述夹持气缸和产品到位传感器上下运动气缸均通过环氧板支架固定安装在直振料道后端上,产品到位传感器安装在环氧板支架侧面;
15.所述夹持气缸用于推动顶针顶紧直振料道内的磁钢物料,防止继续向前输料;所述产品到位传感器上下运动气缸用于推动顶针顶在载具的磁钢料道内,以便从直振料道后端出口排出的磁钢物料首先统一输送到载具的磁钢料道入口位置处。
16.所述的一种磁钢半自动装载设备,其特征在于所述左右移动机构包括移动平台、线缆保护链、直线导轨、缓冲器、无杆气缸和限位调整块;直线导轨和无杆气缸安装在机架上;两个缓冲器通过l型支架分别安装在直线导轨的两端;移动平台通过滑块安装在直线导轨上;线缆保护链安装在机架上并与移动平台连接;错位旋转机构通过立式支撑板框架安装在左右移动机构的移动平台上,移动平台的移动范围能通过限位调整块进行微调。
17.本技术取得的有益效果是:
18.本技术的设备结构中,磁钢产品通过进料振动盘自动按要求排列,磁钢产品通过直振料道,直接进入载具;产品进入载具后,产品到位传感器给出信号,夹持气缸夹持下一个磁钢产品,然后载具通过旋转伺服电机旋转30
°
进行下一个磁钢产品装载;单个载具可装载产品12pcs,移动平台可同时定位摆放两个载具,一处装载时,另一处人工将满载载具取下,同时摆放一个空载具等待装载,无杆气缸实现载具水平错位,操作效率大大提升,有效降低生产成本。
19.本技术的设备需配合cnc进行产品生产,一次装载磁钢产品的同时,可进行磨削加工,比常规磨床加工用时更短。
附图说明
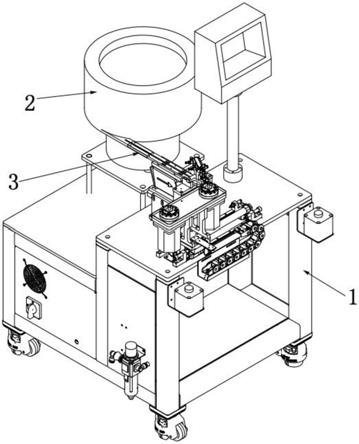
20.图1为本技术设备的立体结构示意图之一;
21.图2为本技术设备的立体结构示意图之二;
22.图3为本技术磁钢上料机构的结构示意图;
23.图4为本技术前后推入机构、直振料道的结构示意图;
24.图5为本技术载具的结构示意图;
25.图6为本技术载具本体的结构示意图;
26.图7为本技术夹持气缸、产品到位传感器上下运动气缸的结构示意图;
27.图8为本技术左右移动机构的结构示意图;
28.图示说明:机架1;进料振动盘2;直振料道3;线缆保护链6;直振电机8;推入气缸9;推杆10;产品到位传感器上下气缸11;夹持气缸12;载具13;立式支撑板框架14;直线导轨
15;缓冲器16;无杆气缸17;限位调整块18;装载限位柱20;盖板21;载具主体22;盖板旋转限位挡销23;磁钢料道24;磁钢25。
具体实施方式
29.下面结合具体实施例对本发明作进一步说明,但本发明的保护范围并不限于此。
30.实施例:对照图1
‑831.一种磁钢半自动装载设备,包括机架1及设置于机架1上的磁钢上料机构、左右移动机构、错位旋转机构和磁钢装入机构。
32.错位旋转机构包括载具13、旋转伺服电机和载具定位工装,载具13可拆卸性的安装在载具定位工装上,旋转伺服电机能够驱动载具13旋转,所述载具定位工装通过立式支撑板框架14安装在左右移动机构上,所述旋转伺服电机安装在立式支撑板框架14内;载具13上设有用于装入磁钢的磁钢料道24;所述磁钢上料机构的出料口与载具13的磁钢料道24进行对接,以便将磁钢物料输送到载具13的磁钢料道24上;所述磁钢装入机构用于将输送到磁钢料道24入口处的磁钢物料,推入到磁钢料道24内部的固定位置处,以方便统一卸料;所述错位旋转机构能够在左右移动机构上左右移动。
33.对照图2中,错位旋转机构的数量为2组,2组同时设置在所述左右移动机构上,一组错位旋转机构的载具13处于装料状态时,另一组错位旋转机构的载具13通过人工进行卸料。
34.对照图5
‑
6中,载具13包括载具主体22和设置于载具主体22上的盖板21,盖板21通过盖板旋转限位挡销23固定安装在载具主体22上;盖板21上设有装载限位柱20,载具主体22上设有相配的限位插孔,以方便盖板21在载具主体22上的配合安装。载具主体22上设有若干磁钢料道24,磁钢料道24在载具主体22上沿圆周方向均匀间隔排布。
35.磁钢上料机构包括直振料道3、直振电机8、直振电机底板、进料振动盘2、振动发生器和振动盘底板,直振料道3前端与进料振动盘2的出口连接,直振料道3安装在直振电机8上方,直振电机8通过直振电机底板固定设置在机架1上,进料振动盘2通过振动盘底板固定设置在机架1上;进料振动盘2内的磁钢物料能够在振动发生器的驱动作用下进入直振料道3,直振料道3内的磁钢物料能够在直振电机8的振动作用下进入载具13的磁钢料道24内。
36.在本技术中,磁钢装入机构包括产品锁紧检测机构和前后推入机构。
37.前后推入机构由推入气缸9、推杆10和气缸支撑架组成,推杆10设置于推入气缸9上,推入气缸9通过气缸支撑架固定安装在机架1上;当磁钢25输送至载具13的磁钢料道24入口处时,旋转伺服电机驱动载具13旋转,然后由推入气缸9推动推杆10将磁钢物料推入到磁钢料道24内部的固定位置处,以方便后期统一卸料。
38.产品锁紧检测机构包括夹持气缸12、产品到位传感器上下运动气缸11和产品到位传感器,所述夹持气缸12和产品到位传感器上下运动气缸11均通过环氧板支架固定安装在直振料道3后端上,产品到位传感器安装在环氧板支架侧面。夹持气缸12用于推动顶针顶紧直振料道3内的磁钢物料,防止继续向前输料;所述产品到位传感器上下运动气缸11用于推动顶针顶在载具13的磁钢料道24内,以便从直振料道3后端出口排出的磁钢物料首先统一输送到载具13的磁钢料道24入口位置处。
39.对照图2和图8,左右移动机构包括移动平台、线缆保护链6、直线导轨15、缓冲器
16、无杆气缸17和限位调整块18;直线导轨15和无杆气缸17安装在机架1上;两个缓冲器16通过l型支架分别安装在直线导轨15的两端;移动平台通过滑块安装在直线导轨15上;线缆保护链安装在机架1上并与移动平台连接;错位旋转机构通过立式支撑板框架14安装在左右移动机构的移动平台上,移动平台的移动范围能通过限位调整块进行微调。无杆气缸17实现载具水平错位,操作效率大大提升,有效降低生产成本。
40.在本技术的设备结构中,所述的磁钢装入机构通过设置产品到位传感器,用于检测料道产品是否进入就位位置,通过该产品到位传感器的信号反馈,夹持气缸和推入气缸会分别进行相应的工作。
41.本技术的设备在进行工作时,磁钢产品通过直振料道直接进入载具;产品进入载具后,产品到位传感器给出信号,夹持气缸夹持下一个磁钢产品,然后载具通过旋转伺服电机旋转30
°
进行下一个磁钢产品装载;移动平台可同时定位摆放两个载具,一处装载时,另一处人工将满载载具取下,同时摆放一个空载具等待装载。
42.所述的左右移动机构,通过产品到位传感器确定磁钢产品是否在载具内全部装夹到位。如果是全部装夹到位,所述左右移动机构进行运行,将满载载具移动别的位置等待人工取下,同时驱动一个空载具与磁钢上料机构的出料口对接等待装载。
43.所述的错位旋转机构的旋转伺服电机,通过plc控制系统及产品到位传感器的发出信号的反馈,进行一次的旋转运动。载具主体上设有若干磁钢料道,当某一个磁钢料道装载磁钢产品后,将载具主体进行旋转,对相邻下一个磁钢料道继续进行磁钢产品的装载操作。
44.本说明书所述的内容仅仅是对发明构思实现形式的列举,本发明的保护范围不应当被视为仅限于实施例所陈述的具体形式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1