一种带孔金属件的压铸模具的制作方法
1.本实用新型涉及压铸模具,具体公开了一种带孔金属件的压铸模具。
背景技术:
2.压铸是一种金属铸造工艺,其特点是利用模具内腔对融化的金属施加高压,加工过程与注塑成型类似。压铸模具是铸造金属零部件的一种工具,在专用的压铸模锻机上完成压铸工艺的工具,能够加工获得与压铸型腔匹配的金属件。
3.现有技术中,对法兰等带孔的金属件进行生产时,需要压铸模具配备有对应的插杆用于形成通可供,合模时,插杆插入压铸型腔中,开模时插杆脱离压铸型腔为脱料让位,对于具有凸缘的法兰或者其他孔结构位于较低位置的金属件,开模需要经过较大的行程,压铸模具的占用空间大。
技术实现要素:
4.基于此,有必要针对现有技术问题,提供一种带孔金属件的压铸模具,能够压铸形成带孔的金属件,且开模所需的行程小,能够有效节省空间。
5.为解决现有技术问题,本实用新型公开一种带孔金属件的压铸模具,包括上垫板、上模块、下模板、下模座和下垫板,上垫板和上模块中设有浇铸通道,上垫板的底部固定有导柱,上垫板下通过第一弹簧连接有预压板,预压板中设有升降孔,上模块滑动连接于升降孔中,预压板上设有导孔,导柱滑动连接于导孔中,预压板的底部固定有两个斜杆,上模块的底部固定有2n个推杆,n为正整数;
6.下模板的中心上固定有位于上模块正下方的圆柱模芯块,圆柱模芯块的两侧均设有一平移块,下模板上设有两个滑槽,滑槽为t型槽或燕尾槽,平移块的底部固定有滑块,滑块滑动连接于滑槽中,平移块中设有定位斜孔,斜杆滑动连接于定位斜孔中,平移块靠近圆柱模芯块的一侧上设有下半模腔,下半模腔包括上下连接的第一半圆腔和第二半圆腔,圆柱模芯块、第一半圆腔和第二半圆腔具有共同的轴心,第一半圆腔的半径小于第二半圆腔的半径,平移块上设有n个孔成型机构;
7.孔成型机构包括连接于第二半圆腔上的成型插孔,推杆可插入成型插孔中,成型插孔的一侧垂直连接有升降腔,升降腔的底部连接有弹簧腔,成型插孔中滑动连接有孔成型杆,升降腔中滑动连接有横板,弹簧腔中设有第二弹簧,横板固定连接于孔成型杆的一侧,第二弹簧的两端连接横板和弹簧腔的腔底。
8.进一步的,导柱的底端固定有限位板,导孔的底部连接有限位腔,限位板滑动连接于限位腔中。
9.进一步的,上模块的底部设有上模腔。
10.进一步的,下模座中设有顶料腔,顶料腔中滑动连接有顶料板,顶料板上固定有顶针,顶料板与升降腔之间连接有第三弹簧,圆柱模芯块中设有顶料孔,顶针滑动连接于顶料孔中。
11.进一步的,下垫板中设有通孔,顶料板的底部固定有滑动连接于通孔中的导向块。
12.本实用新型的有益效果为:本实用新型公开一种带孔金属件的压铸模具,设置有特殊的孔成型机构,合模时推杆推动孔成型杆到第二半圆腔中,能够压铸形成带孔的金属件,开模时,推杆只需较小的行程便能够脱离平移块实现让位,且孔成型杆能够有效脱离第二半圆腔,开模动作稳定可靠,同时能够有效节省空间和能源,从而降低生产成本;推杆脱离成型通孔后解除对平移块的限位,在斜杆的作用下,平移块能够顺利平移离开圆柱模芯块,金属件能够与下半模腔实现可靠的分离,可有效方便实现脱料。
附图说明
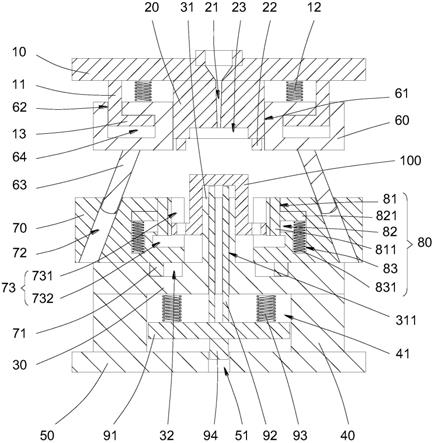
13.图1为本实用新型预压时的内部结构示意图。
14.图2为本实用新型压铸时的内部结构示意图。
15.图3为本实用新型开模顶料时的立体结构示意图。
16.附图标记为:上垫板10、导柱11、第一弹簧12、限位板13、上模块20、浇铸通道21、推杆22、上模腔23、下模板30、圆柱模芯块31、顶料孔311、滑槽32、下模座40、顶料腔41、下垫板50、通孔51、预压板60、升降孔61、导孔62、斜杆63、限位腔64、平移块70、滑块71、定位斜孔72、下半模腔73、第一半圆腔731、第二半圆腔732、孔成型机构80、成型插孔81、孔成型杆811、升降腔82、横板821、弹簧腔83、第二弹簧831、顶料板91、顶针92、第三弹簧93、导向块94、金属件100。
具体实施方式
17.为能进一步了解本实用新型的特征、技术手段以及所达到的具体目的、功能,下面结合附图与具体实施方式对本实用新型作进一步详细描述。
18.参考图1至图3。
19.本实用新型实施例公开一种带孔金属件的压铸模具,包括从上至下依次设置的上垫板10、上模块20、下模板30、下模座40和下垫板50,上垫板10和上模块20中设有同一浇铸通道21,上垫板10的底部固定有导柱11,上垫板10下通过第一弹簧12连接有预压板60,预压板60中设有升降孔61,上模块20滑动连接于升降孔61中,预压板60上设有导孔62,导柱11滑动连接于导孔62中,能够有效开合模动作的稳定性,预压板60的底部固定有两个斜杆63,各个斜杆63均从上至下远离上模块20倾斜,上模块20的底部固定有2n个推杆22,n为正整数;
20.下模板30的中心位置上固定有位于上模块20正下方的圆柱模芯块31,圆柱模芯块31的相对两侧均设有一平移块70,下模板30上设有两个滑槽32,滑槽32为t型槽或燕尾槽,每个平移块70的底部均固定有一滑块71,滑块71滑动连接于滑槽32中,滑块71与滑槽32的形状匹配,即滑块71为t型滑块71或燕尾形状的滑块71,通过滑槽32能够有效限制滑块71的位置,从而有效确保平移块70只能实现平移运动而不会发生升降运动,可有效确保其开模脱料动作的可靠性,每个平移块70中均设有一与斜杆63平行的定位斜孔72,斜杆63滑动连接于定位斜孔72中,每个平移块70靠近圆柱模芯块31的一侧上均设有一下半模腔73,两个下半模腔73拼接后能够形成完整的型腔结构,下半模腔73包括上下连接的第一半圆腔731和第二半圆腔732,第一半圆腔731和第二半圆腔732均为半圆柱状的空腔结构,第一半圆腔731连接于第二半圆腔732的顶部,圆柱模芯块31、第一半圆腔731和第二半圆腔732具有共
同的轴心,第一半圆腔731的半径小于第二半圆腔732的半径,每个平移块70上均设有n个孔成型机构80;
21.孔成型机构80包括连接于第二半圆腔732上的成型插孔81,成型插孔81竖直贯穿平移块70的顶面,各个推杆22可对应插入各个成型插孔81中,合模时,各个推杆22分别插入各个成型插孔81中,成型插孔81的一侧垂直连接有升降腔82,升降腔82的底部连接有弹簧腔83,成型插孔81中滑动连接有孔成型杆811,升降腔82中滑动连接有横板821,弹簧腔83中设有竖直伸缩的第二弹簧831,横板821固定连接于孔成型杆811的一侧,第二弹簧831的两端连接横板821和弹簧腔83的腔底。
22.推杆22的深度最小可设置为与第二半圆腔732的深度相同,可有效缩短推杆22为平移块70让位所需通过的行程。
23.本实用新型的工作过程为:进行合模预压时,如图1所示,预压板60紧贴于平移块70上,斜杆63通过定位斜孔72驱动平移块70紧贴于圆柱模芯块31的侧面,两个下半模腔73拼接后配合圆柱模芯块31形成压铸型腔,通过浇铸通道21向压铸型腔中注入金属液;进行压铸时,如图2所示,压力机驱动上垫板10继续下降,上模块20进一步靠近圆柱模芯块31下降,从而对压铸型腔中的金属液进行挤压,与此同时,推杆22插入成型插孔81中,将孔成型杆811推入第二半圆腔732中进行整形,冷却成型后获得金属件100;开模时,上垫板10逐渐远离下垫板50上升,上模块20脱离圆柱模芯块31,推杆22松开孔成型杆811并脱离成型插孔81为后续平移块70的运动让位,避免推杆22阻挡平移块70运动,在第二弹簧831的作用下通过横板821驱动孔成型杆811上升复位,从而脱离第二半圆腔732,避免孔成型杆811阻挡金属件100脱离下半模腔73,开模所需的行程较小,能有效提高开合模动作的稳定性,并且能够缩减模具的占用空间;如图3所示,上垫板10继续上升的过程中,预压板60远离平移块70上升,斜杆63通过定位斜孔72驱动平移块70远离圆柱模芯块31平移运动,从而令金属件100脱离两个下半模腔73。
24.在本实施例中,每个导柱11的底端均固定有一限位板13,每个导孔62的底部均连接有一限位腔64,限位板13滑动连接于限位腔64中,无论是开模或合模,第一弹簧12始终处于压紧状态,开模时,上垫板10上升直至限位板13到达限位腔64的顶部,上垫板10能够通过限位板13直接拉提预压板60克服第一弹簧12的弹力远离平移块70上升,确保开模动作稳定可靠。
25.在本实施例中,上模块20的底部设有上模腔23,合模压铸时,上模腔23盖于两个下半模腔73上,上模腔23连接第一半圆腔731,上模腔23以及两个下半模腔73拼接后配合圆柱模芯块31所形成的压铸型腔能够有效形成盖状结构。
26.基于上述实施例,下模座40中设有顶料腔41,顶料腔41中滑动连接有顶料板91,顶料板91上固定有顶针92,顶料板91与升降腔82之间连接有竖直设置的第三弹簧93,圆柱模芯块31中设有顶料孔311,顶料孔311同时贯穿下模板30,顶针92滑动连接于顶料孔311中,在开模后,外界的顶出动力机构驱动顶料板91上升,从而将金属件100顶出实现脱料,脱料方便,且安全可靠。
27.在本实施例中,下垫板50中设有通孔51,顶料板91的底部固定有滑动连接于通孔51中的导向块94,能够有效提高脱料顶出动作的稳定性。
28.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,
但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1