用于工件表面处理的同轴粉末喷嘴顶头模块的制作方法
1.本实用新型涉及一种用于工件表面处理、尤其是用于利用激光束进行工件表面处理的同轴粉末喷嘴的同轴粉末喷嘴顶头模块。本实用新型还涉及具有该同轴粉末喷嘴顶头模块的同轴粉末喷嘴。
背景技术:
2.术语“表面处理”应尽量取广义概念,例如包括借助激光照射的弥散、冶金、涂布和增材制造的工艺(又称为激光堆焊或激光生成)。这些工艺可用于借助填料对部件进行边层处理、修复和增材制造。在此情形下,利用激光束在部件表面上形成熔池,借助输送气体通过粉末喷嘴将固态的或已经熔融的液态的粉末状填料注入到熔池中。通过将部件相对于激光束移动,在部件表面上创建经由连接区与基材融合的一层。此外,在基材中创建热影响区。粉末供给在该过程中起到重要作用。实质上,供给粉末的三种可行方案之间存在区别。第一种可行方案是侧面粉末供给,其中粉末仅从一侧以一定角度注入到熔池中。在第二种可行方案中,粉末通过定位于激光束周围的多个分束注入。另外,还已知同轴粉末供给,其中粉末以一定角度呈环形注入到熔池中。与侧面系统相比,同轴粉末喷嘴系统的优势在于,平面内的处理结果与方向的相关性更小。这就表明,也能使用增材制造来制造3d部件。与使用侧面粉末供给系统相比,使用同轴粉末喷嘴系统还可实现显著更高的粉末效率。这里,粉末效率表示可供熔池使用的粉末量与所施加的粉末量的比率。
3.在现有技术中,已知两种用于由填料制层的变型方法:
4.首先,借助粉末供给机构将固体粉末供送到熔池中。通过照射激光束使熔池保持在液态。固体粉末进入熔池区域并在此被激光熔化。如果此时将部件相对于激光和粉末供给机构移动,则熔池会移出激光影响区域并固化。一部分照射激光能量应用于熔化基材,从而在基材与填料之间建立冶金连接。这样还会创建热影响区。因此,填料与部件材料的混合取决于激光的功率。利用本文所述的方法,部件相对于激光束的处理速度,即进给速度,通常能够达到0.2m/min至2m/min。目前达到的最高处理速度为20m/min。
5.其次,由德国专利文献de 10 2011 100 456 a1公布的所谓的ehla工艺。利用ehla工艺,通过将至少一种填料以完全熔融的形式供给到待处理表面上的熔池中,能够显著提高可达到的处理速度。为此,最初呈粉末形式的填料借助激光束在距熔池大于零的距离处熔化,然后以液态形式供送到熔池。可以通过相同的激光束完成在距熔池一定距离处熔化粉末以及加热并熔化基材。照射到熔池上的激光束还作用于使填料在距熔池的指定距离处熔化。
6.因填料呈液态供送到熔池,故无需花费时间来熔化熔池中粉末颗粒。这又会减少形成层所需的时间,由此能够显著提高处理速度。如果粉末在进入熔池之前注入到熔池上方的激光束中,则粉末颗粒在激光束中的停留时间远长于仅在熔池中由激光束辐照填料的时间。高强度的激光照射缩短了熔化粉末状填料颗粒所需的时间。一方面可以通过提高激光功率来提高激光照射强度,而另一方面也可以通过减小射束面积来提高激光照射强度。
材料熔化的区域是这样的区域,即在该区域中,通过聚焦射束的强度足以使粉末颗粒在进入激光束的时间内熔化。该区域也可以在激光束焦点之前和/或之后沿激光束的光轴方向延伸。优选地,粉末状填料作为束流注入到激光束中。这时,可以通过气体束运送粉末。特别优选的是,粉末束聚焦到小区域内。基本上全部粉末颗粒就都经过这一小区域。这样的聚焦例如可以通过借助同轴粉末喷嘴产生粉末束来实现。如此聚焦的粉末束具有锥体形状,其中,该锥体的锥尖恰好是该粉末束所聚焦的那一区域。在这样的布置中,激光束和粉末气体束可以彼此同轴延伸。于是,颗粒在基材上方聚焦到上述粉末聚焦区域,在此处与激光照射相互作用,以自此处撞击到熔池上。这时,填料则呈液态。
7.有利的是,为了降低实现同轴粉末喷嘴的成本,由内部部分和外部部分拼装喷嘴。在此情形下,可能在内部部分与外部部分之间形成粉末腔室和/或环状间隙。粉末腔室就用于在激光束周围产生均匀且同轴的粉末气云。通过内部部分与外部部分的两件式设计,腔室和环状间隙的尺寸可以有所变化。通过改变腔室和 /或环状间隙的尺寸,可以影响粉末气体混合物的流动或各颗粒速度。这样喷嘴就能以最优方式用于不同的粉末气体混合物和/或不同的粉末粒度。
8.在某些情况下,粉末气体混合物在腔室中且尤其是在环状间隙中流动可能易感地取决于环状间隙和腔室的几何尺寸。如果在内部部分与外部部分之间形成环状间隙和腔室,则可以通过内部部分与外部部分相对于彼此的微调来影响流动。这种微调的必要性在于,根据现有技术,内部部分和外部部分主要是用较粗的螺丝而螺接在一起。此外,可以补偿内部部分和外部部分中的微小制造误差。此外,可以针对不同的粉末气体混合物流量进行微调而优化喷嘴和腔室。粉末气体混合物可以具有不同的气体中粉末浓度、气体体积流量以及不同的粉末粒度。这也需要通过微调喷嘴的内部部分与外部部分之间的距离来调适腔室和环状间隙的几何尺寸。这样也能影响无助于层形成的部分,即影响所谓的喷溅。
9.为此,就某些术语作出解释:
10.在本文中,激光照射强度定义为激光功率与垂直于光束光轴的光束横截面积之商。
11.在本文中,同轴粉末喷嘴应理解为用于供送粉末状材料和激光束的喷嘴,其中,激光束与粉末束彼此同轴延伸,即具有相同的束轴。
12.在本文中,“喷溅”是指部分喷涂粉末未达到工件上预期部位。在此情形下,这种粉末可能逸出到环境中或到达激光迹宽之外的工件表面上,从而无助于构造期望的层。
13.如果喷嘴因热应力或机械应力而受到损伤,则必须相应地更换组件。对此,存在不同的解决方案:更换整个喷嘴,或者更换具有相应两个锥形顶头的喷嘴的下部。出于成本原因,第二种解决方案更为优选。一般而言,这些喷嘴顶头经由螺纹附接。由于喷嘴顶头具有制造公差,无法一成不变地制造喷嘴顶头,且螺纹间具有游隙,这就导致所得的粉末气体束例如在粉末束焦点大小、粉末分布对称性和/或喷溅方面存在偏差。在激光堆焊过程中,这些偏差可能导致明显的质量损失(粉末利用率较低,产生的涂层厚度不足)。通过在更换顶头后繁复地调节喷嘴,可以解决这一问题。这会导致大量过程中断,这对于批量生产而言尤为不理想。目前,通过调节螺丝使两个锥形喷嘴顶头彼此对准。在此情形下,利用现有的游隙来调整两锥之间的间隙,从而形成均匀且对称的粉末束。终端用户一般无法执行这种调节。其他解决方案提供了通过螺丝来更换喷嘴顶头,其中粉末气体束质量的偏差可接受。执
行ehla工艺需要又高又均匀的粉末气体束质量,因此这些喷嘴仅在十分有限的程度上适用于ehla工艺。
技术实现要素:
14.本实用新型的目的是提供一种用于对工件进行表面处理、尤其是用于借助激光束对工件进行表面处理且尤其是用于根据ehla工艺进行激光堆焊的同轴粉末喷嘴的同轴粉末喷嘴顶头模块,其可由终端用户更换,从而与现有技术相比,尽量减少更换工作量,尤其是尽量减少过程中必要的中断。本实用新型用以达成上述目的的解决方案为同轴粉末喷嘴顶头模块。该同轴粉末喷嘴顶头模块的有利拓展方案参阅下文。本实用新型的另一目的是提供一种具有同轴粉末喷嘴顶头模块的同轴粉末喷嘴。本实用新型用以达成上述目的的解决方案为同轴粉末喷嘴。该同轴粉末喷嘴的有利拓展方案参阅下文。
15.本实用新型的同轴粉末喷嘴顶头模块具有内部部分和外部部分,并适合于借助激光照射进行工件表面处理。内部部分与外部部分之间存在使粉末气体混合物流过的环状间隙,该环状间隙与激光照射的传播轴同轴布置。该同轴粉末喷嘴顶头模块的特征在于其通过相应的形状公差和轴承公差以预组装的方式构造,呈准整体构型。
16.对此,就某些术语作出解释:
17.在用于将粉末状材料和激光束供送到工件表面上处理部位的粉末喷嘴的模块化结构中,同轴粉末喷嘴顶头模块应理解为代表粉末喷嘴顶头的模块,其中,激光束与粉末束彼此同轴延伸,即具有相同的束轴。
18.同轴粉末喷嘴顶头模块的内部部分是包括激光照射的传播轴作为模块中心轴的部分。该内部部分具有可供激光束穿过的孔道。
19.同轴粉末喷嘴顶头模块的外部部分是包围同轴粉末喷嘴顶头模块的内部部分的部分。
20.在本文中,工件表面处理应理解为处理工件的表面。这里,可以在材料施加、材料降解或者材料涂敷、材料去除时或中性方式完成处理。
21.激光照射应理解为电磁波,其中,激光束的特征在于高强度、极窄频率范围、清晰射束聚焦和较长相干长度。
22.在本文中,表述“终端用户”应理解为具有根据本实用新型的同轴粉末喷嘴顶头模块的工件表面处理系统的操作者。终端用户处理工件并使用该系统作为操作结构,一般既缺乏专业知识也无法在技术上设置同轴粉末喷嘴顶头模块。
23.在本文中,术语“准整体”应理解为同轴粉末喷嘴顶头模块具有预组装的内锥和外锥,其中,在内锥与外锥之间构造有环状间隙,在该环状间隙中可形成粉末气体流动。
24.准整体的粉末喷嘴顶头模块通过相应的形状公差和轴承公差以预组装的方式构造,并且无需手动调节就能轻松更换。终端用户可以进行这种更换,因为不必进行任何设置。可以在短时间内进行更换,这样也能尽量减少过程中必要的中断。即使更换同轴粉末喷嘴顶头模块后,粉末气体束的质量在粉末颗粒密度分布和粉末气体束的均匀性方面也保持不变,这样也能确保表面处理的质量保持不变。如果在处理某种填料时粉末状气体束的流动通道需要特殊的表面质量,则可以设置一定的流动通道表面质量,例如以使粉末气体束具有高度精确的聚焦性,甚至在更换同轴粉末喷嘴顶头模块后也能保持这一质量。同样,根
据应用情况,可设置并保持期望的耐磨性。再者,根据填料,例如根据粒度分布和/或粉末质量流,可设置并保持适用的间隙尺度。此外,粉末气体束的质量可以借助测量仪器来定量地描述和认证,例如参阅德国专利文献de 10 2011 009 345 b3。
25.在一有利实施方式中,同轴粉末喷嘴顶头模块在其后侧上具有带孔的孔圆图案,能导引粉末气体混合物穿过该孔圆图案,其中,孔圆图案为圆环,该圆环的内径由朝向激光照射的传播轴的孔边处的切线形成,该圆环的外径由背离激光照射的传播轴的孔边处的切线形成,且其中,该圆环具有桥接面积,其中,该桥接面积至多占圆环总面积的61%。这里,同轴粉末喷嘴顶头模块的后侧是与顶头相对的一侧,并从而是在操作中与待处理工件表面相对的一侧。粉末气体混合物形式的填料可以穿过这些孔导向待加工工件表面的方向。由于桥接面积至多占圆环总面积的61%,因此能够确保将填料在圆周上均匀分布地引入到同轴喷嘴顶头模块中,由此填料可以在圆周上均匀分布地熔化,从而提高表面处理的质量。这些孔可以设计为埋头圆孔或非埋头圆孔,或也可以替代地设计为长孔,其中,长孔的孔边可以设计为折边或非折边。
26.在另一有利实施方式中,形成孔圆图案的孔呈锥形设计,其中,该孔的直径向顶头的方向渐缩。这样进一步提高表面处理的质量。
27.经证实特别有利的是,同轴粉末喷嘴顶头模块具有在环状间隙中环绕的模块腔室,其中,该模块腔室形成环状间隙的后端并布置成使得形成孔圆图案的孔通入其中。这样进一步匀化经由孔圆图案的孔供给的填料的分布,由此进一步提高表面处理的质量。
28.在又一有利实施方式中,外部部分在其朝向同轴粉末喷嘴顶头模块的后侧的一侧上具有第二凸缘,其中,内部部分在其朝向同轴粉末喷嘴顶头模块的后侧的一侧上也形成第一凸缘,且其中,外部部分的第二凸缘和内部部分的第一凸缘在组装状态下彼此相向,其中,第一凸缘与第二凸缘之间能组装有间隔环。它们可经由内部部分的第一凸缘和外部部分的第二凸缘彼此建立作用性连接。第一凸缘和第二凸缘在组装状态下可以彼此错置。另外,也可以在两个凸缘之间嵌入间隔环。通过不同厚度的间隔环,即在激光照射传播轴的方向上具有不同材料厚度的间隔环,内部部分与外部部分之间的环状间隙可在间隙尺度、即间隙高度上有所变化。间隙尺度取决于填料,本例中主要取决于粒度分布和期望的粉末质量流。通过使用不同材料厚度的间隔环,可制造出最适用于所用粉末质量流的同轴粉末喷嘴模块。
29.此外,经证实有利的是,形成环状间隙的内部部分的外表面和/或述外部部分的内表面具有至少500hv0.3的表面硬度。所用的填料可以具有磨蚀作用。填料呈现为粉末形式,并借助气流高速穿过环状间隙,从而更加增强磨蚀作用。因此,有利的是保护形成环状间隙表面的那些面的措施。这里,这类措施可以考虑所有已知的表面保护措施,例如硬化和/或表面涂布。
30.在一有利实施方式中,内部部分具有沿激光照射的传播轴居中布置的锥形孔道,其中,该锥形朝向顶头渐缩。可以引导用于表面处理的激光束穿过该孔道。
31.此外,经证实有利的是,外部部分在其内表面上形成朝向顶头渐缩的锥面。
32.在另一有利实施方式中,内部部分在其外表面上形成朝向顶头渐缩的锥面。
33.在一实施方式中,环状间隙自模块腔室至顶头具有恒定的间隙尺度。
34.在一替代实施方式中,环状间隙自模块腔室至顶头渐缩。
35.有利的是,可以根据所用的填料、其粒度、所用的粉末气体混合物的组成以及所需的体积流,使用具有恒定的间隙高度或向顶头方向变化(即减小或增大) 的间隙高度的环状间隙。
36.在另一有利实施方式中,外部部分具有自后侧向顶头渐缩的外锥。由于激光束在操作中聚焦在待处理工件表面之上或正上方,因此孔道可以渐成锥形,由此整个同轴粉末喷嘴顶头模块可以朝其顶头渐成锥形,这在处理狭窄几何形状方面以及处理所需质量的同轴粉末喷嘴顶头模块方面具备优势。这一点有利于使粉末喷嘴可移动的动力。
37.根据本实用新型的同轴粉末喷嘴的特征在于,其具有同轴粉末喷嘴顶头模块和同轴粉末喷嘴基体,其中,同轴粉末喷嘴顶头模块布置在同轴粉末喷嘴基体的朝向待处理工件表面的一侧上。
38.在一有利实施方式中,同轴粉末喷嘴基体具有至少一个粉末供给管路和环绕的基体腔室,其中,至少一个粉末供给管路通入基体腔室中,并且基体腔室形成与激光照射的传播轴同轴的环室,其中,该环室的至少一个周壁朝向顶头渐成锥形,且其中,基体腔室朝向同轴粉末喷嘴顶头模块形成开口环面,其中,该开口环面在组装状态下覆盖同轴粉末喷嘴顶头模块的孔圆图案。将填料经由至少一个粉末供给管路供送到同轴粉末喷嘴,并经由基体腔室在圆周方向上分布。填料从基体腔室穿过同轴粉末喷嘴顶头模块的孔圆图案上的孔进入环状间隙,从而进一步优化其在圆周方向上的分布。
39.此外,经证实有利的是,同轴粉末喷嘴基体具有主动冷却机构。粉末喷嘴因靠近待处理工件表面而在操作中发热。主动冷却机构可以例如是液冷机构,其中,冷却液在环绕的通道中流过粉末喷嘴基体并导走多余的热量。
40.同轴粉末喷嘴可以作为组合喷嘴用于激光堆焊以及无需填料的纯焊。
41.下面,就某些术语作出解释:
42.在本文中,粉末气体混合物应理解为将所供给的粉末状填料与载气的混合物。载气用于输送填料,并通常为惰性气体,该惰性气体可防止或尽量减少氧气与变热的填料或基材相接触。
43.孔圆图案或孔圆应理解为多孔布置,其中,这些孔的中点布置在垂直于孔中轴线的平面内的圆上。
44.在本文中,桥接面积应理解为包括位于孔圆上两个相邻孔之间的桥接段的面积。这里,该桥接段的一侧由两个相邻孔的孔边形成,另一侧由朝向激光照射的传播轴的孔边处的切线形成,或者由背离激光照射的传播轴的孔边处的切线形成。
45.同轴粉末喷嘴顶头模块的后侧是与顶头相对的一侧,从而是该同轴粉末喷嘴顶头模块在操作中与待处理工件表面相对的一侧。换而言之,同轴粉末喷嘴顶头模块的后侧是同轴粉末喷嘴顶头模块的朝向粉末喷嘴基体的一侧。
46.一般应当指出,在本文献的范围内,不定数量词“一个”、“两个”等不应理解为“正好一个”、“正好两个”等,而应理解为不定冠词。因此,“一个
…”
、“两个
…”
等类型的陈述应理解为“至少一个
…”
、“至少两个
…”
等,除非其基于各自上下文表明仅意指“正好一个”、“正好两个”等。
47.在本专利申请的范围内,表述“尤其是”应通篇理解为该表述引入任选的优选特征。该表述既不应理解为“确实”,也不应理解为“即是”。
48.应该明确指出,文中注明的所有数值都不应理解为严格的限值,而是在不超出本实用新型上述方面的前提下,应能在工程规模上高于或低于该数值。
附图说明
49.本实用新型的更多优势、特点和有益拓展方案参阅下文以及下文结合附图对优选实施例的阐述。
50.图中:
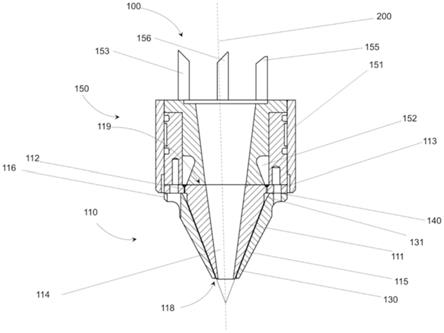
51.图1示出根据本实用新型的同轴粉末喷嘴的剖视图;
52.图2示出根据本实用新型的同轴粉末喷嘴的侧视图;
53.图3示出根据本实用新型的同轴粉末喷嘴顶头模块的侧视图;
54.图4示出根据本实用新型的同轴粉末喷嘴顶头模块的俯视图。
具体实施方式
55.图1示出根据本实用新型的同轴粉末喷嘴100的剖视图。同轴粉末喷嘴100 具有同轴粉末喷嘴顶头模块110和同轴粉末喷嘴基体150。同轴粉末喷嘴顶头模块110以其后侧119布置在同轴粉末喷嘴基体150的朝向待处理工件表面的一侧上,并在其相对的端部处(即在操作中朝向待处理工件表面的一侧)具有顶头118。朝向顶头118渐缩的锥形孔道114穿过整个同轴粉末喷嘴100,可以通过该锥形孔道导引激光束。粉末喷嘴基体150具有三个粉末供给管路153(在所示的剖视图中仅可见其中之一)和环绕的基体腔室152。这些粉末供给管路通入基体腔室 152。基体腔室152形成与激光照射的传播轴200同轴的环室。同轴环室的内壁呈锥形朝向顶头118延伸。基体腔室152形成朝向同轴粉末喷嘴顶头模块110的开口环面,其中,该开口环面覆盖同轴粉末喷嘴顶头模块110的孔圆图案120。
56.将填料经由粉末供给管路153供送到同轴粉末喷嘴100,并经由基体腔室152 在圆周方向上分布。填料从基体腔室152穿过同轴粉末喷嘴顶头模块110的孔圆图案120(参见图4)上的孔112进入同轴粉末喷嘴顶头模块110的于内部部分111与外部部分115之间形成的环状间隙130。同轴粉末喷嘴基体150具有呈环绕冷却通道151形式的主动冷却机构,该冷却通道经由冷却剂供给管路155和冷却剂排放管路156而装填有冷却剂。
57.内部部分111与外部部分115经由内部部分111的第一凸缘113和外部部分 115的第二凸缘116彼此连接。此外,同轴粉末喷嘴顶头模块110经由第一凸缘 113、第二凸缘116与同轴粉末喷嘴基体150连接。这两个凸缘113、116之间存在间隔环140。通过不同厚度的间隔环140,即在激光照射的传播轴200的方向上具有不同材料厚度的间隔环140,内部部分111与外部部分115之间的环状间隙130可在间隙尺度、即间隙高度上有所变化。间隙尺度取决于填料,本例中主要取决于粒度分布和期望的粉末质量流。
58.同轴粉末喷嘴顶头模块110呈准整体构型。准整体的粉末喷嘴顶头模块110 通过相应的形状公差和轴承公差以预组装的方式构造,并且无需手动调节就能轻松更换。终端用户可以进行这种更换,因为不必采取任何设置。可以在短时间内进行更换,这样也能尽量减少过程中必要的中断。
59.同轴粉末喷嘴顶头模块110具有在环状间隙130中环绕的模块腔室131,其中,该模块腔室131形成环状间隙130的后端。这些孔112通入模块腔室。换而言之,基体腔室152经由
孔112与模块腔室131连接。
60.外部部分115在其内表面上具有朝向顶头118渐缩的锥面,而内部部分111 在其外表面上也具有朝向顶头118渐缩的锥面。通过这两个锥面形成环状间隙 130,该环状间隙130朝向顶头118渐缩且具有恒定的间隙尺度。但锥角也可以不同,使得环状间隙118的间隙尺度在其高度上有所变化。
61.在一替代实施方式中,环状间隙自模块腔室至顶头渐缩。
62.外部部分115具有自后侧119至顶头118渐缩的外锥。由于激光束在操作中聚焦在待处理工件表面之上或正上方,因此孔道114可以渐成锥形,由此整个同轴粉末喷嘴顶头模块110可以朝其顶头118渐成锥形,这在处理狭窄几何形状方面以及处理所需质量的同轴粉末喷嘴顶头模块110方面具备优势。这一点有利于使粉末喷嘴可移动的动态。
63.图2示出根据本实用新型的同轴粉末喷嘴100的侧视图。在本图中可以看出三个粉末供给管路153以及冷却剂供给管路155和冷却剂排放管路156。
64.图3示出根据本实用新型的同轴粉末喷嘴顶头模块110的侧视图。在本图中可以看出内部部分111的第一凸缘113与外部部分115的第二凸缘116之间的间隔环114。
65.图4示出根据本实用新型的同轴粉末喷嘴顶头模块110在其后侧119的俯视图。在本图中可以看出内部部分111的第一凸缘113以及同轴粉末喷嘴顶头模块 110中心的渐成锥形的孔道114。此外,还可看出带孔112的孔圆图案120,可通过这些孔112引导粉末气体混合物。孔圆图案120形成圆环,该圆环的内径由朝向激光照射的传播轴200的孔边处的切线形成,而该圆环的外径由背离激光照射的传播轴200的孔边处的切线形成。该圆环在各个孔112之间具有桥接面积,其中,这些桥接面积至多占圆环总面积的15%。粉末气体混合物形式的填料可以穿过孔112导向待处理工件表面的方向。因桥接面积至多占圆环总面积的15%,能够确保将填料在圆周上均匀分布地引入到同轴喷嘴顶头模块中,由此填料可以在圆周上均匀分布地熔化,从而提高表面处理的质量。
66.图中示出的实施方式仅作示例,因此不应解释为限制性意义。本领域技术人员可以想到的替代实施方式也涵属于本实用新型的范围内。
67.附图标记列表
68.100
ꢀꢀ
同轴粉末喷嘴
69.110
ꢀꢀ
同轴粉末喷嘴顶头模块
70.111
ꢀꢀ
内部部分
71.112
ꢀꢀ
孔
72.113
ꢀꢀ
第一凸缘
73.114
ꢀꢀ
孔道
74.115
ꢀꢀ
外部部分
75.116
ꢀꢀ
第二凸缘
76.118
ꢀꢀ
顶头
77.119
ꢀꢀ
后侧
78.120
ꢀꢀ
孔圆图案
79.130
ꢀꢀ
环状间隙
80.131
ꢀꢀ
模块腔室
81.140
ꢀꢀ
间隔环
82.150
ꢀꢀ
同轴粉末喷嘴基体
83.151
ꢀꢀ
冷却通道
84.152
ꢀꢀ
基体腔室
85.153
ꢀꢀ
粉末供给管路
86.155
ꢀꢀ
冷却剂供给管路
87.156
ꢀꢀ
冷却剂排放管路
88.200
ꢀꢀ
激光照射的传播轴
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1