一种环保型带钢连续退火系统的制作方法
1.本实用新型属于带钢热处理技术领域,具体涉及一种环保型带钢连续退火系统。
背景技术:
2.带钢热处理是提高质量的重要手段之一,对于高附加值品种带钢的生产尤为重要。退火炉运行过程中,由于燃烧器燃烧会产生一定量的烟气,目前,虽然通过采用低氮辐射管燃烧器等手段能将退火炉烟气中的nox含量控制在较低水平,但随着环保要求趋严等形势,目前大部分退火炉运行过程中的烟气nox含量仍不能满足排放要求。
技术实现要素:
3.本实用新型涉及一种环保型带钢连续退火系统,至少可解决现有技术的部分缺陷。
4.本实用新型涉及一种环保型带钢连续退火系统,包括退火炉,所述退火炉内布置有低氮辐射管燃烧器,所述退火炉的入口侧布置有电磁感应预热装置,所述退火炉的烟气管路上布置有催化脱硝装置。
5.作为实施方式之一,所述电磁感应预热装置包括感应加热器,所述感应加热器采用闭环式感应线圈并在该闭环式感应线圈的圈内形成带钢运行通道,所述感应加热器配置有平移驱动机构从而具有工作位和离线位。
6.作为实施方式之一,所述感应加热器的工作位入口侧或工作位出口侧布置有事故剪。
7.作为实施方式之一,工作位入口侧和工作位出口侧分别布置有辊架,所述辊架上布置有用于支撑带钢的托辊以及位于所述托辊正上方的压辊,所述压辊配置有压辊升降驱动单元,所述事故剪集成安装在对应侧的辊架上。
8.作为实施方式之一,该环保型带钢连续退火系统还包括皮带机,所述皮带机的皮带活动路径包括承料段,在所述承料段,皮带穿过所述感应加热器的感应加热腔并且位于所述带钢运行通道的正下方,以将带钢表面脱落的氧化铁皮自动清理出感应器腔体。
9.作为实施方式之一,所述催化脱硝装置包括通过烟气管道依次串接的脱氧器、催化脱硝器和脱碳器,所述脱氧器上设有煤气供管,所述催化脱硝器为scr脱硝器。
10.作为实施方式之一,所述脱碳器内设有脱碳催化剂,并且于所述脱碳器上设有供氧管。
11.作为实施方式之一,脱碳器出口侧的烟气管道上还布置有换热器,所述低氮辐射管燃烧器的介质供管与所述换热器连接。
12.本实用新型至少具有如下有益效果:
13.本实用新型提供的带钢连续退火系统,采用电磁感应预热+低氮辐射管燃烧式退火炉+催化脱硝的组合方式,能显著地减少退火炉烟气中的nox含量,保证系统的环保性;其中,采用电磁感应预热装置对带钢进行快速预热,一方面可降低退火炉内低氮辐射管燃烧
器的工作负荷,从而降低nox的生成排放,提高该带钢连续退火系统的环保性,另一方面,可以使带钢晶粒细化,可实现铁损和磁感的同步改善,并能提高后续退火热处理的效果,进一步提高带钢产品质量。
附图说明
14.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
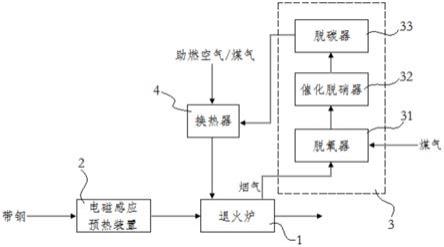
15.图1为本实用新型实施例提供的带钢连续退火系统的组成示意图;
16.图2为本实用新型实施例提供的电磁感应预热装置的结构示意图;
17.图3为本实用新型实施例提供的感应加热器的平移布置结构示意图。
具体实施方式
18.下面对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
19.如图1,本实用新型实施例提供一种环保型带钢连续退火系统,包括退火炉1,所述退火炉1内布置有低氮辐射管燃烧器,所述退火炉1的入口侧布置有电磁感应预热装置2,所述退火炉1的烟气管路上布置有催化脱硝装置3。
20.上述低氮辐射管燃烧器可采用本领域现有的辐射管燃烧器,采用分级燃烧、烟气卷吸和双行程换热方式实现燃烧器自身燃烧氮氧化物水平的最优控制和整体燃烧效率的提升。其中,优选地,烟气卷吸量控制在20~50%范围,目标炉温950℃范围内,可将nox排放指标控制在150mg/m3以下;双行程换热包含辐射管内一级换热和辐射管外二级换热,目标炉温950℃范围内,空气预热温度高(最高可达650℃),辐射管整体热效率可达65%~70%。在其中一个实施例中,低氮辐射管燃烧器可采用i型、u型、w型或p型、双p型中的一种或多种。
21.退火炉1运行过程中,可通过退火炉1辐射管加热段模型决策系统和燃烧优化控制系统实现炉段整体氮氧化物最低排放控制和整体效率最佳。具体地,模型决策系统以热工模型为基础,调用带钢温度跟踪、退火曲线优化、炉温设定值计算、自学习修正等功能模块,为燃烧优化控制模型提供稳态生产及动态状态下的工艺设定值。燃烧优化控制系统以模型决策系统计算的工艺设定值为目标,实现燃烧自动化、炉温、空燃比、炉压、排烟温度、低污染物排放等智能优化控制;其具体包括炉温控制单元模型和烟温炉压控制单元模型,炉温控制单元模型根据炉温控制单元炉温偏差、残氧检测值和在线热值仪检测值等自动计算空气和煤气流量设定值,形成煤气和空气阀调节设定值;烟温炉压控制单元模型根据压力、烟温和残氧在线检测值进行综合评估诊断,形成排烟风机和排烟阀开度设定值。
22.上述催化脱硝装置3用于对退火炉1所产生的烟气进行脱硝处理,保证退火炉1排烟的清洁度。该催化脱硝装置3可采用常规的nh3‑
scr工艺,但是该法占地面积广、流程长,
需要设置氨水储罐、氨蒸发、氨逃逸检测等设施,同时催化剂需要再生或者更换;也可采用活性焦或者活性炭一体化脱硫脱硝方式,可以实现硫资源化利用,但是其脱硝仍然需要喷氨或者借助于催化氧化,所得到的废液和吸附剂均需处理,同样涉及到化工长流程。考虑到该退火炉1的烟气量相比较小,so2、no的浓度相对较低,采用常规的nh3
‑
scr、活性焦活性炭纤维吸附法容易导致大马小车,且存在安全隐患和占地面积过大的问题,本实施例中,利用钢铁企业自身存在的煤气,基于该煤气所含有的各类还原剂(co、h2s、ch4、h2)实现no的催化还原,能够借助自身优势,扬长避短,实现污染物减排的良好技术经济性,具体根据环保指标需求,氮氧化物排放水平可以降低60~90%。
23.在其中一个实施例中,如图1,所述催化脱硝装置3包括通过烟气管道依次串接的脱氧器31、催化脱硝器32和脱碳器33,所述脱氧器31上设有煤气供管,所述催化脱硝器32为scr脱硝器。其中,在脱氧器31中,通入煤气与烟气混合,一方面可以使煤气预先与烟气中可能存在的氧气反应,保证后续脱硝反应的效率以及安全性,同时,通过煤气与烟气混合调节催化脱硝器32的入口烟气温度,使催化脱硝器32的入口烟气温度与脱硝催化剂的最佳反应温度适配,延长脱硝催化剂的使用寿命;另一方面,煤气与烟气预混合后再通入催化脱硝器32中,能提高催化脱硝的反应效率及脱硝完全度。上述催化脱硝器32采用碳氢作为还原剂形成hc/h2/co
‑
scr脱硝,利用烟气管道中残留的co和外配的煤气资源(co+h2)在有脱硝催化剂存在的情况下完成脱硝反应(co+no—n2+co2);脱硝催化剂可采用稀土、cu、rh、pd、pt类催化剂。上述脱碳器33主要用于将催化脱硝器32内残留的煤气成分去除,保证烟气能够达标排放;在其中一个实施例中,该脱碳器33采用催化脱碳方式,即所述脱碳器33内设有脱碳催化剂,并且于所述脱碳器33上设有供氧管;脱碳催化剂可采用贵金属(pt、pd)、稀土(ce)、过渡金属(cu、mn、fe)、钙钛矿类催化剂,该脱碳器33中的反应涉及co+o2=co2;ch
y
+o2=co2+h2o,h2+o2=h2o。
24.进一步优选地,如图1,脱碳器33出口侧的烟气管道上还布置有换热器4,用以与脱碳器33出口烟气进行换热,充分地利用该部分烟气余热,换热后的烟气可通过烟囱外排;优选地,可利用该部分烟气余热预热低氮辐射管燃烧器所用介质,例如助燃空气或煤气,即所述低氮辐射管燃烧器的介质供管与所述换热器4连接。
25.上述电磁感应预热装置2用于对带钢进行快速预热,一方面可降低退火炉1内低氮辐射管燃烧器的工作负荷,从而降低nox的生成排放,提高该带钢连续退火系统的环保性,另一方面,可以使带钢晶粒细化,可实现铁损和磁感的同步改善,并能提高后续退火热处理的效果,进一步提高带钢产品质量。
26.在其中一个实施例中,所述电磁感应预热装置2包括感应加热器21,所述感应加热器21采用闭环式感应线圈并在该闭环式感应线圈的圈内形成带钢运行通道,所述感应加热器21配置有平移驱动机构从而具有工作位和离线位。有别于常规的开口式线圈感应加热方式,本实施例中,采用闭环式感应线圈对带钢进行快速补热,加热效率及加热均匀性效果显著地得以提升,并且采用进出口侧铜屏蔽和感应器四周铝屏蔽实现封闭式磁场,运行安全性高。
27.基于上述感应加热器21可移动式设计方案,能有效地提高上述电磁感应预热装置2的工作灵活性和适用性;例如,对于退火温度较高等高附加值产品,可通过上述平移驱动机构将感应加热器21移至在线状态进行快速补热生产,对于无需快速补热的常规钢种产品
则可将感应加热器21移至离线状态,降低生产成本,避免常规钢种超高速度运行和板形等因素对感应加热器21产生的碰撞风险。
28.一般地,上述感应加热器21配置有槽路柜27,该槽路柜27与感应加热器21组成谐振系统;作为优选方案,所述槽路柜27并柜布置于所述感应加热器21的顶部,能够简化电磁感应预热装置2的设备布局,一方面减少装置占地面积,另一方面,在感应加热器21设计为可移动的情况下,上述并柜设计方案使槽路柜27与感应加热器21随动,保证二者之间连接可靠性,从而保证感应加热工作的稳定性和可靠性。
29.一般地,上述感应加热器21配置有电源单元。可选地,该电源单元包括进线整流柜和逆变柜,三相电流经整流器整流、滤波器滤波后,成为平滑直流电送到逆变器,逆变器将直流电转变成较高频率的交流电供给上述谐振系统。优选地,上述进线整流柜与逆变柜并柜设计并且布置在机组传动侧。对于感应加热器21与电源单元之间的连接,二者之间的连接线缆可在拖链28中布线。
30.在可选的实施例中,如图3,上述平移驱动机构包括平移轨道29,上述感应加热器21滑动设置在该平移轨道29上,通过电机驱动或气缸推拉驱动等方式均能实现感应加热器21的平移;进一步可在平移轨道29旁布置在线位置检测器件和离线位置检测器件(例如光电开关等),以保证感应加热器21所处状态的准确性。
31.基于上述闭环式感应线圈的结构,在带钢在线状况下感应加热器21无法直接移出生产线,在事故状况下(例如感应加热器21故障)或带钢无需进行补热(此时感应加热器21占用系统空间,无法合理利用此区域进行剪带取料等辅助生产)等工况下,不利于系统的正常运行。本实施例中,如图2,优选地,所述感应加热器21的工作位入口侧或工作位出口侧布置有事故剪25,通过事故剪25与感应加热器21可移动式结构配合,可使上述采用闭环式感应线圈的电磁感应预热装置2达到开口式电磁感应预热装置2的实时上下线效果;具体地,感应加热器21处于工作位时,当接收到感应加热器21离线指令后,事故剪25启动将带钢剪断,并确保感应加热器21内无带钢,使感应加热器21移至离线位;感应加热器21处于离线位时,当接收到感应加热器21在线指令后,事故剪25启动将带钢剪断,并确保工作位区域无带钢,使感应加热器21移至在线位。
32.在其中一个实施例中,如图2,工作位入口侧和工作位出口侧分别布置有辊架23,所述辊架23上布置有用于支撑带钢的托辊(已图示,未标注),通过两组托辊支撑起带钢,限定出带钢的运行高度,例如使带钢处于上述感应加热腔的中心高度,避免带钢与感应加热腔的底部或顶部产生接触或碰撞。上述事故剪25优选为与对应侧的辊架23集成安装,使产线布局紧凑化,减少设备数量和占用空间;在其中一个实施例中,上述辊架23安装在事故剪25的机架上,或者采用整体式机架,在该整体式机架上布置事故剪25组件和上述的托辊。
33.其中,上述事故剪25优选为布置在工作位出口侧,在剪切完带钢后,使带钢倒带的方式退出感应加热器21,操作更为可靠。
34.进一步地,所述辊架23上还布置有压辊(已图示,未标注),所述压辊位于对应侧的托辊上方并且配置有升降驱动单元;该升降驱动单元可采用气缸、液压缸等直线驱动设备。通过配置压辊,托辊与压辊配合可提高带钢运行平稳性以及约束带钢板形,避免带钢撞击感应加热器21腔体,在进行带钢带头带尾穿带过程中可实现合理输送,避免带头带尾翘头或搭头等导致带钢卡住的情况;同时考虑到带钢断带、倒带等特殊工况,在遇到断带、倒带
和急停信号时,压辊压下可缓解带钢对感应加热器21的冲击。
35.进一步优选地,可在其中一辊架23上设置辅助导板,该辅助导板铰接于该辊架23的靠近另一辊架23的一侧并且连接有驱动其上下摆动的导板驱动单元(例如采用气缸或液压缸),当感应加热器21处于工作位时,该辅助导板摆下;当感应加热器21处于离线位时,该辅助导板可以摆上以便于辅助完成带钢穿带以及带尾运行。
36.可选地,如图2,在感应加热器21的工作位入口侧还可布置夹送辊24,以便于穿带及正常生产时带钢的稳定运行。工作位入口侧的辊架23可集成安装在该夹送辊24上。
37.可选地,如图2,在上述事故剪25机架上还布置有吹扫装置26,可实现保护吹扫,凡遇到倒带、断带和机组停机等信号,该吹扫装置26将自动启动进行吹扫,直至机组正常跑带,以避免产线上的液体反流影响感应加热器21的正常运行。
38.在可选的实施例中,如图2,上述电磁感应预热装置2还包括皮带机,所述皮带机的皮带221活动路径包括承料段,在该承料段,皮带221穿过感应加热腔并且位于带钢运行通道的正下方。通过配置皮带机,皮带221穿过感应加热腔并且位于带钢运行通道的正下方,能将带钢表面自然脱落的氧化铁皮迅速带出感应加热腔,避免氧化铁皮滞留在磁场内持续发热而损坏腔体绝缘材料等器件甚至对感应线圈造成伤害,以及避免造成电能损耗,保证感应加热器21的工作可靠性,提高感应加热器21的使用寿命,可减少或取消带钢机械破鳞设备。
39.可以理解地,上述承料段中,皮带221运行方向与带钢运行方向是平行的,以保证皮带221能可靠地、完全地承接带钢表面脱落的氧化铁皮。上述皮带221的宽度宜大于所生产钢种的最大带宽,以便适用于不同钢种的生产需求。
40.进一步优选地,如图2,所述皮带机包括沿带钢运行方向分列于所述感应加热器21两侧的两组皮带转向辊223,并由两组皮带转向辊223限定出所述承料段。该两组皮带转向辊223一方面保证承料段内皮带221的张紧度,避免皮带221产生跳动等情况而使氧化铁皮洒落,另一方面,使皮带221转向而便于所承接的氧化铁皮的去除。
41.进一步优选地,如图2,所述皮带机还包括沿带钢运行方向分列于所述感应加热器21两侧的两组刮板222,所述刮板222位于对应侧的皮带转向辊223的下方并且与皮带221的承料面接触。通过刮板222可使皮带221表面的氧化铁皮清除干净,避免氧化铁皮粘结在皮带221的承料面和背面(皮带221卷取过程中,某一段皮带221上的氧化铁皮可能粘结在相邻的皮带221背面上)。进一步地,可在刮板222上设置吸附腔并在刮板222的刀头处设置吸附槽,通过在吸附腔内产生负压抽吸作用,将刮落的氧化铁皮经由吸附槽吸走,保证刮板222的持续工作,避免氧化铁皮掉落至下方的皮带221卷取工位处。
42.上述皮带机可采用皮带221循环运转等方式保证工作可持续性;在另外的实施例中,如图2,所述皮带机包括沿带钢运行方向分列于所述感应加热器21两侧的两组皮带卷放单元224,所述皮带卷放单元224布置于对应侧的皮带转向辊223的下方,皮带221的两端分别卷绕于两组皮带卷放单元224中。对于上述设置刮板222的方案,皮带卷放单元224可布置于对应侧的刮板222的下方。该皮带卷放单元224可采用卷取曲轴和卷取电机配合的结构;具体地,感应加热器21入口侧的皮带卷放单元224和感应加热器21出口侧的皮带卷放单元224采用周期性投入运转模式,入口侧卷取电机运转过程中,出口侧的卷曲曲轴处于自由状态进行皮带221的自动输送;待出口侧卷曲曲轴皮带221到达规定皮带221位置后,出口侧卷
取电机投入运行,入口侧卷曲电机停止运行,入口侧卷曲曲轴处于自由状态进行皮带221的自动输送,皮带221进行反向输送运转。
43.在可选的实施例中,在上述承料段的横向两侧可分别设置挡料板,该挡料板可采用板面平行于竖向的直板,皮带221的两侧边缘分别与对应侧的挡料板的板面贴触;或者该挡料板采用l形板,包括板面平行于竖向的第一板体和板面平行于水平向的第二板体,皮带221的两侧边缘分别与对应侧的第一板体的板面贴触,皮带221的背面/底部带面与第二板体的上板面贴触。上述挡料板不仅能较好地将氧化铁皮挡落至皮带221上,而且能对皮带221的运行进行导向,提高皮带221运行稳定性;其中尤以采用l形的挡料板效果更佳,皮带221运行稳定性更好。在上述设置有支撑层的方案中,挡料板可固定在支撑层上,例如与支撑层一体成型。
44.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1